1.本发明属于模切设备技术领域,具体是一种复合胶带模切机上的模切排废装置。
背景技术:
2.铜箔复合胶带为金属胶带,主要应用于电磁屏蔽,其中区分于电信号屏蔽和磁信号屏蔽两种,这其中电信号屏蔽主要是依靠铜本身优异的导电性能,而磁屏蔽则需要铜箔胶带的胶面导电物质“镍”来达到磁屏蔽的作用,被广泛应用于手机等其他数码产品之中。目前在铜箔复合胶带生产中均需根据工艺要求对其进行模切切孔,而切孔废料受孔体大小影响极易残留在孔内,造成后期排废困难,多数情况下需人工对模切切孔进行定位并手动排废,这会导致铜箔复合胶带边缘褶皱变形,促成不良品产生。
3.因此,本领域技术人员提供了一种复合胶带模切机上的模切排废装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种复合胶带模切机上的模切排废装置,其包括:机座,所述机座上设有安装凹位,所述安装凹位内可相对转动的设置有切孔定位组件,所述切孔定位组件能够对铜箔复合胶带上的模切小孔进行检测定位,所述机座的一侧固定有轴架体,所述轴架体内可相对转动的设置有捅孔排废组件,所述捅孔排废组件能够依据所述切孔定位组件对模切小孔的精确定位,然后对模切小孔进行精确捅孔,以便模切废料完全从模切小孔中退出。
5.进一步,作为优选,所述切孔定位组件包括:固定架件,竖直对称设置在所述机座的两侧位置,所述固定架件上上下转动设置有第一传输辊与第二传输辊,所述第一传输辊与所述第二传输辊上的周向均设置有多个排气检测装置,所述排气检测装置能够在铜箔复合胶带传输中,对铜箔复合胶带模切边沿进行对应的供气检测。
6.进一步,作为优选,位于所述第一传输辊上的排气检测装置与位于所述第二传输辊上的排气检测装置呈错开设置,且铜箔复合胶带呈s字形卷绕设置在第一传输辊与第二传输辊上。
7.进一步,作为优选,所述排气检测装置包括:密封管座,嵌入固定在所述第一传输辊与第二传输辊上,所述密封管座内同圆心且密封设置有气流盘,所述气流盘的下方竖直连接有支撑主管,所述第一传输辊与第二传输辊内均设有分流座,所述分流座通过多个支管件与各所述支撑主管相连通,且所述密封管座内位于气流盘的两侧均设有排送通道,所述排送通道的进气口位于气流盘上方,所述密封管座内安装有气压检测装置,所述排送通道的排气口与所述气压检测装置相连通,且所述排送通道内均滑动设置有球阀,所述球阀的下方连接有内弹簧。
8.进一步,作为优选,所述密封管座的下方还设置有微型电机,所述微型电机的输出端与所述支撑主管相连接,所述气流盘上周向设置有多个气流冲孔,且所述气流盘通过转
子与所述密封管座转动连接。
9.进一步,作为优选,所述捅孔排废组件包括:转送轮,被设置为两个,且分别转动设置在所述轴架体的左右两侧,所述轴架体上位于转送轮下方转动设置有调节轮,所述调节轮内可相对偏转的设置有内捅孔装置,所述轴架体上安装有传动齿座,所述传动齿座的输出端与所述内捅孔装置相连接,且所述调节轮的周向设置有多个通孔。
10.进一步,作为优选,所述内捅孔装置包括:固定转座,所述固定转座内设置有竖直且可相对滑动的顶位件,所述顶位件上套接有复位弹簧,且所述顶位件的上端竖直固定有顶针体,所述固定转座内转动设置有凸轴件,所述凸轴件的一端与所述顶位件相抵靠接触。
11.进一步,作为优选,所述顶针体内设置有滑动内腔,所述滑动内腔通过轴塞滑动设置有上顶件,所述上顶件能够与顶针体密封配合,并对废料顶出夹紧,所述顶针体内还设有负压管,所述负压管的一端与排气座相连通。
12.进一步,作为优选,所述顶针体直径小于所述模切小孔内径。
