1.本发明涉及一种用于物质的口服递送的可咀嚼产品,例如可咀嚼剂型,诸如锭剂、片剂、软锭剂等。特别地,本发明涉及一种由非织造织物形成的可咀嚼产品,以及一种制造这种可咀嚼产品的方法。
背景技术:
2.已知使用这种非织造织物来制造用于物质的口服递送的产品。例如,使用非织造织物来制作用于容纳诸如无烟烟草(也称为“鼻烟”)、咖啡、茶等产品的单个部分的袋,将从这些袋中提取风味。由非织造织物形成的口服袋装产品的示例可见于us 2014/0026912 a1和us 2012/0103353 a1。
3.典型地使用以下三种工艺中的一种来生产非织造织物:干法成网、湿法成网或纺熔法。每种工艺都以不需要编织或针织的方式将纤维或长丝缠结成网。
4.干法成网工艺典型地包括形成松散的短纤维网。随后将这种网粘结在一起以形成织物。网可通过空气成网工艺形成,由此纤维在网中随机地取向。替代地,形成网可包括梳理纤维,这使它们的取向对齐。空气成网或梳理过的网可使用机械技术(例如,水刺法或针刺法)、热技术(例如,在网包括热塑性纤维的情况下)或化学技术(例如,使用粘合粘结剂)或它们的组合进行粘结。
5.湿法成网工艺典型地包括在水中或其他合适的液体中形成纤维浆料,该纤维浆料沉积在筛网或网状物上,并且然后使其干燥以形成网。
6.纺熔工艺典型地用直接由从液体(即,熔融)塑料材料纺制成的连续长丝形成网。
7.典型地,用于生产袋装产品的非织造织物是可透水的,以便准许来自袋的内容物的物质(例如,风味)流出。
8.非织造织物可用于制造可咀嚼袋。例如,us 2018/0153211 a1公开了一种用于制造袋装产品的非织造织物,其中袋包括热塑性聚酰胺的弹性网状物,该弹性网状物确保袋能够承受由咀嚼引起的反复变形。该示例中的弹性网状物具有高百分比的开孔面积(即,高孔隙率),以实现风味从袋的快速释放速率。
9.us 2013/0149254 a1公开了一种由选自硅树脂、乳胶、橡胶或塑料的食品级材料制成的穿孔可咀嚼袋。袋封闭可呈凝胶、半液体和/或液体形式的产品。使用者咀嚼、吮吸和/或操纵袋以使封闭的风味产品从穿孔渗出到使用者的嘴中。
10.us 2014/0261480 a1公开了一种由织物形成的袋,该织物包含具有亲水性表面涂层的熔喷聚合物纤维。熔喷材料可以是弹性体(例如,聚合聚氨酯),使得袋可耐受被咀嚼。
技术实现要素:
11.最一般地,本发明提供了一种用于物质的口服递送的可咀嚼产品,其中该可咀嚼产品是浸渍有该物质的非织造织物的基本上均质部分。
12.根据本发明的一个方面,可提供一种用于物质的口服递送的可咀嚼产品,该可咀
嚼产品包括:非织造织物基材,该非织造织物基材具有交错纤维基体;以及物质,该物质被保持在基体内,其中通过咀嚼动作从基体释放物质。因此,非织造织物基材提供了用于携载物质的框架,该框架既耐受咀嚼动作(即,在被咀嚼、啃咬或吮吸时不崩解)又能够释放物质。非织造基材可具有提供美观或令人满意的口感的优点。
13.与本领域已知的袋型产品不同,可咀嚼产品可形成为单件,其中物质分布在其中或在其上。例如,物质可基本上均质地分布在整个基体中。这可能是有利的,因为它消除了对装袋工艺的需要,这又意味着织物不需要具有典型的装袋工艺所需的某些特性,例如,与透气性和热封性有关的特性。因此,与袋织物相比,本发明的可咀嚼织物可使用更广泛的纤维类型,这进而可有助于提供具有所需口感和强度的可咀嚼产品。
