1.本发明涉及成型用树脂片和使用该成型用树脂片的成型品。
背景技术:
2.仪表外壳等汽车内部装饰品或家电、oa设备、个人计算机、小型便携设备等的显示面的构成部件使用玻璃板、透明树脂板等,用于保持它们的框架部件等使用树脂制的成型体。另一方面,便携式电话终端等所使用的触摸面板型显示面的构成部件使用利用双面胶带等将透明片材、特别是玻璃板粘接于由注射成型树脂构成的框架部件而得到的部件。作为触摸面板型显示面,从响应速度的观点出发,厚度越薄越好,从强度的观点出发,需要一定程度以上的厚度,因而选择高弹性模量的材料。并且,还需要耐划伤性和指纹拭去性等。
3.上述那样的用途中所使用的树脂成型体能够通过将树脂片成型而制造,为了赋予与用途相应的特性,进行了各种各样的研究。例如,利用硬涂层、修饰片等对树脂片进行修饰,或将具有不同组成的树脂层叠层而构成树脂片,或者对所使用的树脂的组成进行研究。
4.作为修饰片,例如使用丙烯酸系树脂,还可以使用具有硬涂层的修饰片、或者为了设置印刷等的外观设计而进一步粘贴了膜的修饰片等。
5.例如,专利文献1公开了从表面侧依次叠层有透明丙烯酸系树脂片层、图纹印刷油墨层、abs树脂片层和abs树脂衬底层的装饰片。专利文献2公开了在聚碳酸酯树脂层的表面叠层有由甲基丙烯酸树脂和丙烯酸橡胶颗粒构成的层的多层膜,公开了对该多层膜的一个面进行修饰并在该修饰面上叠层热塑性树脂片而成的修饰片。并且,还公开了通过将热塑性树脂在该修饰面上注射成型而制得的修饰成型品。
6.专利文献3公开了使用在树脂基材上设有热固化型或紫外线固化型的硬涂层的片材成型得到的树脂成型品。
7.另外,专利文献4公开了在基材膜的单面具有使用特定组成的硬涂涂料而形成的层的修饰用硬涂膜,还记载了可以在基材膜上设置印刷层。该修饰膜能够热成型。专利文献4所记载的修饰膜与成型用树脂一体化,得到修饰成型品。
8.专利文献5公开了在以聚碳酸酯系树脂组合物为主要成分的基材层的单面具有以丙烯酸系树脂为主要成分的覆盖层的叠层片。
9.另外,对于显示面的构成部件,为了使外来光线的反射分散、进而容易看到显示,还有时设置防眩层。防眩处理通过对表面赋予微细的构造或形状而实施。
10.在显示面为弯曲的形状时,在作为前面板部件使用玻璃板的情况下,需要在使玻璃板弯曲后再实施防眩处理。这是因为防眩层耐受不了玻璃的弯曲温度而消失。但是,对曲面均匀地实施防眩处理是非常困难的。另一方面,在使用树脂板的情况下,可以将预先对平板实施了防眩处理后的部件弯曲。树脂板的弯曲温度明显低于玻璃的弯曲温度,防眩层不会消失,因此具有无需对曲面实施防眩处理的优点。
11.除了防眩层之外,为了提高显示部的辨视性,可以在树脂片或玻璃板的表面设置防反射层。
12.在由无机物制成防反射层的膜时,有利用蒸镀法或溅射法等干式制膜法在树脂片或玻璃板上制成金属氧化膜等的层的方法。在干式制膜法时,大多情况下叠层tio2、nb2o5、zro2或ta2o5作为高折射率层,并叠层sio2、含有si和sn的混合氧化物的材料、含有si和zr的混合氧化物的材料、或含有si和al的混合氧化物的材料作为低折射率层。
13.通常,在没有防反射层时,树脂片表面将射入树脂片的外来光线的4~6%反射,导致显示部的辨视性下降,而通过叠层防反射层,能够将外来光线的反射控制在2%以下,因而显示的辨视性提升。
14.在此,在显示面为弯曲的形状的情况下,通过蒸镀法或溅射法在平板的树脂片上附着无机物的防反射层,在成型为弯曲的形状时,无机物的防反射层会产生破裂或裂纹。这是因为金属氧化膜等的无机物较硬,所以无法追随树脂片成型时的伸缩的缘故。因此,在显示面为弯曲的形状的情况下,需要将作为前面板使用的树脂片或玻璃片弯曲成型后,再设置防反射层。但是,但在利用干式制膜法在弯曲形状的片材上设置无机物的防反射层的情况下,由于蒸镀源或溅射靶向片材的朝向不固定,所以形成相对于蒸镀源或溅射靶产生阴影的部分,防反射层的制膜困难。
15.如上所述提出了各种各样的成型用树脂片或膜,但追求能够制造具有更适合于用途的特性的树脂成型体的树脂片或膜,却是无穷无尽的课题。
16.现有技术文献
17.专利文献
18.专利文献1:日本特开2001-334609号公报
19.专利文献2:日本特开2009-234184号公报
20.专利文献3:日本特公平4-40183号公报
21.专利文献4:日本特开2010-284910号公报
22.专利文献5:日本特开2009-196153号公报
技术实现要素:
23.发明要解决的课题
24.本发明的目的在于提供一种硬度高、成型时不易发生外观异常、外来光线反射得到了抑制的辨视性好的成型用树脂片、以及使用该成型用树脂片的树脂成型品。
25.用于解决课题的手段
26.本发明的发明人对包含聚碳酸酯树脂作为基材的成型用树脂片进行了深入研究,该成型用树脂片在基材层的表面依次设置有高硬度树脂层、硬涂层和防反射层。结果发现,在高硬度树脂的玻璃化转变温度与聚碳酸酯树脂的玻璃化转变温度之差在特定的数值范围内、并且防反射层是利用湿式制膜法得到的湿式防反射层的情况下,有利于弯曲成型。即,本发明例如如下所述。
27.<1>一种成型用树脂片,其在包含聚碳酸酯树脂(a1)的基材层的至少一个面具有包含高硬度树脂的高硬度树脂层,在该高硬度树脂层的至少单侧表面具有硬涂层或硬涂防眩层,在该硬涂层或硬涂防眩层的与上述高硬度树脂层侧相反的一侧的表面叠层有湿式防反射层,
28.上述聚碳酸酯树脂(a1)和上述高硬度树脂的玻璃化转变温度满足以下关系:
29.-10℃≤(高硬度树脂的玻璃化转变温度)-(聚碳酸酯树脂(a1)的玻璃化转变温度)≤40℃。
30.<2>如上述<1>所述的成型用树脂片,其中,上述聚碳酸酯树脂(a1)是芳香族聚碳酸酯树脂。
31.<3>如上述<2>所述的成型用树脂片,其中,上述芳香族聚碳酸酯树脂包含以下式(3a)所示的结构单元。
[0032][0033]
<4>如上述<1>~<3>中任一项所述的成型用树脂片,其中,上述聚碳酸酯树脂(a1)的含量相对于上述基材层的总质量为75~100质量%。
[0034]
<5>如上述<1>~<4>中任一项所述的成型用树脂片,其中,上述高硬度树脂包含选自以下树脂(b1)~树脂(b6)中的至少1种,
[0035]
树脂(b1)是包含以下通式(1)所示的(甲基)丙烯酸酯结构单元(a)和以下通式(2)所示的脂肪族乙烯基结构单元(b)的共聚物,
[0036][0037]
(式中,r1为氢原子或甲基,r2为碳原子数1~18的烷基。)
[0038][0039]
(式中,r3为氢原子或甲基,r4为可以被碳原子数1~4的烃基取代的环己基。)
[0040]
树脂(b2)是包含(甲基)丙烯酸酯结构单元6~77质量%、苯乙烯结构单元15~71质量%和不饱和二羧酸结构单元8~23质量%的共聚物,
[0041]
树脂(b3)是包含以下式(5)所示的结构单元(c)的聚合物,
[0042][0043]
树脂(b4)是包含苯乙烯结构单元5~20质量%、(甲基)丙烯酸酯结构单元60~90质量%和n-取代型马来酰亚胺结构单元5~20质量%的共聚物,
[0044]
树脂(b5)是包含以下式(7)所示的结构单元(e)的聚合物,
[0045][0046]
树脂(b6)是包含苯乙烯结构单元50~95质量%和不饱和二羧酸单元5~50质量%的共聚物。
[0047]
<6>如上述<5>所述的成型用树脂片,上述树脂(b3)是还包含以下式(6)所示的结构单元(d)的共聚物。
[0048][0049]
<7>一种使用上述<1>~<6>中任一项所述的成型用树脂片进行成型而得到的树脂成型品。
[0050]
发明效果
[0051]