13.与现有技术相比,本发明的有益效果是:1、本发明中铜箔复合胶带能够卷绕传输在切孔定位组件上,切孔定位组件在同步传输中通过排气作用对铜箔复合胶带上的模切小孔进行精准定位,同时能够分别由第一传输辊与第二传输辊在排气检测时,对模切小孔中的废料进行正反双向吹料作用,以便模切小孔中的废料能够在气流作用下排出;2、本发明中还设置的捅孔排废组件,且能够对模切小孔中仍未排出的废料进行通孔动作,进一步实现排废工作;3、本发明中尤其针对模切印痕胶弱,粘连性较强的废料,还可通过上顶件与顶位件的密封配合作用对废料边沿形成紧密夹持,此时顶位件在轴向位移中将其从模切小孔中带出,保证排废质量。
附图说明
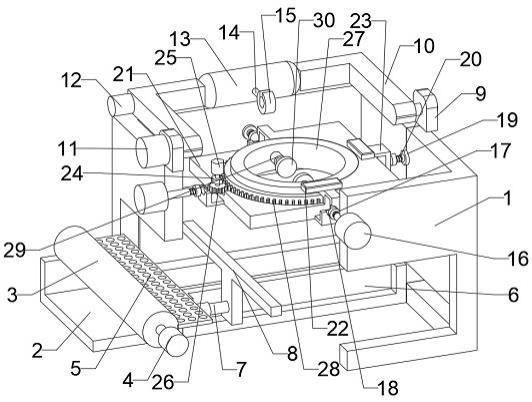
14.图1为本发明的结构示意图;图2为本发明中切孔定位组件的结构示意图;图3为本发明中排气检测装置的结构示意图;图4为本发明中捅孔排废组件的结构示意图;图5为本发明中调节轮的结构示意图;图6为本发明中内捅孔装置的结构示意图;图7为本发明中上顶件的结构示意图;图8为图3中的a处放大结构示意图;图中:1、机座;11、轴架体;2、切孔定位组件;21、第一传输辊;22、第二传输辊;23、固定架件;3、捅孔排废组件;31、转送轮;32、调节轮;33、传动齿座;34、通孔;4、排气检测装置;41、密封管座;42、气流盘;43、支撑主管;44、支管件;45、分流座;46、内弹簧;47、排送通道;48、气压检测装置;49、微型电机;5、内捅孔装置;51、固定转座;52、顶位件;53、凸轴件;54、复位弹簧;55、顶针体;56、上顶件;57、负压管;58、排气座。
具体实施方式
15.请参阅图1~图8,本发明实施例中,一种复合胶带模切机上的模切排废装置,其包括:机座1,所述机座1上设有安装凹位,所述安装凹位内可相对转动的设置有切孔定位组件2,所述切孔定位组件2能够对铜箔复合胶带上的模切小孔进行检测定位,所述机座1的一侧固定有轴架体11,所述轴架体11内可相对转动的设置有捅孔排废组件3,所述捅孔排废组件3能够依据所述切孔定位组件2对模切小孔的精确定位,然后对模切小孔进行精确捅孔,以便模切废料完全从模切小孔中退出,其中铜箔复合胶带以低速传输,捅孔排废组件3在转向传输时对模切小孔进行内部排废。
16.本实施例中,所述切孔定位组件2包括:固定架件23,竖直对称设置在所述机座1的两侧位置,所述固定架件23上下转动设置有第一传输辊21与第二传输辊22,所述第一传输辊21与所述第二传输辊22的周向均设置有多个排气检测装置4,所述排气检测装置4能够在铜箔复合胶带传输中,对铜箔复合胶带模切边沿进行对应的供气检测,也就是说,排气检测装置4能够逐个进行供气排送,当其与模切小孔重合时,此时排气检测装置则能够对模切小孔及时定位。
17.作为较佳的实施例,位于所述第一传输辊21上的排气检测装置4与位于所述第二传输辊22上的排气检测装置4呈错开设置,且铜箔复合胶带呈s字形卷绕设置在第一传输辊21与第二传输辊22上,尤其,一方面便于第一传输辊21与第二传输辊22上的排气检测装置能够对模切小孔进行精度定位,另一方面,第一传输辊能够通过排气检测装置对模切小孔中的废料进行正向吹料,而第二传输辊上的排气检测装置对废料进行反向吹料,从而使得废料能够优先在气流作用下排出,以达到初步排废。
18.本实施例中,所述排气检测装置4包括:密封管座41,嵌入固定在所述第一传输辊21与第二传输辊22上,所述密封管座41内同圆心且密封设置有气流盘42,所述气流盘42的下方竖直连接有支撑主管43,所述第一传输辊21与第二传输辊22内均设有分流座45,且所述分流座45通过多个支管件44与各所述支撑主管43相连通,由分流座45通过支管件44向所述气流盘42提供气流,且所述密封管座41内位于气流盘42的两侧均设有排送通道47,所述排送通道47的进气口位于气流盘42上方,所述密封管座41内安装有气压检测装置