14.该物质可通过粘结剂连接(例如,结合或以其他方式粘附)到基体中的纤维。在一些示例中,粘结剂包括食品级物质,即,符合食品接触条例的物质。这样的物质包括乙烯基丙烯酸共聚物、乙烯乙酸乙烯酯共聚物和乙酸乙烯酯共聚物。粘结剂还可优选地包括生物可降解材料,诸如聚乳酸(pla)乳液或聚(琥珀酸丁二酯)(pbs)乳液。
15.非织造织物基材可包括符合食品接触条例(即,被批准用于食品包装等)的材料的短纤维。稳定的纤维可以是天然或再生纤维素纤维,诸如粘胶和/或莱赛尔。在一个示例中,非织造织物基材可包括粘胶短纤维和热塑性纤维的混合物。热塑性纤维可占基材的10wt%至50wt%、优选地10wt%至30wt%。这种混合物可能是有利的,因为在得到的织物的强度与同时还提供柔软口感之间提供了理想的平衡。热塑性纤维可由以下项中的任一者或多者组成:聚丙烯、聚乙烯、聚酯、乙烯乙酸乙烯酯、聚氨酯、聚乳酸和聚酰胺。这些材料是优选的,因为它们符合食品接触条例,因此适合意图用于口内使用的产品。
16.非织造织物基材可具有等于或大于100g/m2(例如,在100g/m2至500g/m2范围内)的重量。优选地,非织造织物基材具有等于或大于150g/m2(例如,在150g/m2至300g/m2范围内)的重量。织物基材的重量为可咀嚼产品提供了结构完整性。
17.希望非织造织物基材具有能够承受与咀嚼相关的力的拉伸强度。对于非织造织物基材而言,当处于湿状态(例如,被水等饱和)时具有高于预定阈值的拉伸强度可能特别重要。处于湿状态时的拉伸强度在本文中可被称为非织造织物基材的“湿强度”。非织造织物基材中的纤维通常可在垂直于第二方向(本文中称为横向方向)的第一方向(本文中称为机器方向)上对齐。非织造织物基材的湿强度可在机器方向和横向方向中的每一者上定义。在一个示例中,非织造织物基材优选地具有在横向方向上等于或大于5n/cm和/或在机器方向上等于或大于30n/cm的湿强度。处于干燥状态时的非织造织物基材的拉伸强度可在横向方向上等于或大于15n/cm并且在机器方向上等于或大于15n/cm。
18.可使用由edana发布为nwsp 110.1的抓握强度测试方法来测量非织造物的拉伸强度(在干燥状态和湿状态下)。
19.可咀嚼产品对使用者来说具有柔软的口感也是合乎需要的。通过确保非织造织物基材的表面具有非磨蚀特性,可实现柔软的口感。例如,可使用干涉技术来测量非织造织物基材的表面纹理。
20.交错纤维基体可优选地通过针刺来形成。因此,非织造织物基材可包括前体网,该前体网经受针刺以获得针刺织物。
21.针刺是机械网固结技术,其中通常在垂直于网的平面的方向上将针的阵列往复地
插入和撤回到纤维网中。针刺对于物理固结可能是特别有用的技术,因为它能够产生在三个维度(即,织物的机器方向、横向方向和高度方向(也被称为“蓬松度”))上具有高拉伸强度的均质织物。此外,通过适当选择针刺参数,可以实现可咀嚼产品的可重复一致制造的方式控制非制造织物基材的蓬松度、强度和密度。
22.针刺参数可包括以下项中的任一者或多者:(i)针几何形状,(ii)针密度(即,针阵列中的针之间的间距),以及(iii)穿孔速度。
23.针几何形状的相关特征可包括针的尺寸,例如,长度和外径。长度可根据进入网中的穿透距离来定义。在一些示例中,穿透距离可等于或大于10mm,例如,在10mm至17mm的范围内。外径可由线规定义。例如,每个针可具有在32至38范围内的线规,即,在0.1mm至0.2mm范围内的外径。针还可包括表面特征,例如倒钩等,以促进纤维缠结。