根据本发明,能够提供一种硬度高、成型时不易发生外观异常、并且外来光线反射得到了抑制的辨视性好的成型用树脂片、以及使用该成型用树脂片的树脂成型品。在本发明中,在包含聚碳酸酯树脂的基材层上设置高硬度树脂层,并在外侧设置硬涂层或硬涂防眩层后,制造湿式防反射层,因此能够提供不易划伤、具有防眩性且辨视性也好、容易进行热弯曲的树脂板。
具体实施方式
[0052]
以下,例示制造例和实施例等对本发明进行详细说明,但本发明并不限定于所例示的制造例或实施例等,在不大幅脱离本发明内容的范围内,也能够变更为任意的方法来进行。
[0053]
本发明的成型用树脂片(以下也简称为“树脂片”)具有包含聚碳酸酯树脂(a1)的基材层、包含高硬度树脂的高硬度树脂层、和硬涂层或硬涂防眩层,高硬度树脂层位于基材层与硬涂层或硬涂防眩层之间。在基材层与高硬度树脂层之间、高硬度树脂层与硬涂层或硬涂防眩层之间,可以分别存在其他的层。作为其他的层,可以列举粘接剂层、底涂层等,但并不限定于这些。也可以不存在其他的层,作为一个实施方式,提供一种树脂片,其具有:包含聚碳酸酯树脂(a1)的基材层、在基材层的至少一个面上叠层的高硬度树脂层、在高硬度树脂层上叠层的硬涂层或硬涂防眩层、和在硬涂层或硬涂防眩层上叠层的湿式防反射层。
[0054]
高硬度树脂层和硬涂层或硬涂防眩层只要设置在基材层的至少一侧即可,另一侧的构成没有特别限制。并且,也可以在基材层的两侧设置高硬度树脂层,此时,能够在一个或两个高硬度树脂层上设置硬涂层或硬涂防眩层。在基材层的两侧设置高硬度树脂层的情况下,为了得到翘曲少的稳定的树脂片,优选2个高硬度树脂层使用相同的高硬度树脂。
[0055]
本发明的成型用树脂片中,通过如上所述在基材层与硬涂层或硬涂防眩层之间设置高硬度树脂层、在硬涂层或硬涂防眩层的表面上设置湿式防反射层、并且基材层中的聚
碳酸酯树脂(a1)与高硬度树脂层中的高硬度树脂的玻璃化转变温度满足规定的关系,能够得到硬度高、成型时不易出现裂纹、流痕等外观异常的成型用树脂片。特别是在热成型时不易出现外观异常,这样的树脂片能够扩展热成型时的条件(温度、加热时间等),因而可以说是适合于热成型的树脂片。并且,通过在适合于热成型的树脂片的成型前预先粘贴树脂膜触控传感器,能够省去在成型后的具有曲面的前面板粘贴触控传感器的困难的工序。因此,能够提高具有曲面的显示器前面板的生产率。
[0056]
本发明那样的表面具有高硬度的硬涂层或硬涂防眩层的树脂片、特别是使用聚碳酸酯树脂作为基材的树脂片,与通常的玻璃板相比,耐冲击性优异、安全性高且轻量。并且,比通常的玻璃板更容易弯曲,不会因少量弯曲而破裂。可以认为这是由于树脂片中的硬涂层或硬涂防眩层具有一定程度的柔软性的缘故。
[0057]
通过在基材层与硬涂层或硬涂防眩层之间设置高硬度树脂层,能够进一步提高树脂片的硬度。在基材层上直接设置硬涂层或硬涂防眩层的情况下,可能会出现弹性模量低而容易压曲的问题,但通过设置高硬度树脂层,这样的问题也能够解决。
[0058]
在本发明中,基材层中的聚碳酸酯树脂(a1)与高硬度树脂层中的高硬度树脂的玻璃化转变温度满足以下的关系。
[0059]
-10℃≤(高硬度树脂的玻璃化转变温度)-(聚碳酸酯树脂(a1)的玻璃化转变温度)≤40℃
[0060]
在现有技术中,在叠层不同种类的树脂层并在其上设置硬涂层的情况下,各层所含的树脂的玻璃化转变温度(tg)和熔融粘度不同,存在以不产生裂纹等不良状况的方式进行热成型困难的问题。但是,根据本发明,通过使用满足上述关系的聚碳酸酯树脂(a1)和高硬度树脂,这样的问题也能够解决。
[0061]
在将多层结构的树脂片热成型为所希望的形状时,通常根据层中所含最多的树脂的成型温度进行成型。例如,在将聚碳酸酯树脂用作基材层得到的树脂片的情况下,通常耐冲击性良好的聚碳酸酯树脂的含量最多,因此以适合于聚碳酸酯树脂的成型温度实施热成型。本发明的树脂片由于使用满足上述关系的聚碳酸酯树脂(a1)和高硬度树脂,因此,即使在以适合聚碳酸酯树脂的成型温度进行热成型的情况下,也不易出现外观异常的问题。因此,本发明的树脂片可以说是比现有技术更适合于热成型的树脂片。
[0062]
聚碳酸酯树脂(a1)和高硬度树脂的玻璃化转变温度优选-5℃≤(高硬度树脂的玻璃化转变温度)-(聚碳酸酯树脂(a1)的玻璃化转变温度)≤30℃,更优选0℃≤(高硬度树脂的玻璃化转变温度)-(聚碳酸酯树脂(a1)的玻璃化转变温度)≤30℃。在高硬度树脂的tg远低于聚碳酸酯树脂(a1)的tg时,在热成型时高硬度树脂变成橡胶状态或熔融状态,容易运动。在这种情况下,具有高度交联的结构、即使受热也保持硬度的硬涂防眩层无法追随变得容易运动的高硬度树脂的运动,容易产生裂纹。另一方面,在高硬度树脂的tg远高于聚碳酸酯树脂(a1)的tg时,高硬度树脂与聚碳酸酯树脂的粘度差变大,在将它们叠层时界面变得粗糙,会出现流痕。
[0063]
本发明的树脂片适合用于制造要求硬度的具有弯曲形状的成型品。例如,能够顺利地制造具有与平面部连接的弯曲部的构成部件,因此,还能够提供具有新的设计和功能的制品。
[0064]
在现有的树脂片中,在想要制造具有上述那样的形状的成型品的情况下,大多会
出现在热压成型、真空成型、气压成型、tom成型等热成型时产生裂纹等的不良状况。因此,为了抑制在热成型时产生裂纹,需要进行使硬涂层的硬度降低等的努力。但是,在使硬涂层的硬度降低的情况下,虽然热成型性提高,但由于硬涂层软而容易被划伤,出现了耐药品性下降的新的问题。
[0065]
对此,根据本发明,由于如上所述能够抑制裂纹的产生,因此,可以提供能够不降低硬涂层的硬度地进行热成型的树脂片。本发明的树脂片能够在表层设置硬的硬涂防眩层,因而不易被划伤、耐药品性也高。利用这样的特性,本发明的树脂片能够用于计算机、便携式电话等的显示面的构成部件、汽车外部装饰用和内部装饰用部件、便携式电话终端、个人计算机、平板型pc、汽车导航等的具有曲面的壳体或前面板等。
[0066]
以下,对本发明的树脂片的各构成部件进行说明。
[0067]
<基材层>
[0068]
基材层是主要包含聚碳酸酯树脂(a1)的树脂层。基材层所含的聚碳酸酯树脂(a1)可以为1种,也可以为2种以上。基材层中的聚碳酸酯树脂(a1)的含量相对于基材层的总质量优选为75~100质量%,更优选为90~100质量%以上,特别优选为100质量%。通过增加聚碳酸酯树脂的含量,耐冲击性提高。
[0069]
作为聚碳酸酯树脂(a1),只要分子主链中含有碳酸酯键、即-[o-r-oco]-单元(其中,r可以含有脂肪族基团、芳香族基团、或脂肪族基团和芳香族基团两者,可以为直链结构也可以为支链结构)即可,没有特别限定,优选为芳香族聚碳酸酯树脂,特别优选使用包含以下式(3a)的结构单元的聚碳酸酯树脂。通过使用这样的聚碳酸酯树脂,能够得到耐冲击性更优异的树脂片。
[0070][0071]
具体而言,作为聚碳酸酯树脂(a1),优选使用芳香族聚碳酸酯树脂(例如,iupilon s-2000、iupilon s-1000、iupilon e-2000,三菱工程塑料株式会社生产)等。
[0072]
近年来,为了控制聚碳酸酯树脂的玻璃化转变温度,还使用加成了以下通式(4)所示的一元酚作为末端终止剂的聚碳酸酯树脂。在本发明中,也能够使用这样的加成了末端终止剂的聚碳酸酯树脂。
[0073][0074]
(式中,r1表示碳原子数8~36的烷基或碳原子数8~36的烯基;r2~r5分别独立地表示氢原子、卤素、或者可以具有取代基的碳原子数1~20的烷基或碳原子数6~12的芳基;其中,上述取代基为卤素、碳原子数1~20的烷基或碳原子数6~12的芳基。)
[0075]
在本说明书中,“烷基”和“烯基”可以为直链状,也可以为支链状,可以具有取代基。
[0076]
