1.本实用新型涉及钢筋生产,特别涉及高铁用的绝缘钢筋热缩弯箍生产系统,属于自动化生产设备技术领域。
背景技术:
2.高铁用2498绝缘钢筋为在φ8mm长2498mm的crb600h高延性冷轧带肋钢筋上共穿18个管,其中11个30mm长的黑色管,3个30mm长的红色管,4个40mm长的红色管,(红色管不同长度管的数量也会根据客户需求变化),钢筋两头折弯。生产方法是:先用调直机生产一捆约2吨重的2498mm长的钢筋,然后将该捆钢筋吊运至热缩机处,由一名操作人员在热缩机旁穿管,穿够一定数量后,将穿好管的钢筋放置到热缩机上,此时热缩机已开始运行,由三名操作人员将管摆到准确位置,穿有热缩管的钢筋过加热炉后,热缩管被热缩至钢筋上,最终掉落至收集槽内,该捆钢筋均热缩完后,将该捆热缩好的钢筋吊运至专用弯箍机处,由两名操作人员一次抬五根热缩好的钢筋放置到专用弯箍机处,进行弯箍,弯箍结束后再由这两名操作人员将钢筋放入收集槽,待弯箍好的钢筋数量满足客户需求后,将弯箍好的钢筋打包,运走。目前的生产方法操作人员较多,设备自动化程度低,基本完全靠人工操作,效率低下。
技术实现要素:
3.本实用新型的目的在于克服目前的高铁用2498绝缘钢筋热缩弯箍中存在的上述问题,提供一种高铁用2498绝缘钢筋热缩弯箍生产系统。
4.为实现本实用新型的目的,采用了下述的技术方案:高铁用2498绝缘钢筋热缩弯箍生产系统,包括热缩机,所述的热缩机具有链床输送机,在链床输送机的后部上方安装有钢筋计数检测开关,在链床输送机的末端固定安装有中转料架,所述的中转料架包括固定安装在机架上的下挡板、与下挡板对应的固定安装在机架上的上调节板,落料挡板下具有支撑板,热缩后的钢筋行进到链床输送机末端后从落料挡板和上调节板之间落到支撑板上,在支撑板附近安装有二次链条输送机,所述的二次链条输送机的两条链条上间隔安装有多对相互对应的限位板,链条从支撑板上的钢筋下方通过时限位板与钢筋干涉,二次链条输送机末端的机架上安装有落料挡板,与落料挡板对应在机架上固定安装有落料调节导板,落料调节导板下端部朝向多个固定设置的承接板,多块承接板位于同一高度上,在多块支撑板的两端分别安装有一台弯箍机,所述的弯箍机包括弯箍电机,弯箍电机的输出轴连接至减速箱,减速箱的输出轴上连接有弯块,所述的弯块前端面上具有向外凸出的折弯面,两个弯箍机上其中一个弯块上具有止挡面,在没有止挡面的弯箍机处配置有前后方向的对齐气缸,所述的减速箱的输出轴为空心轴,弯块上有与空心轴相通的通孔,芯轴穿设空心轴和通孔中,芯轴连接在芯轴油缸的缸杠上,芯轴油缸固定设置,在一块承接板安装有物料检测开关,在靠近两个弯箍机的承接板上方固定安装有压紧气缸,压紧气缸的缸杆上连接有压紧板。
5.进一步的;在链床输送机末端还安装有阻挡装置,所述的装置包括转动安装在机架上的转杆,转杆的一端固定连接有驱动臂、另一端固定连接有阻挡臂,驱动臂的端部与阻挡气缸的缸杆之间铰接,阻挡气缸的尾端铰接在机架上。
6.进一步的;在落料挡板与落料调节挡板形成的钢筋落料通道附近安装有钢筋感应计数开关。
7.进一步的;在多块承接板的后方安装有推料气缸,推料气缸的缸杆与承接板上的钢筋前后对应,在承接板的下前方固定设置有收集槽。
8.进一步的;在靠近两个弯箍机的弯块处安装有弯块复位检测开关。
9.本实用新型的积极有益技术效果在于:本系统可实现钢筋热缩完成后的自动折弯,较现有的人工折弯工艺可以节省至少两个工作人员,有效的降低人力成本。
附图说明
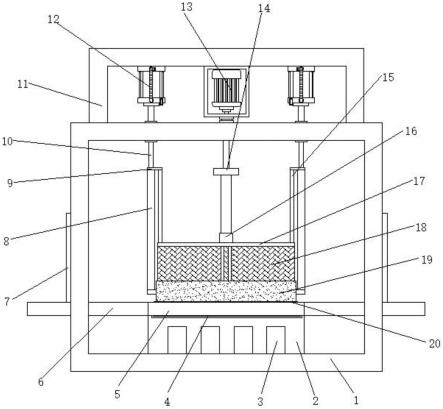
10.图1是本实用新型的整体示意图。
11.图2是图1中的部分放大图。
12.图3是中转料架的示意图。
13.图4是二次链条输送机的示意图。
14.图5是阻挡装置的示意图。
15.图6是弯箍机的示意图。
16.图7是无止挡弯箍机所在角部的示意图。
具体实施方式
17.为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