24.针阵列(其也可被称为针刺机)可包括在横向方向上间隔开的一排针。这样的针阵列优选地具有等于或大于400针/米(例如,在400针/米至6000针/米范围内)的密度。
25.针密度影响在网中形成的穿孔或“针迹”的密度。影响针迹密度的其他因素是网穿过针刺区域的速度和对应于穿孔速度的针阵列的行程速率。网的速度在针刺区域的输入和输出处都是可控的。在一个示例中,输入速度和输出速度可能相等。在另一个示例中,输出速度可小于输入速度,以促进缠结并增加机器方向上的纤维固结。输入速度和输出速度都可在2m/min至7m/min范围内。针阵列的行程速率优选地等于或大于180rpm,例如在180rpm至750rpm的范围内。
26.针刺区域可由剥离板限定,该剥离板可以是平面元件,该平面元件位于网上以在针反复地穿透网时将网保持在适当位置。剥离板在机器方向上可具有等于或大于10mm的长度,例如,在10mm至20mm的范围内。
27.被保持在交错纤维基体内的物质可包括载体介质和活性剂。该物质希望在咀嚼作用下从基体移除。载体介质可被配置为促进物质可释放地保留到基体中的纤维。在一些示例中,载体介质可以是与上述粘结剂相同的材料。
28.替代地,载体介质可包括扩散限制材料,该扩散限制材料抑制液体扩散到非织造织物基材中,并且因此促进活性剂保留在基体中,直到产品在水性环境中经受咀嚼动作。在一个示例中,扩散限制材料可包括可消化的液体不可渗透的组分。可消化的液体不可渗透的组分可包括或由以下项中的任一者或任何组合组成:改性淀粉、羟丙基甲基纤维素(hpmc)、聚乙烯醇(pva)、乳糖和蔗糖。
29.扩散限制材料可包括超吸收聚合物。超吸收聚合物可用于吸收水并溶胀以在非织造织物基材内形成物理扩散屏障。可通过咀嚼来克服物理障碍。超吸收聚合物可以是水溶性的,使得其在水性环境中时逐渐被移除。超吸收聚合物可包括或由以下项中的任一者或任何组成:水溶性级聚丙烯酸钠;超吸收藻酸盐;以及羧甲基纤维素。
30.扩散限制材料可包括疏水材料。疏水材料可包括或由以下项中的任一者或任何组合组成:聚乙烯;聚四氟乙烯;以及含氟表面活性剂。
31.物质(或其活性剂)可包括无烟烟草、烟碱盐、大麻二酚、咖啡、茶、调味剂等中的任一者。物质还可包括被配置为去除杂质的一种或多种介质,例如活性炭或沸石。在一个示例中,物质可包括药物材料,诸如阿司匹林、扑热息痛和布洛芬。因此,可咀嚼产品可包括用于递送药物的剂型。非织造基材可被成形为类似于常规的口服剂型,例如,片剂、丸剂或锭剂。
可咀嚼产品可类似于微型枕头,例如,具有立方体形状。非织造基材可具有等于或大于0.5mm(例如,在0.5mm至5mm范围内)的厚度。优选地,非织造基材具有等于或大于1mm(例如,1mm至2mm)的厚度。
32.可咀嚼产品还可包括用于可密封地容纳非织造织物基材的包装。该包装可包括以下项中的任一者:箔包装物、泡罩包装、可密封容器。
33.在另一个方面,提供了一种制造用于物质的口服递送的可咀嚼产品的方法,该方法包括:形成非织造纤维的干法成网梳理网;将梳理网穿过针刺机以形成交错纤维基体;将物质施加到该网,由此物质被保持在基体内并且可通过咀嚼动作从中释放;以及将网切割成多个单独部分。以上讨论的第一方面的特征可同样适用于第二方面。网的梳理和针刺可被配置为产生具有结构完整性以耐受咀嚼动作(即,避免在水性环境中被啃咬、吸吮或以其他方式变形时崩解)的非织造织物基材。非织造织物基材本身提供基体,该基体是用于支撑要递送的物质的框架。