更优选通式(4)所示的一元酚由以下通式(4a)表示。
[0077][0078]
(式中,r1表示碳原子数8~36的烷基或碳原子数8~36的烯基。)
[0079]
通式(4)或通式(4a)中的r1的碳原子数更优选在特定的数值范围内。具体而言,作为r1的碳原子数的上限值,优选为36,更优选为22,特别优选为18。另外,作为r1的碳原子数的下限值,优选为8,更优选为12。
[0080]
在通式(4)或通式(4a)所示的一元酚中,特别优选将对羟基苯甲酸十六烷基酯、对羟基苯甲酸-2-己基癸基酯的任一者或两者用作末端终止剂。
[0081]
例如,在将通式(4a)中r1为碳原子数16的烷基的一元酚用作末端终止剂的情况下,能够得到玻璃化转变温度、熔融流动性、成型性、耐滴流性等优异的聚碳酸酯树脂,并且,制造聚碳酸酯树脂时一元酚的溶剂溶解性也优异,因而特别优选。
[0082]
另一方面,在通式(4)或通式(4a)中的r1的碳原子数过多时,存在一元酚(末端终止剂)的有机溶剂溶解性下降的倾向,有时制造聚碳酸酯树脂时的生产能力下降。
[0083]
作为一例,如果r1的碳原子数在36以下,则制造聚碳酸酯树脂时生产能力高、经济性也好。如果r1的碳原子数在22以下,则一元酚特别是在有机溶剂中的溶解性优异,在制造聚碳酸酯树脂时能够使生产能力非常高,经济性也提高。作为使用了这样的一元酚的聚碳酸酯树脂,例如可以列举iupizeta t-1380(三菱瓦斯化学株式会社生产)等。
[0084]
在通式(4)或通式(4a)中的r1的碳原子数过小时,聚碳酸酯树脂的玻璃化转变温度不能达到足够低的值,有时热成型性下降。
[0085]
在本发明中,聚碳酸酯树脂(a1)的重均分子量会对树脂片的耐冲击性和成型条件带来影响。即,在重均分子量过小时,树脂片的耐冲击性有可能下降。在重均分子量过高时,有时在形成含有聚碳酸酯树脂(a1)的基材层时需要过量的热源。并且,根据所选择的成型法,需要高温,因而聚碳酸酯树脂(a1)被暴露在高温中,可能对其热稳定性造成不良影响。聚碳酸酯树脂(a1)的重均分子量优选为15,000~75,000,更优选为20,000~70,000,进一步优选为20,000~65,000。其中,本说明书中的重均分子量是通过凝胶渗透色谱(gpc)测得的以标准聚苯乙烯换算的重均分子量。
[0086]
对于本领域技术人员而言,能够考虑所使用的高硬度树脂的玻璃化转变温度(tg)从公知的聚碳酸酯树脂中适当地选择并使用具有满足上述关系的tg的聚碳酸酯树脂(a1)。聚碳酸酯树脂(a1)的tg优选为90~190℃,更优选为100~170℃,特别优选为110~150℃。其中,在本说明书中,玻璃化转变温度是指使用差示扫描量热测定装置以试样10mg、升温速度10℃/分钟进行测定、利用中点法算出的温度。
[0087]
基材层除了含有聚碳酸酯树脂(a1)之外,还可以含有其他的树脂。作为这样的树脂,可以列举聚酯树脂等。聚酯树脂中,作为二羧酸成分,优选主要含有对苯二甲酸,还可以含有对苯二甲酸以外的二羧酸成分。
[0088]
例如,优选相对于主成分乙二醇80~60摩尔%含有1,4-环己烷二甲醇20~40摩尔%(合计100摩尔%)的二醇成分发生缩聚而成的聚酯树脂(所谓的“petg”)。基材层中的树脂优选仅为聚碳酸酯树脂(a1),但在含有其他的树脂的情况下,其量相对于基材层的总质量优选为0~25质量%,更优选为0~10质量%。
[0089]
基材层可以进一步含有添加剂等。作为添加剂,能够使用在树脂片中通常使用的材料,作为这样的添加剂,例如可以列举抗氧化剂、抗着色剂、抗静电剂、脱模剂、润滑剂、染料、颜料、增塑剂、阻燃剂、树脂改性剂、增容剂、有机填料或无机填料那样的强化材料等。将添加剂与树脂混合的方法没有特别限定,可以采用将全部量混合的方法、对母料进行干式掺混的方法、对全部量进行干式掺混的方法等。添加剂的量相对于基材层的总质量优选为0~10质量%,更优选为0~7质量%,特别优选为0~5质量%。
[0090]
基材层的厚度优选为0.3~10mm,更优选为0.3~5mm,特别优选为0.3~3.5mm。
[0091]
<高硬度树脂层>
[0092]
高硬度树脂层含有高硬度树脂。此外,还可以根据需要进一步含有其他的树脂、添加剂等。其中,在本说明书中,高硬度树脂是硬度比作为基材的聚碳酸酯树脂高的树脂,意指铅笔硬度在b以上、优选hb~3h、更优选h~3h、进一步优选2h~3h的树脂。其中,高硬度树脂层的铅笔硬度是按照基于jis k 5600-5-4:1999的铅笔刮擦硬度试验评价的结果。具体而言,将铅笔以角度45度、负荷750g对高硬度树脂层的表面按压并逐渐增大硬度,将不产生划痕的最硬的铅笔的硬度评价为高硬度树脂层的铅笔硬度。
[0093]
[高硬度树脂]
[0094]
作为高硬度树脂,没有特别限制,优选包含选自树脂(b1)~(b6)中的至少1种。
[0095]
(树脂(b1))
[0096]
树脂(b1)是包含通式(1)所示的(甲基)丙烯酸酯结构单元(a)和通式(2)所示的脂肪族乙烯基结构单元(b)的共聚物。此时,上述树脂(b1)可以进一步具有其他的结构单元。其中,在本说明书中,(甲基)丙烯酸表示甲基丙烯酸和/或丙烯酸。
[0097][0098]
式中,r1为氢原子或甲基,优选为甲基。
[0099]
另外,r2为碳原子数1~18的烷基,优选为碳原子数1~10的烷基,进一步优选为碳原子数1~6的烷基。具体可以列举甲基、乙基、丁基、月桂基、硬脂基、环己基、异冰片基等。这些之中,r2优选为甲基、乙基,更优选为甲基。
[0100]
其中,在r2为甲基、乙基的情况下,通式(1)所示的(甲基)丙烯酸酯结构单元(a)成为(甲基)丙烯酸酯结构单元;在r1为甲基且r2为甲基的情况下,通式(1)所示的(甲基)丙烯酸酯结构单元(a)成为甲基丙烯酸甲酯结构单元。
[0101]
通式(1)所示的(甲基)丙烯酸酯结构单元(a)在树脂(b1)中可以仅包含1种,也可以包含2种以上。
[0102][0103]
式中,r3为氢原子或甲基,优选为氢原子。
[0104]
r4为可以被碳原子数1~4的烃基取代的环己基,优选为不具有取代基的环己基。
[0105]
在r3为氢原子、r4为环己基的情况下,通式(2)所示的脂肪族乙烯基结构单元(b)成为乙烯基环己烷结构单元。
[0106]
通式(2)所示的脂肪族乙烯基结构单元(b)在树脂(b1)中可以仅包含1种,也可以包含2种以上。
[0107]
在本说明书中,“烃基”可以为直链状、支链状、环状的任一种,也可以具有取代基。
[0108]
作为上述其他的结构单元,没有特别限制,可以列举在将(甲基)丙烯酸酯单体与芳香族乙烯基单体聚合后、将源自该芳香族乙烯基单体的芳香族双键氢化而制造树脂(b1)的过程中生成的、包含未被氢化的芳香族双键的源自芳香族乙烯基单体的结构单元等。作为具体的其他的结构单元,可以列举苯乙烯结构单元。
[0109]
其他的结构单元在树脂(b1)中可以仅包含1种,也可以包含2种以上。
[0110]
(甲基)丙烯酸酯结构单元(a)与脂肪族乙烯基结构单元(b)的合计含量相对于树脂(b1)的全部结构单元优选为90~100摩尔%、更优选为95~100摩尔%、特别优选为98~100摩尔%。
[0111]
通式(1)所示的(甲基)丙烯酸酯结构单元(a)的含量相对于树脂(b1)的全部结构单元优选为65~80摩尔%、更优选为70~80摩尔%。上述(甲基)丙烯酸酯结构单元(a)的比例在65摩尔%以上时,能够得到与基材层的密合性和表面硬度优异的树脂层,因而优选。另一方面,在上述(甲基)丙烯酸酯结构单元(a)的比例在80摩尔%以下时,树脂片不易因吸水而发生翘曲,因而优选。
[0112]
