1.本发明涉及镁合金挤压铸造,尤其涉及一种镁合金挤压模具。
背景技术:
2.镁合金具有显著的结构轻量化优势,同时具有良好的减震性、铸造性、切削加工性和可再生利用等一系列优点。其作为最轻的金属结构材料,在航空、航天、通信、汽车等领域具有极大的应用前景。
3.挤压模具定量输送熔液的方式多种多样,然而结构上普遍较为复杂;另外,挤压铸造机通常为四柱式液压机,其下缸顶杆与下模冲头采用直接连接时,由于水平面精度通常较低,从而下模冲头在行程过程中容易存在一定的倾斜,甚至容易损坏模具,例如;下模冲头在向下或向上运动时,由于对中不够发生倾斜,导致断裂;模具型腔被冲头损伤等。故在这两方面的作用下,模具的对中效果较差。
技术实现要素:
4.本发明的目的在于克服上述现有技术的缺点和不足,提供一种镁合金挤压模具。
5.本发明通过下述技术方案实现:
6.一种镁合金挤压模具,包括上模板1、下模3和下模板2;下模3位于上模板1与下模板2之间;所述下模3包括型腔12和下模冲头4;所述下模冲头4的一端位于型腔12内;其特征在于:
7.在下模3的下段周壁上,沿着下模3的轴向方向,开设有至少两条导向槽5;
8.在对应于导向槽5的下模冲头4的本体上,安装有一定位套环13;
9.在定位套环13上安装有定位感应杆6;定位感应杆6伸出导向槽5外部;
10.在临近定位感应杆6端部的下模板2上,安装有行程感应开关7;当定位感应杆6下行至行程感应开关7的感应范围时,下模冲头4停止下行。
11.所述下模冲头4的端部,通过法兰9连接压机顶杆10;所述压机顶杆10用于将压机下缸的冲击力矩传递给下模冲头4。
12.所述压机顶杆10活动连接在法兰9的轴套内,并且在径向方向具有间隙;该间隙使得压机顶杆10能够在偏离下模冲头4轴芯时的工况下正常运行。
13.所述型腔12的上段周壁上开设有浇注进液口8。
14.所述定位感应杆6的水平或者向上倾斜安装。
15.所述型腔12内,与上模板1的衔接处,设有一上模冲头11;型腔12内还设有一活塞13,活塞13通过螺栓与下模冲头4固定连接。
16.本发明相对于现有技术,具有如下的优点及效果:
17.本发明在挤压过程,浇注输液管连接浇注进液口8,镁合金液体进入型腔12内部;进液前保证活塞13在浇注进液口8下沿处;进液时,活塞13缓缓上升;进液完,活塞13达到浇注进液口8上沿,并自动封住浇注进液8,达到定量浇注和自动关闭进液的目的。下模冲头4
继续上升挤压镁合金液体,完成挤压行程后,返回时,定位感应杆6接近行程感应开关7的感应范围时,下模冲头4自动停止,有效防止下模冲头超过所设行程,对设备造成损坏。
附图说明
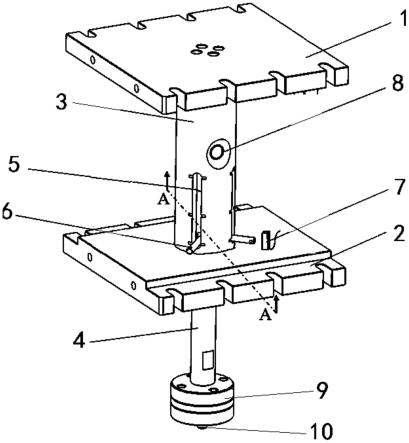
18.图1为本发明镁合金挤压模具结构示意图。
19.图2为图1中的a-a剖面结构示意图。
20.图3为定位套环以及定位感应杆的安装结构示意图。
具体实施方式
21.下面结合具体实施例对本发明作进一步具体详细描述。
22.如图1-3所示,本发明公开了一种镁合金挤压模具,包括上模板1、下模3和下模板2;下模3位于上模板1与下模板2之间;所述下模3包括型腔12和下模冲头4;所述下模冲头4的一端位于型腔12内;
23.在下模3的下段周壁上,沿着下模3的轴向方向,开设有至少两条导向槽5,具体数量根据实际应用而定。
24.在对应于导向槽5的下模冲头4的本体上,安装有一定位套环13;
25.在定位套环13上安装有定位感应杆6;定位感应杆6伸出导向槽5外部;
26.在临近定位感应杆6端部的下模板2上,安装有行程感应开关7;当定位感应杆6下行至行程感应开关7的感应范围时,下模冲头4停止下行。
27.所述下模冲头4的端部,通过法兰9连接压机顶杆10;所述压机顶杆10用于将压机下缸的冲击力矩传递给下模冲头4。所述压机顶杆10活动连接在法兰9的轴套内,并且在径向方向具有间隙;该间隙使得压机顶杆10能够在偏离下模冲头4轴芯时的工况下正常运行,避免由于对中不够发生倾斜而导致下模冲断裂的风险。