34.在一个示例中,非织造纤维可包括粘胶短纤维和热塑性纤维的混合物。该方法还可包括加热交错纤维基体。加热步骤用于改进或强化基体中的热塑性纤维和其他纤维之间的连接。
35.该物质可以任何合适的方式施加,例如,使用卷对卷涂覆工艺、印刷工艺、层压机、浸涂单元或喷涂单元中的任一者。例如,施加物质的步骤可包括将交错纤维基体浸入含有该物质的液体中。该方法可包括例如通过滚动和/或干燥基体来去除任何多余液体的步骤。在另一个示例中,施加物质可包括用含有该物质的液体或粉末来喷涂基体。
36.该物质可包括载体介质和活性剂,如上所讨论。在这种情况下,施加物质的步骤可包括将载体介质粘结到交错纤维基体。
37.该方法还可包括例如通过单独包装多个单独部分中的每一者来包装多个单独部分。
附图说明
38.下面参考附图更详细地讨论本发明的实施方案,在附图中:
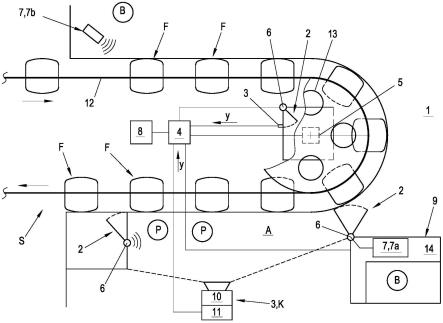
39.图1是用于根据作为本发明的实施方案的方法制造可咀嚼产品的设备的示意图;
40.图2是作为本发明的实施方案的可咀嚼产品的示意图;并且
41.图3是用于制造作为本发明的实施方案的可咀嚼产品的方法的流程图。
具体实施方式
42.下面详细讨论用于由非织造织物制造可咀嚼产品的设备和方法,该非织造织物具有施加在其中或上的物质,其中当在使用者的嘴中时,该物质可通过咀嚼动作从非织造织物释放。
43.在本文中,术语“咀嚼动作”可以是指以下项中的任一者或任何组合:(1)唾液的存在、(2)水的存在,以及(3)机械变形。从可咀嚼产品释放物质的能力可能会引起这种情况的任一者或任何组合。
44.图1是示出用于制造作为本发明的实施方案的可咀嚼产品的设备100的示意图。可咀嚼产品由非织造织物制成,在图1中,该非织造织物是使用干法成网梳理技术制造的。然
而,应理解,本发明可用于使用其他类型的制造技术(包括湿法成网或纺熔技术)获得的非织造织物。
45.在图1所示的设备100中,第一传送机102将纤维包104输送到拆包机106,该拆包机将来自每个包的纤维分离并混合。纤维包104可包括任何合适的短纤维束,诸如再生纤维素(粘胶)等。拆包机106连接到进料斗108,该进料斗将混合纤维作为松散纤维网112排放在第二传送机110上。松散纤维网112被传送到梳理机114,该梳理机对网进行梳理以向网中的纤维施加期望的取向或多个取向。因此,梳理机114将梳理过的网116输出到第三传送机118上。
46.在该示例中,梳理过的网116然后通过穿过针刺机120来进一步加强。针刺机120被配置为在梳理过的网116上进行针刺以增加其结构完整性。针刺导致梳理过的网116内的纤维变得物理地缠结,这增加了梳理过的网116的强度。
47.在该示例中,针刺机120被配置为输出重量大于100g/m2的针刺网122。在一个示例中,针刺机120可包括等于或大于400针/米的密度布置在针刺机上的多个针,每个针具有在32至38范围内的线规。
48.梳理过的网116以优选地在2m/min至7m/min范围内的输入速度进给到针刺机120中。针阵列的行程速率与网通过针刺机的速度和针密度一起控制,以获得期望的针迹密度。