另外,通式(2)所示的脂肪族乙烯基结构单元(b)的含量相对于树脂(b1)的全部结构单元优选为20~35摩尔%、更优选为20~30摩尔%。脂肪族乙烯基结构单元(b)的含量在20摩尔%以上时,能够防止高温高湿下的翘曲,因而优选。另一方面,在脂肪族乙烯基结构单元(b)的含量在35摩尔%以下时,能够防止与基材的界面处的剥离,因而优选。
[0113]
另外,其他的结构单元的含量相对于树脂(b1)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、特别优选为2摩尔%以下。
[0114]
其中,在本说明书中,“共聚物”可以为无规共聚物、嵌段共聚物和交替共聚物的任一结构。
[0115]
树脂(b1)的重均分子量没有特别限制,从强度和成型性的观点出发,优选为50,000~400,000、更优选为70,000~300,000。
[0116]
树脂(b1)的玻璃化转变温度优选为110~140℃、更优选为110~135℃、特别优选为110~130℃。玻璃化转变温度在110℃以上时,树脂片在热环境或湿热环境下发生形变或破裂的情况少,因而优选。另一方面,在140℃以下时,在通过利用镜面辊或赋形辊的连续式热赋形、或者利用镜面模具或赋形模具的分批式热赋形进行成型的情况下,加工性优异,因而优选。
[0117]
作为具体的树脂(b1),可以列举optimas 7500、6000(三菱瓦斯化学株式会社生产)。另外,上述的树脂(b1)可以单独使用,也可以将2种以上组合使用。
[0118]
在作为高硬度树脂使用树脂(b1)的情况下,作为聚碳酸酯树脂(a1),优选使用iupizeta t-1380(三菱瓦斯化学株式会社生产)。
[0119]
另外,特别优选作为高硬度树脂使用作为包含通式(1)所示的结构单元(r1、r2均为甲基,甲基丙烯酸甲酯)75摩尔%、通式(2)所示的结构单元(r3为氢原子、r4为环己基,乙烯
基环己烷)25摩尔%的共聚物的树脂(b1),作为聚碳酸酯树脂(a1)使用包含式(3a)的结构单元的聚碳酸酯树脂,作为末端终止剂使用通式(4a)所示的一元酚(r1的碳原子数为8~22)的方式。
[0120]
作为树脂(b1)的制造方法,没有特别限定,优选将至少1种(甲基)丙烯酸酯单体与至少1种芳香族乙烯基单体聚合后、将源自该芳香族乙烯基单体的芳香族双键氢化而得到的树脂。
[0121]
作为上述芳香族乙烯基单体,没有特别限制,可以列举苯乙烯、α-甲基苯乙烯、对羟基苯乙烯、烷氧基苯乙烯、氯苯乙烯以及它们的衍生物等。这些之中,芳香族乙烯基单体优选为苯乙烯。
[0122]
(甲基)丙烯酸酯单体与芳香族乙烯基单体的聚合可以采用公知的方法,例如可以通过本体聚合法或溶液聚合法等制造。
[0123]
本体聚合法通过连续地向完全混合槽中供给含有上述单体和聚合引发剂的单体组合物、以100~180℃进行连续聚合的方法等进行。上述单体组合物可以根据需要含有链转移剂。
[0124]
作为上述聚合引发剂,没有特别限定,可以列举:过氧-2-乙基己酸叔戊基酯、过氧-2-乙基己酸叔丁基酯、过氧化苯甲酰、1,1-二(叔己基过氧)-3,3,5-三甲基环己烷、1,1-二(叔己基过氧)环己烷、1,1-二(叔丁基过氧)环己烷、叔己基丙氧基异丙基单碳酸酯、过氧正辛酸叔戊基酯、叔丁基过氧异丙基单碳酸酯、过氧化二叔丁基等的有机过氧化物;2,2
′
-偶氮双异丁腈、2,2
′
-偶氮双(2-甲基丁腈)、2,2
′
-偶氮双(2,4-二甲基戊腈)等的偶氮化合物。它们可以单独使用或将2种以上组合使用。
[0125]
作为上述链转移剂,没有特别限定,例如可以列举α-甲基苯乙烯二聚物。
[0126]
作为溶液聚合法所使用的溶剂,例如可以列举:甲苯、二甲苯、环己烷、甲基环己烷等的烃系溶剂;乙酸乙酯、异丁酸甲酯等的酯系溶剂;丙酮、甲乙酮等的酮系溶剂;四氢呋喃、二噁烷等的醚系溶剂;甲醇、异丙醇等的醇系溶剂等。这些溶剂可以单独使用或将2种以上组合使用。
[0127]
将(甲基)丙烯酸酯单体与芳香族乙烯基单体聚合后的源自芳香族乙烯基单体的芳香族双键氢化的氢化反应所使用的溶剂与上述的聚合溶剂可以相同,也可以不同。例如,可以列举:环己烷、甲基环己烷等的烃系溶剂;乙酸乙酯、异丁酸甲酯等的酯系溶剂;丙酮、甲乙酮等的酮系溶剂;四氢呋喃、二噁烷等的醚系溶剂;甲醇、异丙醇等的醇系溶剂等。
[0128]
氢化的方法没有特别限定,能够使用公知的方法。例如可以在氢气压力3~30mpa、反应温度60~250℃以分批式或连续流通式进行。反应温度在60℃以上时,反应时间不会过长,因而优选。另一方面,反应温度在250℃以下时,分子链的断裂或酯部位的氢化等的副反应不会发生或几乎不会发生,因而优选。
[0129]
作为氢化反应所使用的催化剂,例如可以列举:将镍、钯、铂、钴、钌、铑等金属或这些金属的氧化物、盐或者配位化合物载持在炭、氧化铝、二氧化硅、二氧化硅-氧化铝、硅藻土等多孔性载体上而得到的固体催化剂等。
[0130]
优选源自芳香族乙烯基单体的芳香族双键的70%以上通过氢化反应被氢化。即,优选源自芳香族乙烯基单体的结构单元中所含的芳香族双键的未氢化率低于30%、更优选低于10%、进一步优选低于5%。未氢化率低于30%时,能够得到透明性优异的树脂,因而优
选。另外,未氢化部分的结构单元可以成为树脂(b1)中的其他的结构单元。
[0131]
(树脂(b2))
[0132]
树脂(b2)是包含(甲基)丙烯酸酯结构单元6~77质量%、苯乙烯结构单元15~71质量%和不饱和二羧酸结构单元8~23质量%的共聚物。此时,上述树脂(b2)可以进一步具有其他的结构单元。
[0133]
作为构成上述树脂(b2)中的(甲基)丙烯酸酯结构单元的(甲基)丙烯酸酯单体,没有特别限制,可以列举丙烯酸、丙烯酸甲酯、丙烯酸乙酯、丙烯酸正丁酯、丙烯酸-2-乙基己酯、甲基丙烯酸、甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸正丁酯、甲基丙烯酸-2-乙基己酯等。这些之中,(甲基)丙烯酸酯单体优选为甲基丙烯酸甲酯。上述的(甲基)丙烯酸酯单体作为(甲基)丙烯酸酯结构单元可以单独包含1种,也可以组合包含2种以上。
[0134]
(甲基)丙烯酸酯结构单元的含量相对于树脂(b2)的总质量为6~77质量%、优选为20~70质量%。
[0135]
作为上述树脂(b2)中的苯乙烯结构单元,没有特别限定,能够使用任意公知的苯乙烯系单体。作为上述苯乙烯系单体,从容易获得的观点出发,可以列举苯乙烯、α-甲基苯乙烯、邻甲基苯乙烯、间甲基苯乙烯、对甲基苯乙烯、叔丁基苯乙烯等。这些之中,从相容性的观点出发,苯乙烯系单体优选为苯乙烯。上述的苯乙烯系单体作为苯乙烯结构单元可以单独包含1种,也可以组合包含2种以上。
[0136]
苯乙烯结构单元的含量相对于树脂(b2)的总质量为15~71质量%、优选为20~66质量%。
[0137]
作为构成上述树脂(b2)中的不饱和二羧酸结构单元的不饱和二羧酸酐单体,没有特别限定,可以列举马来酸、衣康酸、柠康酸、乌头酸等的酸酐。这些之中,从与苯乙烯系单体的相容性的观点出发,优选不饱和二羧酸酐单体为马来酸酐。上述的不饱和二羧酸酐单体可以作为不饱和二羧酸结构单元单独包含1种,可以组合包含2种以上。
[0138]
不饱和二羧酸结构单元的含量相对于树脂(b2)的总质量为8~23质量%、优选为10~23质量%。
[0139]
作为上述树脂(b2)中的其他的结构单元,例如可以列举n-苯基马来酰亚胺等。
[0140]
其他的结构单元的含量相对于树脂(b2)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、特别优选为2摩尔%以下。
