1.本实用新型涉及电池极耳焊接技术领域,具体涉及一种精准定位的电池极耳焊接机。
背景技术:
2.电池指盛有电解质溶液和金属电极以产生电流的杯、槽或其他容器或复合容器的部分空间,能将化学能转化成电能的装置,具有正极、负极之分,随着科技的进步,电池泛指能产生电能的小型装置,如太阳能电池,电池的性能参数主要有电动势、容量、比能量和电阻,利用电池作为能量来源,可以得到具有稳定电压,稳定电流,长时间稳定供电,受外界影响很小的电流,并且电池结构简单,携带方便,充放电操作简便易行,不受外界气候和温度的影响,性能稳定可靠,在现代社会生活中的各个方面发挥有很大作用,电池的性能参数主要有电动势、容量、比能量和电阻,圆柱锂电池是一种常见的电池,常用于各种电器上。
3.圆柱锂电池在制作时需要使用焊接机将电池上的极耳与金属电极片焊接在一起,但是现有的焊接机上对电池和金属极片的定位效果差,无法将极耳压紧在金属电极片上,极耳在焊接时可能出现弯曲的现象,从而出现虚焊或焊接位置不准确的现象。
4.因此,实用新型一种精准定位的电池极耳焊接机很有必要。
技术实现要素:
5.为此,本实用新型提供一种精准定位的电池极耳焊接机,通过电池定位板对电池和极耳进行定位,通过定位件对金属电极片进行定位,定位效果好,操作简单,通过压板机构将极耳靠近金属电极片的一端完全压直在金属电极片上,即可避免了极耳在焊接的过程中出现弯曲导致焊接位置不准确或虚焊的现象,焊接效果好,以解决圆柱锂电池在制作时需要使用焊接机将电池上的极耳与金属电极片焊接在一起,但是现有的焊接机上对电池和金属极片的定位效果差,无法将极耳压紧在金属电极片上,极耳在焊接时可能出现弯曲的现象,从而出现虚焊或焊接位置不准确的现象的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种精准定位的电池极耳焊接机,包括超声波焊接机本体,所述超声波焊接机本体的一侧顶端固定安装有电动伸缩杆,所述电动伸缩杆的底端固定安装有焊接头,还包括电池定位板和定位件,所述电池定位板固定安装在超声波焊接机本体远离焊接头的一侧上,所述定位件设置在焊接头的下方,所述定位件固定安装在超声波焊接机本体上,所述定位件上设置有圆槽,所述定位件的中部一侧上固定安装有压板机构;
7.所述压板机构包括凹形件、压板组件和限位组件,所述凹形件固定安装在圆槽的中部一侧上,所述凹形件上转动安装压板组件,所述凹形件的一侧内设置限位组件,所述限位组件的输出端滑动设置在压板组件内。
8.优选地,所述电池定位板内设置有弧形凹槽,所述弧形凹槽的中部下方连通设置有方形槽,且方形槽设置在电池定位板内,所述电池定位板靠近定位件的一侧连通设置有
方槽。
9.优选地,所述压板组件包括压板,所述压板固定凹形件的一端上固定安装有转轴,所述转轴转动安装在凹形件上,所述转轴靠近限位组件的一端上固定安装有定位盘。
10.优选地,所述定位盘的侧边上均匀设置有弧形定位槽,所述限位组件靠近定位盘的一端滑动设置在同位置处设置的弧形定位槽内。
11.优选地,所述限位组件包括滑板,所述滑板滑动设置在凹形件靠近定位盘的一侧内,所述滑板靠近定位盘的一侧中心固定安装有球头销,所述滑板远离球头销的一侧设置有弹簧。
12.优选地,所述球头销远离滑板的一端设置为球形,所述球头销远离滑板的一端滑动设置在同位置处设置的弧形定位槽内,所述球头销远离滑板的一端与弧形定位槽的内壁贴合。
13.优选地,所述凹形件靠近定位盘的一侧内设置有滑槽,所述滑板和弹簧均滑动设置在滑槽内,所述滑板的侧边与滑槽的内壁贴合。
14.优选地,所述弹簧的两端分别与滑板和滑槽远离滑板的一端接触,所述弹簧处于压缩状态。
15.本实用新型的有益效果是:通过电池定位板对电池和极耳进行定位,通过定位件对金属电极片进行定位,定位效果好,操作简单,通过压板机构将极耳靠近金属电极片的一端完全压直在金属电极片上,即可避免了极耳在焊接的过程中出现弯曲导致焊接位置不准确或虚焊的现象,焊接效果好,实用性强。
附图说明
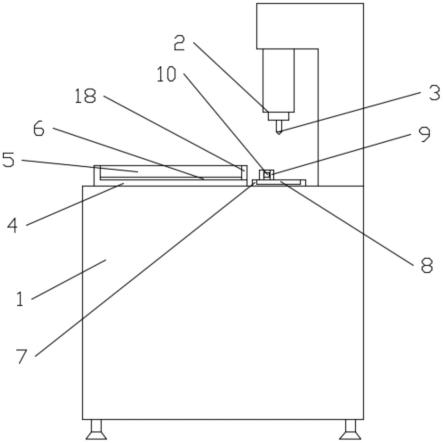
16.图1为本实用新型提供的焊接机结构图;
17.图2为本实用新型提供的压板机构结构图;
18.图3为本实用新型提供的图2中a区域放大图;
19.图4为本实用新型提供的电池定位板立体图。