49.针刺机120输出针刺网122。针刺网122可能已经足够坚固以形成可咀嚼产品。在一个示例中,针刺网122可被卷起或以其他方式聚集以输送到另一个位置,以用于在形成可咀嚼产品的过程中的剩余步骤。在其他示例中,针刺网122可经受一种或多种进一步的强化处理。例如,如果针刺网122中的纤维包括热塑性纤维,则可这样做。如图1所示,例如,针刺网122可在加热器124内被加热,或者通过使针刺网122穿过加热的紧压辊进行加热,以产生或加强在热塑性纤维与纤维基体的其余部分之间的结合。如上所述,热塑性纤维可由以下项中的任一者或多者组成:聚丙烯、聚乙烯、聚酯、乙烯乙酸乙烯酯、聚氨酯、聚乳酸和聚酰胺。
50.加热针刺网122可用于例如通过硬化或增加其密度来进一步固结织物。可选择加热步骤的参数以确保得到的织物具有用于可咀嚼产品的期望蓬松度。
51.在针刺过程和可选的加热过程之后,非织造织物是准备好接收将由可咀嚼产品递送的物质的前体网126。
52.该物质可通过任何合适的方式施加。优选地,物质以使其渗透前体网126的方式施加,使得得到的产品在其中具有物质的基本上均质分布。
53.物质可以水性形式例如通过浸渍或喷涂前体网126来施加,使得物质浸透前体网126或使其饱和。替代地,物质可以粉末(例如,干粒状材料)形式施加,其可作为喷雾或经由辊来施加。图1以示例的方式示出了喷雾施加器128。
54.在一些示例中,当应用于非织造材料时,该物质可与载体或其他赋形剂组合。可选择载体以帮助附着到非织造材料。例如,该载体可以是用于粘结到非织造纤维的材料。粘结剂可包括符合食品接触条例的物质。这样的物质包括乙烯基丙烯酸共聚物、乙烯乙酸乙烯酯共聚物和乙酸乙烯酯共聚物。粘结剂还可优选地由生物可降解材料组成或包括生物可降解材料,诸如聚乳酸(pla)乳液或聚(琥珀酸丁二酯)(pbs)乳液。
55.在其他示例中,物质可包括活性剂(例如,药物等),并且赋形剂可充当该活性剂的载体并且充当帮助其分布在非织造基体中的手段。
56.然后,任选地通过轧辊(未示出)将喷涂的网输送到第四传送机130,该轧辊可操作以从网上去除或挤压任何多余的液体。然后将喷涂的网携载通过干燥器132。
57.得到的织物134然后可准备好最终形成并包装为可咀嚼产品。这些步骤可在与非织造网的制造和/或物质的施加相同或不同的位置执行。例如,在离开干燥器132之后,得到的织物134可被卷绕成成品卷以便输送到别处。织物134也可经受其他精整工艺,例如,施加颜料或染料,或在织物上印刷。
58.在图1中,得到的织物134被传送到切割装置136,该切割装置操作以将片状织物分成多个单独的部分138,每个部分形成可咀嚼产品。每个单独的部分可类似于锭剂、片剂或软锭剂。为此目的,可使用任何合适的片材切割机。
59.随后可封装多个部分138。例如,每个单独的部分可被密封在例如箔外壳或泡罩包装中。
60.图2示出了作为本发明的实施方案的可咀嚼产品140的一个示例。该示例中的可咀嚼产品140采用立方形锭剂的形式,但可理解,可使用其他形状,例如圆柱形丸剂、圆盘形片剂等。可咀嚼产品140优选地类似于常规的锭剂或片剂。
61.图3是用于制造作为本发明的实施方案的可咀嚼产品的方法200的流程图。方法200可使用上面关于图1讨论的设备。
62.方法200开始于打开纤维包并混合纤维的步骤202,将用所述纤维形成可咀嚼产品的主要基材或基体。如上所解释,纤维可包括再生纤维素(粘胶)纤维,并且可任选地包括热塑性纤维(例如,聚丙烯等),例如按在混合纤维的10wt%至50wt%范围内的比例。混合纤维沉积在松散层中。