[0141]
上述的(甲基)丙烯酸酯结构单元、苯乙烯结构单元和不饱和二羧酸结构单元的合计含量相对于树脂(b2)的全部结构单元优选为90~100摩尔%、更优选为95~100摩尔%、特别优选为98~100摩尔%。
[0142]
树脂(b2)的重均分子量没有特别限制,优选为50,000~300,000、更优选为80,000~200,000。
[0143]
树脂(b2)的玻璃化转变温度优选为90~150℃、更优选为100~150℃、特别优选为115~150℃。
[0144]
作为具体的树脂(b2),可以列举resisfy r100、r200、r310(denka company limited生产)、delpet 980n(旭化成化学株式会社生产)、hw55(daicel-evonik ltd.生产)等。其中,上述的树脂(b2)可以单独使用,也可以将2种以上组合使用。
[0145]
在作为高硬度树脂使用树脂(b2)的情况下,优选作为聚碳酸酯树脂(a1)使用包含
式(3a)的结构单元的聚碳酸酯树脂的方式。特别优选进一步作为末端终止剂使用通式(4a)所示的一元酚(r1的碳原子数为8~22)的方式。作为这样的聚碳酸酯树脂,可以列举iupizeta t-1380(三菱瓦斯化学株式会社生产)、iupilon e-2000(三菱工程塑料株式会社生产)等。
[0146]
另外,在作为高硬度树脂使用由甲基丙烯酸甲酯结构单元6~26质量%、苯乙烯结构单元55~71质量%、马来酸酐结构单元15~23质量%构成的共聚物(r100、r200或r310,denka company limited生产)的树脂(b2)的情况下,优选作为聚碳酸酯树脂(a1)使用iupizeta t-1380的方式。
[0147]
另外,在作为高硬度树脂使用作为由甲基丙烯酸甲酯结构单元6质量%、苯乙烯结构单元71质量%、马来酸酐结构单元23质量%构成的共聚物(r310;denka company limited生产)的树脂(b2)的情况下,特别优选作为聚碳酸酯树脂(a1)使用iupizeta t-1380的方式。
[0148]
另外,树脂(b2)的制造方法没有特别限定,可以列举本体聚合法或溶液聚合法。
[0149]
(树脂(b3))
[0150]
树脂(b3)是包含式(5)所示的结构单元(c)的聚合物。此时,上述聚合物优选进一步包含式(6)所示的结构单元(d)。并且,上述聚合物也可以进一步包含其他的结构单元。
[0151][0152]
式(5)所示的结构单元(c)的含量相对于树脂(b3)的全部结构单元优选为50~100摩尔%、更优选为60~100摩尔%、特别优选为70~100摩尔%。
[0153][0154]
式(6)所示的结构单元(d)的含量相对于树脂(b3)的全部结构单元优选为0~50摩尔%、更优选为0~40摩尔%、特别优选为0~30摩尔%。
[0155]
其他的结构单元的含量相对于树脂(b3)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、特别优选为2摩尔%以下。
[0156]
结构单元(c)与结构单元(d)的合计含量相对于树脂(b3)的全部结构单元优选为90~100摩尔%、更优选为95~100摩尔%、进一步优选为98~100摩尔%。
[0157]
树脂(b3)的重均分子量优选为15,000~75,000、更优选为20,000~70,000、特别优选为25,000~65,000。
[0158]
树脂(b3)的玻璃化转变温度优选为105~150℃、更优选为110~140℃、特别优选为110~135℃。
[0159]
作为具体的树脂(b3),可以列举iupilon kh3410ur、kh3520ur、ks3410ur(三菱工程塑料株式会社生产)等。其中,上述的树脂(b3)可以单独使用,也可以将2种以上组合使用。
[0160]
在作为高硬度树脂使用树脂(b3)的情况下,优选作为聚碳酸酯树脂(a1)使用包含
式(3a)的结构单元的聚碳酸酯树脂的方式。特别优选进一步作为末端终止剂使用通式(4a)所示的一元酚(r1的碳原子数为8~22)的方式。作为这样的聚碳酸酯树脂,可以列举iupizeta t-1380(三菱瓦斯化学株式会社生产)。特别优选作为树脂(b3)使用iupilon ks3410ur(三菱工程塑料株式会社生产)、作为聚碳酸酯树脂(a1)使用iupizeta t-1380(三菱瓦斯化学株式会社生产)。
[0161]
另外,在作为高硬度树脂使用树脂(b3)的情况下,优选包含树脂(b1)~(b6)以外的其他的树脂。此时,作为上述树脂(b1)~(b6)以外的其他的树脂。优选不含结构单元(c)而包含结构单元(d)的树脂,进一步优选仅由结构单元(d)构成的树脂。具体而言,可以使用芳香族聚碳酸酯树脂(例如iupilon s-2000、iupilon s-1000、iupilon e-2000,三菱工程塑料株式会社生产)等。
[0162]
在包含上述树脂(b1)~(b6)以外的其他的树脂的情况下,树脂(b3)相对于高硬度树脂层所包含的全部树脂的比例优选为45质量%以上、更优选为55质量%以上。
[0163]
树脂(b3)的制造方法没有特别限定,除了作为单体使用双酚c以外,能够通过与上述的聚碳酸酯树脂(a1)的制造方法同样的方法制造。
[0164]
(树脂(b4))
[0165]
树脂(b4)是包含苯乙烯结构单元5~20质量%、(甲基)丙烯酸酯结构单元60~90质量%和n-取代型马来酰亚胺结构单元5~20质量%的共聚物。并且,上述树脂(b4)可以进一步包含其他的结构单元。
[0166]
作为上述树脂(b4)的苯乙烯结构单元,没有特别限定,可以使用任意公知的苯乙烯系单体。作为上述苯乙烯系单体,从容易获得的观点出发,可以列举苯乙烯、α-甲基苯乙烯、邻甲基苯乙烯、间甲基苯乙烯、对甲基苯乙烯、叔丁基苯乙烯等。这些之中,从相容性的观点出发,苯乙烯系单体优选为苯乙烯。上述的苯乙烯系单体可以作为苯乙烯结构单元单独包含1种,也可以组合包含2种以上。
[0167]
苯乙烯结构单元的含量相对于树脂(b4)的总质量为5~20质量%、优选为5~15质量%、更优选为5~10质量%。
[0168]
上述构成树脂(b4)中的(甲基)丙烯酸酯结构单元的(甲基)丙烯酸酯单体,没有特别限制,可以列举丙烯酸、丙烯酸甲酯、丙烯酸乙酯、丙烯酸正丁酯、丙烯酸-2-乙基己酯、甲基丙烯酸、甲基丙烯酸甲酯、甲基丙烯酸乙酯、甲基丙烯酸正丁酯、甲基丙烯酸-2-乙基己酯等。这些之中,(甲基)丙烯酸酯单体优选为甲基丙烯酸甲酯。上述的(甲基)丙烯酸酯单体可以作为(甲基)丙烯酸酯结构单元单独包含1种,也可以组合包含2种以上。
[0169]
(甲基)丙烯酸酯结构单元的含量相对于树脂(b4)的总质量为60~90质量%、优选为70~90质量%、更优选为80~90质量%。
[0170]
作为树脂(b4)中的n-取代型马来酰亚胺结构单元,可以列举源自n-苯基马来酰亚胺、n-氯苯基马来酰亚胺、n-甲基苯基马来酰亚胺、n-萘基马来酰亚胺、n-羟基苯基马来酰亚胺、n-甲氧基苯基马来酰亚胺、n-羧基苯基马来酰亚胺、n-硝基苯基马来酰亚胺、n-三溴苯基马来酰亚胺等n-芳基马来酰亚胺等的结构单元。其中,从与丙烯酸树脂的相容性的观点出发,优选源自n-苯基马来酰亚胺的结构单元。上述的源自n-取代型马来酰亚胺的结构单元可以作为n-取代型马来酰亚胺结构单元单独包含1种,也可以组合包含2种以上。
[0171]
n-取代型马来酰亚胺结构单元的含量相对于树脂(b4)的总质量为5~20质量%、优选为5~15质量%、更优选为5~10质量%。
[0172]