18.结合附图对本实用新型进一步详细的解释,附图中各标记为:1:热缩机;2:链床输送机;3:下挡板;4:上调节板;5:二次链条输送机;6:弯箍机;7:落料挡板;8:落料调节导板;9:对齐气缸;10:钢筋计数检测开关;11:阻挡臂;12:收集框;13:支撑板;14:承接板;15:限位板;16:转杆;17:驱动臂;18:阻挡气缸;19:压紧板;20:压紧气缸;21:弯块复位检测开关;22:推料气缸;601:弯箍电机;602:减速箱;603:弯块;604:折弯面;605:止挡面;606:芯轴;607:芯轴油缸。
19.如附1图所示,高铁用2498绝缘钢筋热缩弯箍生产系统,包括热缩机1,所述的热缩机具有链床输送机2,在链床输送机的后部上方安装有钢筋计数检测开关10,钢筋计数检测开关可用光电开关,在链床输送机的末端固定安装有中转料架,所述的中转料架包括固定安装在机架上的下挡板3、与下挡板对应的固定安装在机架上的上调节板4,热缩后的钢筋行进到链床输送机末端后从落料挡板和上调节板之间落到支撑板上,落料挡板下具有支撑板13,本实施例中,支撑板为下挡板下端的折边。
20.如附图2所示,在支撑板附近安装有二次链条输送机5,所述的二次链条输送机的两条链条上间隔安装有多对相互对应的限位板15(如图4所示),二次链条输送机的两条链条从支撑板上的钢筋下方通过时限位板与钢筋干涉,二次链条输送机末端的机架上安装有落料挡板7,与落料挡板对应在机架上固定安装有落料调节导板8(如图1、图2所示),落料调
节导板下端部朝向多个固定设置的承接板14(如图2所示),多块承接板位于同一高度上,在多块承接板的两端安装分别安装有一台弯箍机6(如图1、图所示),所述的弯箍机如图6所示,包括弯箍电机601,弯箍电机采用伺服电机,弯箍电机的输出轴连接至减速箱602,减速箱的输出轴上连接有弯块603,所述的弯块前端面上具有向外凸出的折弯面604,两个弯箍机上其中一个弯块上具有止挡面605,在没有止挡面的弯箍机处配置有前后方向的对齐气缸9,在靠近两个弯箍机的弯块处安装有弯块复位检测开关21,复位检测开关用于检测弯块是否复位到位。所述的减速箱的输出轴为空心轴,弯块上有与空心轴相通的通孔,芯轴606穿设空心轴和通孔中,芯轴连接在芯轴油缸607的缸杠上,芯轴油缸固定设置,在一块承接板上安装有物料检测开关,本实施例中,所述的物料检测开关为两个,两个物料检测开关在一块承接板上前后错开,这种情况下可以检测两根物料。在靠近两个弯箍机的承接板上方固定安装有压紧气缸20,压紧气缸的缸杆上连接有压紧板19。
21.在链床输送机末端还安装有阻挡装置,阻挡装置如图5所示,所述的装置包括转动安装在机架上的转杆16,转杆的一端固定连接有驱动臂17、另一端固定连接有阻挡臂11,驱动臂的端部与阻挡气缸18的缸杆之间铰接,阻挡气缸的尾端铰接在机架上。
22.本实用新型中优化的,在落料挡板与落料调节挡板形成的钢筋落料通道附近安装有钢筋感应计数开关。钢筋计数开关可以采用光电开关,用于检测落到承接板上的钢筋数量,钢筋数量达到设定数量(如2根、3根)时,开始弯箍作业。
23.本实用新型中优化的,在多块承接板的后方安装有推料气缸22,推料气缸的缸杆与承接板上的钢筋前后对应,在承接板的下前方固定设置有收集槽。
24.本系统的工作过程为:本系统各部件均安装在底座上,热缩机前仍然采用人工穿管,穿好热缩管的钢筋置放到热缩机的链床输送机上,通过热缩机时可将热缩管热缩在钢筋上。在链床输送机末端两侧各有一钢筋计数检测开关,用于记录已过去热缩好的钢筋数量,同样,在链条输送机末端两端各有一阻挡装置,正常情况下,阻挡装置并不阻挡热缩好的钢筋通行,当弯箍机工作不能受料时,阻挡装置打开。
25.热缩好的钢筋在滑入中转料架,下挡板与上调节板组成一滑道,热缩好的钢筋落在下挡板的支撑板上,二次链条输送机中带限位板的链条从中转料架中由钩走一根热缩好的钢筋,最终该根热缩好的钢筋通过落料挡板滑入弯箍区域,通过物料检测开关可检测到弯箍机处的热缩钢筋数量,对齐气缸推动热缩好的钢筋向止挡面移动时钢筋对齐,对齐用气缸返回到位后,两个弯箍机的弯芯用气缸带动芯轴推出,同时压紧气缸下压,压紧板压住热缩好的钢筋,两伺服电机同时动作,弯块转90
°
后,返回原位,弯块复位检测开关(可采用接近开关)感应到后,所有推料气缸动作将热缩好的钢筋推入收集框12,一次弯箍结束。当收集框内的钢筋达到设计数量后,由操作人员打包吊走。
26.在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。