63.方法200继续进行第一网固结步骤204,在该示例中,该第一网固结步骤包括梳理混合纤维层。方法200继续进行第二网固结步骤206,在该示例中,该第二网固结步骤包括针刺梳理过的网以进一步互连和加强网,从而使其在与咀嚼、吸吮、啃咬等相关联的类型的机械变形下耐受破裂。
64.方法200继续进行热固结步骤208,其中加热针刺网。此步骤可能是任选的。例如,仅当混合纤维包括热塑性纤维时才可进行。加热网可加强网内的热塑性纤维之间的结合,从而进一步强化织物基体。
65.方法200继续进行施加在使用由非织造材料形成的可咀嚼产品时待递送的物质的步骤210。如上所述,该物质可直接施加或与载体介质、赋形剂或粘结剂一起施加。施加步骤可包括用物质的溶液(例如,水溶液)或浆料浸渍纤维基体。可浸渍、喷涂或以其他方式涂覆纤维基体以便施加该物质。
66.方法200继续进行干燥非织造材料的步骤212。干燥可除去用于施加该物质的任何剩余载体介质(例如,水)。替代地或另外地,干燥步骤可用于使粘结剂“固化”或凝固,该粘结剂用于将物质固定在非织造纤维基体内。
67.方法200继续进行将含有该物质的经干燥的非织造织物片切割成单独部分的步骤214,例如,所述单独部分具有用作可咀嚼产品的期望尺寸。方法200继续进行包装单独部分的步骤216。包装步骤216可包括单独地包裹每个单独部分,例如,包裹在箔包装物或泡罩包装中。替代地,包装步骤可包括用多个单独部分填充可密封容器。
68.在前述描述中或在所附权利要求书中或在附图中公开的以它们的具体形式或就
用于执行所公开的功能的手段或用于获得所公开的结果的方法或过程表达的特征在适当时可单独地或以此类特征的任何组合用于以它们的多样化形式实现本发明。
69.虽然已经结合以上描述的示例性实施方案描述了本发明,但是当给出本公开时,许多等效修改和变型对本领域技术人员来说将是显而易见的。因此,以上阐明的本发明的示例性实施方案应被认为是说明性的,而不是限制性的。在不脱离本发明的精神和范围的情况下,可对所描述的实施方案作出各种改变。
70.为了避免任何疑问,本文提供的任何理论解释都是为了提高读者的理解而提供的。发明人不希望受这些理论解释中的任一者束缚。
71.本文中所使用的任何章节标题仅出于组织目的,并且不应被视为限制所述的主题。
72.贯穿本说明书(包括所附权利要求),除非上下文另有要求,否则词语“包含(comprise)”和“包括(include)”以及诸如“包含(comprises/comprising)”和“包括(including)”的变型将被理解为暗示包括陈述的整数或步骤或者整数或步骤的群组,但不排除任何其他整数或步骤或者整数或步骤的群组。
73.必须注意,除非上下文另有清楚规定,否则如在说明书和所附权利要求书中所使用,单数形式“一个”、“一种”和“所述”包括复数指称物。范围在本文中可被表达为从“约”一个特定值起和/或至“约”另一个特定值止。当表达这种范围时,另一个实施方案包括从一个特定值起和/或至另一个特定值止。类似地,在通过使用先行词“约”将值表达为近似值时,将理解,特定值形成另一个实施方案。与数值有关的术语“约”是可选的并且意指例如 /-10%。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。