作为上述其他的结构单元,可以列举通式(1)所示的(甲基)丙烯酸酯结构单元和通式(2)所示的脂肪族乙烯基结构单元等。此时,上述通式(1)和上述通式(2)与上述的树脂(b1)中的相同。
[0173]
其他的结构单元的含量相对于树脂(b4)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、特别优选为2摩尔%以下。
[0174]
苯乙烯结构单元、(甲基)丙烯酸酯结构单元和n-取代型马来酰亚胺结构单元的合计含量相对于树脂(b4)的全部结构单元优选为90~100摩尔%、更优选为95~100摩尔%、进一步优选为98~100摩尔%。
[0175]
树脂(b4)的重均分子量优选为50,000~250,000、更优选为100,000~200,000。
[0176]
树脂(b4)的玻璃化转变温度优选为110~150℃、更优选为115~140℃、特别优选为115~135℃。
[0177]
作为具体的树脂(b4),可以列举delpet pm120n(旭化成株式会社生产)。另外,上述的树脂(b4)可以单独使用,也可以将2种以上组合使用。
[0178]
在作为高硬度树脂使用树脂(b4)的情况下,优选作为聚碳酸酯树脂(a1)使用包含式(3a)的结构单元的聚碳酸酯树脂的方式。特别优选进一步作为末端终止剂使用通式(4a)所示的一元酚(r1的碳原子数为8~22)的方式。作为这样的聚碳酸酯树脂,可以列举iupizeta t-1380(三菱瓦斯化学株式会社生产)。特别优选使用由苯乙烯结构单元7质量%、(甲基)丙烯酸酯结构单元86质量%和n-取代型马来酰亚胺结构单元7质量%构成的delpet pm-120n作为树脂(b4),使用iupizeta t-1380作为聚碳酸酯树脂(a1)。
[0179]
树脂(b4)的制造方法没有特别限定,可通过溶液聚合、本体聚合等制造。
[0180]
(树脂(b5))
[0181]
树脂(b5)是包含式(7)所示的结构单元(e)的聚合物。此时,树脂(b5)还可以进一步包含其他的结构单元。
[0182][0183]
式(7)所示的结构单元(e)的含量相对于树脂(b5)的全部结构单元优选为80~100摩尔%、更优选为90~100摩尔%、特别优选为95~100摩尔%。
[0184]
作为其他的结构单元,例如可以列举式(5)所示的结构单元、式(6)所示的结构单元等。此时,上述式(5)和上述式(6)与上述树脂(b3)中的相同。
[0185]
其他的结构单元的含量相对于树脂(b5)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、特别优选为2摩尔%以下。
[0186]
树脂(b5)的重均分子量优选为10,000~1,000,000、更优选为15,000~50,000。
[0187]
树脂(b5)的玻璃化转变温度优选为120~200℃、更优选为130~190℃、特别优选为140~190℃。
[0188]
作为树脂(b5),具体可以列举iupizeta fpc0220(三菱瓦斯化学株式会社生产)。另外,上述的树脂(b5)可以单独使用,也可以将2种以上组合使用。
[0189]
在作为高硬度树脂使用树脂(b5)的情况下,优选作为聚碳酸酯树脂(a1)使用包含式(3a)的结构单元的聚碳酸酯树脂的方式。作为这样的聚碳酸酯树脂,可以列举iupilon e-2000(三菱工程塑料株式会社生产)。特别优选作为树脂(b5)使用iupizeta fpc0220(三菱瓦斯化学株式会社生产)、作为聚碳酸酯树脂(a1)使用iupilon e-2000(三菱工程塑料株式会社生产)。
[0190]
在作为高硬度树脂使用树脂(b5)的情况下,优选含有树脂(b1)~(b6)以外的其他的树脂。此时,作为上述树脂(b1)~(b6)以外的其他的树脂,优选不含结构单元(c)而包含结构单元(d)的树脂,更优选由结构单元(d)构成的树脂。具体可以使用芳香族聚碳酸酯树脂(例如iupilon s-2000、iupilon s-1000、iupilon e-2000,三菱工程塑料株式会社生产)等。
[0191]
在含有上述树脂(b1)~(b6)以外的其他的树脂的情况下,树脂(b5)相对于高硬度树脂层所含的全部树脂的含有比例优选为45质量%以上、更优选为55质量%以上。
[0192]
树脂(b5)的制造方法没有特别限定,除了作为单体使用双酚ap以外,可以通过与上述聚碳酸酯树脂(a1)的制造方法同样的方法制造。
[0193]
(树脂(b6))
[0194]
树脂(b6)是包含苯乙烯结构单元50~95质量%、不饱和二羧酸结构单元5~50质量%的共聚物。
[0195]
作为苯乙烯结构单元,可以使用树脂(b4)中记载的苯乙烯系单体。树脂(b6)中这些苯乙烯结构单元可以单独使用,也可以将2种以上组合使用。
[0196]
苯乙烯结构单元的含量相对于树脂(b6)的总质量优选为50~95质量%、更优选为60~90质量%、进一步优选为65~87质量%。
[0197]
作为构成不饱和二羧酸结构单元的不饱和二羧酸酐单体,例如可以列举马来酸、衣康酸、柠康酸、乌头酸等的酸酐。这些之中,从与苯乙烯系单体的相容性的观点出发,优选马来酸酐。并且,上述的不饱和二羧酸酐单体可以单独使用,也可以将2种以上组合使用。
[0198]
不饱和二羧酸结构单元的含量相对于树脂(b6)的总质量优选为5~50质量%、更优选为10~40质量%、进一步优选为13~35质量%。
[0199]
树脂(b6)可以包含上述结构单元以外的结构单元。作为其他的结构单元,例如可以列举源自以下通式(1)的结构单元、源自通式(2)的结构单元等。
[0200][0201]
式中,r1和r2同上。
[0202]
[0203]
式中,r3和r4同上。
[0204]
其他的结构单元的含量相对于树脂(b6)的全部结构单元优选为10摩尔%以下、更优选为5摩尔%以下、进一步优选为2摩尔%以下。
[0205]
树脂(b6)的重均分子量优选为50,000~250,000、更优选为100,000~200,000。
[0206]
树脂(b6)的玻璃化转变温度优选为110~150℃、更优选为115~140℃、特别优选为115~137℃。
[0207]
作为树脂(b6),具体的可以列举xibond140、xibond160(polyscope公司生产)。并且,上述树脂(b6)可以单独使用,也可以将2种以上组合使用。
[0208]
在作为高硬度树脂使用树脂(b6)的情况下,优选作为聚碳酸酯树脂(a1)使用包含式(3a)的结构单元的聚碳酸酯树脂的方式。特别优选进一步作为末端终止剂使用通式(4a)所示的一元酚(r1的碳原子数为8~22)的方式。作为这样的聚碳酸酯树脂,可以列举iupizeta t-1380(三菱瓦斯化学株式会社生产)。特别优选作为树脂(b6)使用由苯乙烯结构单元78质量%、马来酸酐结构单元22质量%构成的xibond160与丙烯酸树脂的合金,作为聚碳酸酯树脂(a1)使用iupizeta t-1380。
[0209]
树脂(b6)的制造方法没有特别限定,可以通过溶液聚合、本体聚合等制造。
[0210]
选自上述的树脂(b1)~(b6)中的至少1种可以以合金的形式含有。
[0211]
作为上述合金,没有特别限制,可以列举2种树脂(b1)的合金、2种树脂(b2)的合金、2种树脂(b3)的合金、2种树脂(b4)的合金、2种树脂(b5)的合金、2种树脂(b6)的合金、树脂(b1)与树脂(b2)的合金、树脂(b2)与树脂(b4)的合金、树脂(b2)与其他的高硬度树脂的合金、树脂(b2)与丙烯酸树脂的合金、树脂(b6)与丙烯酸树脂的合金等。
[0212]