48,所述排送通道47的排气口与所述气压检测装置48相连通,且所述排送通道47内均滑动设置有球阀,所述球阀的下方连接有内弹簧46,也就是说,当铜箔复合胶带完全包覆在密封管座外时,此时气流盘通过支撑主管进行排气,若铜箔复合胶带上不存在模切小孔,此时气流进入排送通道47,并对球阀施加压力,使得内弹簧46进行压缩,从而排入至气压检测装置,而当密封管座正对铜箔复合胶带上的模切小孔时,此时气流外排,且排送通道通过球阀在内弹簧46的弹力作用下处于封堵状态,而通过气压检测装置对气流的监测,可实现对模切小孔的定位。
19.本实施例中,所述密封管座41的下方还设置有微型电机49,所述微型电机49的输出端通过齿轮啮合作用与所述支撑主管43相传动连接,所述气流盘42上周向设置有多个气流冲孔,且所述气流盘42通过转子与所述密封管座41转动连接,尤其微型电机能够驱动气流盘周向旋转,当密封管座正对铜箔复合胶带上的模切小孔时,此时气流盘上的各气流冲孔进行排气工作,并能够在旋转作用下达到涡流扭转效果,以便模切小孔中的废料快速排出。
20.本实施例中,所述捅孔排废组件3包括:转送轮31,被设置为两个,且左右转动设置在所述轴架体11上,所述轴架体11上位于转送轮31下方转动设置有调节轮32,所述调节轮32内可相对偏转的设置有内捅孔装置5,所述轴架体11上安装有传动齿座33,所述传动齿座33的输出端与所述内捅孔装置5相连接,且所述调节轮32的周向设置有多个通孔34,其中通孔34被设置为直槽口结构,当切孔定位组件完成模切小孔的定位后,此时内捅孔装置5能够由传动齿座33驱动及时旋转较调,以便在铜箔复合胶带传输中能正对模切小孔,从而避免后期捅孔时对铜箔复合胶带内孔边沿造成破损。
21.作为较佳的实施例,所述内捅孔装置5包括:固定转座51,所述固定转座51内设置有竖直且可相对滑动的顶位件52,所述顶位件52上套接有复位弹簧54,且所述顶位件52的上端竖直固定有顶针体55,所述固定转座51内转动设置有凸轴件53,所述凸轴件53的一端与所述顶位件52相抵靠接触,也就是说,通过凸轴件的持续旋转一周或大于一周的作用下,使得顶针体能够对模切小孔中的废料实现顶出。
22.本实施例中,所述顶针体55内设置有滑动内腔,所述滑动内腔通过轴塞滑动设置有上顶件56,上顶件 56 的位移滑动主要是通过滑动内腔中供气增压实现的,因此滑动内腔并不是一个封闭孔,其存在进气与排气端口;所述上顶件56能够与顶针体55密封配合,并对废料顶出夹紧,所述顶针体55内还设有负压管57,所述负压管57的一端与排气座58相连通,尤其针对模切小孔印痕较弱、粘连性较强的废料,所述上顶件56优先捅入模切小孔,此时负压管提供负压吸附作用,使得废料能够完全依附在顶针体侧壁上,此时上顶件滑动伸入顶针体内,并配合顶针体对废料边沿密封夹紧,而后顶针体再次完全捅入模切小孔内,并将废料带出。
23.本实施例中,所述顶针体55直径小于所述模切小孔内径,优选的,顶针体直径比模切小孔的孔径单边必须小0.8mm以上,避免擦到孔边导致产品报废。
24.具体地,模切完成的铜箔复合胶带传输在切孔定位组件上,此时第一传输辊与第二传输辊上的各排气检测装置能够对铜箔复合胶带形成连续型模切小孔检测,避免检测遗漏,而当排气检测装置完成模切小孔定位后,内捅孔装置及时进行较调,以便后期与模切小孔完全对正,而第一传输辊与第二传输辊在排气检测时对模切小孔中的废料进行正反双向吹料作用,以便模切小孔中的废料能够在气流作用下初步排出,内捅孔装置则主要对模切印痕较弱、粘连性较强的废料,通过上顶件与顶针体的密封配合对废料顶出夹紧,从而达到完全排废。
25.上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。