技术特征:
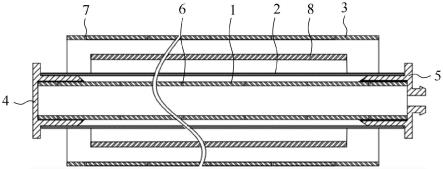
1.一种侧进胶全热流道无废料注塑模,其特征在于,包括:公模和母模,所述母模设置于所述公模上方;所述公模包括:公模仁和公模型芯,所述公模型芯贯穿设置于所述公模仁;所述母模包括:母模仁,与所述公模仁相连,所述公模型芯延伸至所述母模仁;及进胶入子,设置于所述母模仁和所述公模型芯之间;通过所述公模仁、所述母模仁和所述公模型芯拼合形成针筒状型腔,并于所述针筒状型腔内设置有所述进胶入子,以使塑料粒子按照预设流道进行流通并注塑成型。2.根据权利要求1所述的侧进胶全热流道无废料注塑模,其特征在于,所述公模仁内壁与所述进胶入子之间设置有母模仁进胶入子盖板。3.根据权利要求1所述的侧进胶全热流道无废料注塑模,其特征在于,所述进胶入子包括:直立部和斜尖部,所述直立部与所述斜尖部固定连接。4.根据权利要求3所述的侧进胶全热流道无废料注塑模,其特征在于,所述斜尖部中设有从尖端连通所述型腔外侧壁的斜流道,所述直立部中设有衔接所述斜流道的直流道。5.根据权利要求4所述的侧进胶全热流道无废料注塑模,其特征在于,所述直立部外侧设置有热流道本体。6.根据权利要求5所述的侧进胶全热流道无废料注塑模,其特征在于,所述热流道本体外侧设置有铜套加热圈。7.根据权利要求1所述的侧进胶全热流道无废料注塑模,其特征在于,所述进胶入子上设置有四个角进点入子。8.根据权利要求1所述的侧进胶全热流道无废料注塑模,其特征在于,所述进胶入子上设置有六个角进点入子。9.根据权利要求1所述的侧进胶全热流道无废料注塑模,其特征在于,所述进胶入子上设置有八个角进点入子。
技术总结
本实用新型公开了一种侧进胶全热流道无废料注塑模,涉及注塑模具技术领域。其中,该侧进胶全热流道无废料注塑模,包括:公模和母模,所述母模设置于所述公模上方;所述公模包括:公模仁和公模型芯,所述公模型芯贯穿设置于所述公模仁;所述母模包括:母模仁,与所述公模仁相连,所述公模型芯延伸至所述母模仁;及进胶入子,设置于所述母模仁和所述公模型芯之间。本实用新型,解决多型腔冷流道系统会造成大量的原料浪费,这使得制模者的利润空间严重受损,同时冷流道还会使整个自动化或是人工的过程增添了步骤,将冷流道从模具的部分移除,需要机器人或者工人把这些部分与流道分离开来,从而进一步增加生产成本的问题。从而进一步增加生产成本的问题。从而进一步增加生产成本的问题。
技术研发人员:王小松
受保护的技术使用者:苏州伦纳特工业科技有限公司
技术研发日:2022.07.26
技术公布日:2022/12/1
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。