作为上述其他的高硬度树脂,可以列举甲基丙烯酸甲酯-苯乙烯共聚物、丙烯腈-丁二烯-苯乙烯共聚物等。
[0213]
作为上述丙烯酸树脂,可以列举聚甲基丙烯酸甲酯、甲基丙烯酸甲酯与丙烯酸甲酯或丙烯酸乙酯的共聚物等。作为市售品,可以列举acrypet(三菱化学株式会社生产)、sumipex(住友化学株式会社生产)、parapet(kuraray co.,ltd.生产)等。
[0214]
在制成2种树脂的合金的情况下,优选玻璃化转变温度较高的树脂彼此之间的合金。
[0215]
并且,上述合金可以单独使用,也可以将2种以上组合使用。
[0216]
作为合金的制造方法,没有特别限制,可以列举使用螺杆直径为26mm的双螺杆挤出机,以料筒温度240℃进行熔融混炼,挤出成股线状,再利用造粒机进行造粒的方法等。
[0217]
高硬度树脂层所含的高硬度树脂可以为1种,也可以为2种以上,在从树脂(b1)~(b6)中选择2种以上的情况下,可以从相同或不同的种类中选择,还可以进一步含有树脂(b1)~(b6)以外的高硬度树脂。
[0218]
高硬度树脂层中的高硬度树脂的含量相对于高硬度树脂层的总质量优选为70~100质量%、更优选为80~100质量%、特别优选为100质量%。
[0219]
[其他的树脂]
[0220]
高硬度树脂层可以含有高硬度树脂以外的其他的树脂。作为上述其他的树脂,可以列举甲基丙烯酸甲酯-苯乙烯共聚物、聚甲基丙烯酸甲酯、聚苯乙烯、聚碳酸酯、环烯烃(共)聚合物树脂、丙烯腈-苯乙烯共聚物、丙烯腈-丁二烯-苯乙烯共聚物、各种弹性体
等。这些其他的树脂可以单独使用,也可以将2种以上组合使用。
[0221]
其他的树脂的含量相对于高硬度树脂层的总质量优选为35质量%以下、更优选为25质量%、特别优选为10质量%以下。
[0222]
[添加剂]
[0223]
高硬度树脂层可以含有添加剂等。作为该添加剂,可以使用上述的基材层所使用的物质。
[0224]
[高硬度树脂层]
[0225]
高硬度树脂层的厚度优选为10~250μm、更优选为30~200μm、特别优选为60~150μm。高硬度树脂层的厚度在10μm以上时,表面硬度提高,因而优选。另一方面,高硬度树脂层的厚度在250μm以下时,耐冲击性提高,因而优选。
[0226]
[高硬度树脂层在基材层上的叠层]
[0227]
如上所述,在基材层与高硬度树脂层之间可以存在进一步的层,但在此对在基材层上叠层高硬度树脂层的情况进行说明。
[0228]
作为在基材层上叠层高硬度树脂层的方法,没有特别限定,可以列举:将单独形成的基材层和高硬度树脂层重叠,对两者进行加热压接的方法;将单独形成的基材层和高硬度树脂层重叠,利用粘接剂将两者粘接的方法;将基材层和高硬度树脂层共挤出成型的方法;在预先形成的高硬度树脂层上,将基材层模内成型,进行一体化的方法等。这些之中,从制造成本和生产能力的观点出发,优选共挤出成型的方法。
[0229]
共挤出的方法没有特别限定。例如,在进料块(feed block)方式中,利用进料块在基材层的单面上配置高硬度树脂层,利用t模头挤出成片状,之后,使其边通过成型辊边冷却,形成预期的叠层体。另外,在多通道(multi-manifold)方式中,在多通道模头内,在基材层的单面上配置高硬度树脂层,挤出成片状,之后使其边通过成型辊边冷却,形成预期的叠层体。
[0230]
另外,关于上述方法,在将高硬度树脂层叠层于基材层以外的层上的情况下,也可以通过同样的方法叠层。
[0231]
基材层与高硬度树脂层的合计厚度优选为0.3~10mm、更优选为0.3~5.0mm、进一步优选为0.3~3.5mm。在合计厚度在0.3mm以上时,能够确保片材的刚性,因而优选。另一方面,在合计厚度在10mm以下时,能够防止在片材下设置触摸面板等情况下触控传感器的灵敏度变差,因而优选。
[0232]
基材层和高硬度树脂层的合计厚度中基材层的厚度所占的比例优选为75%~99%、更优选为80~99%、特别优选为85~99%。通过设定为上述范围,能够兼备硬度和耐冲击性。
[0233]
<硬涂层、硬涂防眩层>
[0234]
本发明的树脂片具有硬涂层或硬涂防眩层。硬涂层或硬涂防眩层与高硬度树脂层之间可以存在进一步的层,但优选硬涂层或硬涂防眩层叠层于高硬度树脂层上。硬涂层或硬涂防眩层优选由丙烯酸系硬涂剂制作。在本说明书中,“丙烯酸系硬涂层”意指使包含(甲基)丙烯酰基作为聚合基团的单体、低聚物或预聚物聚合而形成了交联结构的涂膜。作为丙烯酸系硬涂层的组成,优选含有(甲基)丙烯酸系单体2~98质量%、(甲基)丙烯酸系低聚物2~98质量%和表面改性剂0~15质量%,更优选相对于(甲基)丙烯酸系单体、(甲基)丙烯
酸系低聚物和表面改性剂的总和100质量份,含有0.001~7质量份的光聚合引发剂。
[0235]
硬涂层或硬涂防眩层更优选含有(甲基)丙烯酸系单体5~50质量%、(甲基)丙烯酸系低聚物50~94质量%和表面改性剂1~10质量%,特别优选含有(甲基)丙烯酸系单体20~40质量%、(甲基)丙烯酸系低聚物60~78质量%和表面改性剂2~5质量%。
[0236]
相对于(甲基)丙烯酸系单体、(甲基)丙烯酸系低聚物和表面改性剂的总和100质量份,光聚合引发剂的量更优选为0.01~5质量份,特别优选为0.1~3质量份。
[0237]
(1)(甲基)丙烯酸系单体
[0238]
作为(甲基)丙烯酸系单体,只要是在分子内作为官能团存在(甲基)丙烯酰基的单体就可以使用,可以为1官能单体、2官能单体或3官能以上的单体。
[0239]
作为1官能单体,可以例示(甲基)丙烯酸、(甲基)丙烯酸酯。作为2官能和/或3官能以上的(甲基)丙烯酸系单体的具体例,可以例示:二乙二醇二(甲基)丙烯酸酯、二丙二醇二(甲基)丙烯酸酯、三丙二醇二(甲基)丙烯酸酯、1,6-己二醇二(甲基)丙烯酸酯、双酚a二缩水甘油醚二(甲基)丙烯酸酯、四乙二醇二(甲基)丙烯酸酯、羟基新戊酸新戊二醇二丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、1,4-丁二醇二丙烯酸酯、1,3-丁二醇二(甲基)丙烯酸酯、二环戊基二(甲基)丙烯酸酯、聚乙二醇二丙烯酸酯、1,4-丁二醇低聚丙烯酸酯、新戊二醇低聚丙烯酸酯、1,6-己二醇低聚丙烯酸酯、三羟甲基丙烷三(甲基)丙烯酸酯、三羟甲基丙烷乙氧基三(甲基)丙烯酸酯、三羟甲基丙烷丙氧基三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、甘油基丙氧基三(甲基)丙烯酸酯、三羟甲基丙烷三甲基丙烯酸酯、三羟甲基丙烷环氧乙烷加成物三丙烯酸酯、甘油环氧丙烷加成物三丙烯酸酯、季戊四醇四丙烯酸酯等。
[0240]
硬涂层或硬涂防眩层可以含有1种或2种以上的(甲基)丙烯酸系单体。
[0241]
(2)(甲基)丙烯酸系低聚物
[0242]
作为(甲基)丙烯酸系低聚物,可以列举2官能以上的多官能聚氨酯(甲基)丙烯酸酯低聚物〔以下也称为多官能聚氨酯(甲基)丙烯酸酯低聚物〕、2官能以上的多官能聚酯(甲基)丙烯酸酯低聚物〔以下也称为多官能聚酯(甲基)丙烯酸酯低聚物〕、2官能以上的多官能环氧(甲基)丙烯酸酯低聚物〔以下也称为多官能环氧(甲基)丙烯酸酯低聚物〕等。
[0243]
硬涂层或硬涂防眩层可以含有1种或2种以上的(甲基)丙烯酸系低聚物。
[0244]
作为多官能聚氨酯(甲基)丙烯酸酯低聚物,可以列举:1分子中具有至少1个(甲基)丙烯酰氧基和羟基的(甲基)丙烯酸酯单体与多异氰酸酯的聚氨酯化反应产物;使多元醇类与多异氰酸酯反应而得到的异氰酸酯化合物、与1分子中具有至少1个以上的(甲基)丙烯酰氧基和羟基的(甲基)丙烯酸酯单体的聚氨酯化反应产物等。