28.所述型腔12的上段周壁上开设有浇注进液口8,浇注进液口8的进液流道向下倾斜。
29.所述定位感应杆6的水平或者向上倾斜安装;具体连接方式可采用常规螺纹连接,便于拆卸组装。作业时,下模冲头4继续上升挤压镁合金液体,完成挤压行程后,返回时,定位感应杆6接近行程感应开关7的感应范围时,下模冲头4自动停止,有效防止下模冲头超过所设行程,对设备造成损坏。
30.所述型腔12内,与上模板1的衔接处,设有一上模冲头11;型腔12内还设有一活塞13,活塞13通过螺栓与下模冲头4固定连接。
31.在挤压过程,浇注输液管连接浇注进液口8,镁合金液体进入型腔12内部;进液前保证活塞13在浇注进液口8下沿处;进液时,活塞13缓缓上升;进液完,活塞13达到浇注进液口8上沿,并自动封住浇注进液8,达到定量浇注和自动关闭进液的目的。
32.如上所述,便可较好地实现本发明。
33.本发明的实施方式并不受上述实施例的限制,其他任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
技术特征:
1.一种镁合金挤压模具,包括上模板(1)、下模(3)和下模板(2);下模(3)位于上模板(1)与下模板(2)之间;所述下模(3)包括型腔(12)和下模冲头(4);所述下模冲头(4)的一端位于型腔(12)内;其特征在于:在下模(3)的下段周壁上,沿着下模(3)的轴向方向,开设有至少两条导向槽(5);在对应于导向槽(5)的下模冲头(4)的本体上,安装有一定位套环(13);在定位套环(13)上安装有定位感应杆(6);定位感应杆(6)伸出导向槽(5)外部;在临近定位感应杆(6)端部的下模板(2)上,安装有行程感应开关(7);当定位感应杆(6)下行至行程感应开关(7)的感应范围时,下模冲头(4)停止下行。2.根据权利要求1所述镁合金挤压模具,其特征在于:所述下模冲头(4)的端部,通过法兰(9)连接压机顶杆(10);所述压机顶杆(10)用于将压机下缸的冲击力矩传递给下模冲头(4)。3.根据权利要求2所述镁合金挤压模具,其特征在于:所述压机顶杆(10)活动连接在法兰(9)的轴套内,并且在径向方向具有间隙;该间隙使得压机顶杆(10)能够在偏离下模冲头(4)轴芯时的工况下正常运行。4.根据权利要求3所述镁合金挤压模具,其特征在于:所述型腔(12)的上段周壁上开设有浇注进液口(8)。5.根据权利要求4所述镁合金挤压模具,其特征在于:所述定位感应杆(6)的水平或者向上倾斜安装。6.根据权利要求5所述镁合金挤压模具,其特征在于:所述型腔(12)内,与上模板(1)的衔接处,设有一上模冲头(11);型腔(12)内还设有一活塞(13),活塞(13)通过螺栓与下模冲头(4)固定连接。
技术总结
本发明公开了一种镁合金挤压模具;包括上模板、下模和下模板;下模包括型腔和下模冲头;在下模的下段周壁上,沿着下模的轴向方向,开设有至少两条导向槽;在对应于导向槽的下模冲头的本体上,安装有一定位套环;在定位套环上安装有定位感应杆;定位感应杆伸出导向槽外部;在临近定位感应杆端部的下模板上,安装有行程感应开关;当定位感应杆下行至行程感应开关的感应范围时,下模冲头停止下行。本发明进液完,活塞达到浇注进液口上沿,并自动封住浇注进液,达到定量浇注和自动关闭进液的目的。下模冲头返回时,定位感应杆接近行程感应开关的感应范围时,下模冲头自动停止,有效防止下模冲头超过所设行程,对设备造成损坏。对设备造成损坏。对设备造成损坏。
技术研发人员:肖志瑜 黄翠妮 廖志雄 张伟恩 肖嘉程 金彪
受保护的技术使用者:昶联金属材料应用制品(广州)有限公司
技术研发日:2022.10.18
技术公布日:2022/12/9
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。