20.图中:1-超声波焊接机本体,2-电动伸缩杆,3-焊接头,4-电池定位板,5-弧形凹槽,6-方形槽,7-定位件,8-圆槽,9-凹形块,10-压板,11-转轴,12-定位盘,13-弧形定位槽,14-球头销,15-滑板,16-弹簧,17-滑槽,18-方槽。
具体实施方式
21.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
22.参照附图1-4,本实用新型提供的一种精准定位的电池极耳焊接机,包括超声波焊接机本体1,超声波焊接机本体1的一侧顶端固定安装有电动伸缩杆2,电动伸缩杆2的底端固定安装有焊接头3,还包括电池定位板4和定位件7,电池定位板4固定安装在超声波焊接机本体1远离焊接头3的一侧上,定位件7设置在焊接头3的下方,定位件7固定安装在超声波焊接机本体1上,定位件7上设置有圆槽8,定位件7的中部一侧上固定安装有压板机构,压板机构包括凹形件9、压板组件和限位组件,凹形件9固定安装在圆槽8的中部一侧上,凹形件9上转动安装压板组件,凹形件9的一侧内设置限位组件,限位组件的输出端滑动设置在压板
组件内。
23.电池定位板4内设置有弧形凹槽5,将电池放置在弧形凹槽5内对电池进行定位,弧形凹槽5的中部下方连通设置有方形槽6,且方形槽6设置在电池定位板4内,将极耳放置在方形槽6内可对极耳进行定位,电池定位板4靠近定位件7的一侧连通设置有方槽18,极耳可穿过方槽18与金属电极片接触。
24.压板组件包括压板10,压板10用于将极耳压平在金属电极片上,压板10固定凹形件9的一端上固定安装有转轴11,转轴11转动安装在凹形件9上,转轴11靠近限位组件的一端上固定安装有定位盘12,定位盘12的侧边上均匀设置有弧形定位槽13,限位组件靠近定位盘12的一端滑动设置在同位置处设置的弧形定位槽13内,通过限位组件的一端滑入弧形定位槽13内以实现对定位盘12进行定位,从而实现在无人为操作的情况下,定位盘12、转轴11和压板10无法转动。
25.限位组件包括滑板15,滑板15滑动设置在凹形件9靠近定位盘12的一侧内,滑板15靠近定位盘12的一侧中心固定安装有球头销14,滑板15用于对球头销14在水平方向上进行限位,滑板15远离球头销14的一侧设置有弹簧16,弹簧16用于推动滑板15和球头销14反向移动以实现球头销14复位,球头销14远离滑板15的一端设置为球形,便于球头销14远离滑板15的一端从弧形定位槽13内滑出,球头销14远离滑板15的一端滑动设置在同位置处设置的弧形定位槽13内,球头销14远离滑板15的一端与弧形定位槽13的内壁贴合,凹形件9靠近定位盘12的一侧内设置有滑槽17,滑板15和弹簧16均滑动设置在滑槽17内,滑板15的侧边与滑槽17的内壁贴合,弹簧16的两端分别与滑板15和滑槽17远离滑板15的一端接触,弹簧16处于压缩状态,增大滑板15和球头销14移动所需的力,从而实现在无人为操作的情况下,球头销14远离滑板15的一端无法从弧形定位槽13内滑出,从而实现对压板的位置进行固定的效果更好,定位盘12转动时,此时球头销14的底端从弧形定位槽13内滑出,弹簧16进一步被压缩,当压板10转动至竖直方向上,弹簧16的作用力推动滑板15和球头销14复位,此时球头销14远离滑板15的一端滑入同位置处设置的弧形定位槽13内对定位盘12进行定位。
26.本实用新型的使用过程如下:在对电池极耳与金属电极片进行焊接时,拉动压板10向上转动,压板10向上转动使得转轴11和定位盘12转动,此时球头销14的底端从弧形定位槽13内滑出,弹簧16进一步被压缩,当压板10转动至竖直方向上,弹簧16的作用力推动滑板15和球头销14复位,此时球头销14远离滑板15的一端滑入同位置处设置的弧形定位槽13内对定位盘12进行定位,即实现对压板10的位置进行定位,然后工作人员将电池放入弧形凹槽5内,将极耳放入方形槽6内,将金属电极片放置在圆槽8内,即可完成对电池、极耳和金属电极片的定位,然后拉动压板10反向转动,并将压板10压在极耳上,当压板10完全将极耳压在金属电极片上时,球头销14滑入弧形定位槽13内对定位盘12进行定位,即对压板10的位置进行定位,通过压板10将极耳完全压直在金属电极片上,然后启动超声波焊接机本体1和电动伸缩杆2,电动伸缩杆2带动焊接头3向下移动将极耳焊接在金属电极片上,即可避免了极耳在焊接的过程中出现弯曲导致焊接位置不准确或虚焊的现象,焊接效果好。
27.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