[0245]
作为聚氨酯化反应中使用的1分子中具有至少1个(甲基)丙烯酰氧基和羟基的(甲基)丙烯酸酯单体,可以列举(甲基)丙烯酸-2-羟乙酯、(甲基)丙烯酸-2-羟丙酯、(甲基)丙烯酸-2-羟丁酯、2-羟基-3-苯氧基丙基(甲基)丙烯酸酯、二(甲基)丙烯酸甘油酯、二(甲基)丙烯酸三羟甲基丙烷酯、三(甲基)丙烯酸季戊四醇酯、五(甲基)丙烯酸二季戊四醇酯。
[0246]
作为聚氨酯化反应所使用的多异氰酸酯,可以列举:六亚甲基二异氰酸酯、赖氨酸二异氰酸酯、异佛尔酮二异氰酸酯、二环己基甲烷二异氰酸酯、甲苯二异氰酸酯、苯二甲基二异氰酸酯、将这些二异氰酸酯中的芳香族异氰酸酯类氢化而得到的二异氰酸酯(例如氢
化甲苯二异氰酸酯、氢化苯二甲基二异氰酸酯等二异氰酸酯)、三苯基甲烷三异氰酸酯、二亚甲基三苯基三异氰酸酯等的二或三的多异氰酸酯、或者使二异氰酸酯多聚化而得到的多异氰酸酯。
[0247]
作为聚氨酯化反应所使用的多元醇类,除了通常的芳香族、脂肪族和脂环式的多元醇之外,还可以使用聚酯多元醇、聚醚多元醇等。通常,作为脂肪族和脂环式的多元醇,可以列举1,4-丁二醇、1,6-己二醇、新戊二醇、乙二醇、丙二醇、三羟甲基乙烷、三羟甲基丙烷、二羟甲基庚烷、二羟甲基丙酸、二羟甲基丁酸、甘油、氢化双酚a等。
[0248]
作为聚酯多元醇,可以列举通过上述的多元醇类与多元羧酸的脱水缩合反应而得到的物质。作为多元羧酸的具体的化合物,可以列举琥珀酸、己二酸、马来酸、偏苯三酸、六氢苯二甲酸、邻苯二甲酸、间苯二甲酸、对苯二甲酸等。这些多元羧酸也可以为酸酐。另外,作为聚醚多元醇,除了聚亚烷基二醇之外,还可以列举通过上述的多元醇类或酚类与亚烷基氧化物的反应而得到的聚氧亚烷基改性多元醇。
[0249]
另外,多官能聚酯(甲基)丙烯酸酯低聚物可以通过使用(甲基)丙烯酸、多元羧酸和多元醇的脱水缩合反应获得。作为脱水缩合反应所使用的多元羧酸,可以列举琥珀酸、己二酸、马来酸、衣康酸、偏苯三酸、均苯四酸、六氢苯二甲酸、邻苯二甲酸、间苯二甲酸、对苯二甲酸等。这些多元羧酸可以为酸酐。另外,作为脱水缩合反应所使用的多元醇,可以列举1,4-丁二醇、1,6-己二醇、二乙二醇、三乙二醇、丙二醇、新戊二醇、二羟甲基庚烷、二羟甲基丙酸、二羟甲基丁酸、三羟甲基丙烷、双三羟甲基丙烷、季戊四醇、二季戊四醇等。
[0250]
多官能环氧(甲基)丙烯酸酯低聚物可以通过多缩水甘油醚与(甲基)丙烯酸的加成反应获得。作为多缩水甘油醚,可以列举乙二醇二缩水甘油醚、丙二醇二缩水甘油醚、三丙二醇二缩水甘油醚、1,6-己二醇二缩水甘油醚、双酚a二缩水甘油醚等。
[0251]
(3)表面改性剂
[0252]
本发明中使用的表面改性剂是指流平剂、抗静电剂、表面活性剂、拨水拨油剂、无机颗粒、有机颗粒等改变硬涂防眩层的表面性能的物质。
[0253]
作为流平剂,例如可以列举聚醚改性聚烷基硅氧烷、聚醚改性硅氧烷、聚酯改性含羟基聚烷基硅氧烷、具有烷基的聚醚改性聚二甲基硅氧烷、改性聚醚、硅改性丙烯酸等。
[0254]
作为抗静电剂,例如可以列举甘油脂肪酸酯单甘油酯、甘油脂肪酸酯有机酸单甘油酯、聚甘油脂肪酸酯、山梨糖醇酐脂肪酸酯、阳离子型表面活性剂、阴离子型表面活性剂等。
[0255]
作为无机颗粒,例如可以列举二氧化硅颗粒、氧化铝颗粒、氧化锆颗粒、硅颗粒银颗粒、玻璃颗粒等。
[0256]
作为有机颗粒,例如可以列举丙烯酸颗粒、有机硅颗粒等。
[0257]
作为表面活性剂和拨水拨油剂,例如可以列举具有含氟基-亲油性基团的低聚物、具有含氟基-亲水性基团-亲油性基团-uv反应性基团的低聚物等的含氟的表面活性剂和拨水拨油剂。
[0258]
(4)光聚合引发剂
[0259]
硬涂层或硬涂防眩层可以含有光聚合引发剂。在本说明书中,光聚合引发剂是指光自由基产生剂。
[0260]
作为本发明中能够使用的单官能光聚合引发剂,例如可以例示:4-(2-羟基乙氧
基)苯基(2-羟基-2-丙基)酮[darocur-2959:默克公司生产];α-羟基-α,α'-二甲基苯乙酮[darocur-1173:默克公司生产];甲氧基苯乙酮、2,2'-二甲氧基-2-苯基苯乙酮[irgacure-651]、1-羟基-环己基苯基酮等的苯乙酮系引发剂;苯偶姻乙醚、苯偶姻异丙醚等的苯偶姻醚系引发剂;以及卤化酮、酰基氧化膦、酰基膦酸酯等。
[0261]
(5)硬涂层、硬涂防眩层的形成方法
[0262]
硬涂层或硬涂防眩层的形成方法没有特别限定,例如可以通过在位于硬涂防眩层之下的层(例如高硬度树脂层)上涂布硬涂液后、使其发生光聚合而形成。
[0263]
涂布硬涂液(聚合性组合物)的方法没有特别限定,可以采用公知的方法。例如可以列举旋涂法、浸渍法、喷涂法、斜板涂布法、棒涂法、辊涂法、凹版涂布法、弯液面(meniscus)涂布法、柔版印刷法、丝网印刷法、拍涂法、刷涂法等。
[0264]
作为光聚合时用于照射光的灯,使用在光波长420nm以下具有发光分布的灯,作为其例子可以列举低压汞灯、中压汞灯、高压汞灯、超高压汞灯、化学灯、黑光灯、微波激发汞灯、金属卤素灯等。其中,高压汞灯或金属卤素灯能够高效率地发出引发剂的活化波长域的光,而不会大量地发出使所得到的高分子的粘弹性的性质因交联而降低的短波长的光、或使反应组合物加热蒸发的长波长的光,因而优选。
[0265]
上述灯的照射强度是左右所得到的聚合物的聚合度的因素,可以根据每种目标制品的性能而适当控制。在配合了通常的具有苯乙酮基的裂解型引发剂的情况下,照度优选为0.1~300mw/cm2的范围。特别优选使用金属卤素灯并将照度设为10~40mw/cm2。
[0266]
光聚合反应因空气中的氧或反应性组合物中溶解的氧而受到抑制。因此,光照射优选采用能够消除因氧而引起的反应抑制的方法实施。作为这样的方法之一,有利用聚对苯二甲酸乙二醇酯或特氟龙制的膜覆盖反应性组合物以阻断与氧的接触,透过膜向反应性组合物照射光的方法。还可以在利用氮气或二氧化碳等不活泼气体置换了氧气的惰性气氛下,透过光透射性的窗向组合物照射光。
[0267]
在惰性气氛下进行光照射的情况下,为了将其气氛氧浓度保持在低水平,可以不断导入一定量的不活泼气体。通过导入该不活泼气体,在反应性组合物表面形成气流,引起单体蒸发。为了抑制单体蒸发的水平,关于不活泼气体的气流速度,以相对于在不活泼气体气氛下移动的涂布了硬涂液的叠层体的相对速度计,优选为1m/sec以下,更优选为0.1m/sec以下。通过将气流速度设定在上述范围内,能够实质性地抑制因气流而引起的单体蒸发。
[0268]
为了提高硬涂层或硬涂防眩层的密合性,有时对涂布面进行前处理。作为处理例,可以列举喷砂法、溶剂处理法、电晕放电处理法、铬酸处理法、火焰处理法、热风处理法、臭氧处理法、紫外线处理法、利用树脂组合物的底涂处理法等公知的方法。
[0269]
硬涂层或硬涂防眩层在使用uv光(254nm)的照射功率为20mw/cm2的金属卤素灯进行紫外线照射的情况下,优选铅笔硬度为2h以上。
[0270]
作为硬涂层或硬涂防眩层的膜厚,优选为1μm以上40μm以下、更优选为2μm以上10μm以下。通过使膜厚为1μm以上,能够获得充分的硬度。另外,通过使膜厚为40μm以下,能够抑制在弯曲加工时产生裂纹。其中,硬涂防眩层的膜厚可以通过利用显微镜等观察截面、从涂膜界面至表面进行实测而测定。
[0271]
硬涂层或硬涂防眩层可以通过在镜面模或防眩模与高硬度树脂之间涂布丙烯酸
系硬涂液,在照射uv光使其固化后,从镜面模、防眩模脱模而制作。在使用镜面模的情况下,树脂片具有镜面的硬涂层;在使用防眩模的情况下,树脂片具有硬涂防眩层。关于镜面模、防眩模的材料,只要能够透射uv光即可,材料为玻璃、透明树脂等。
[0272]
硬涂层或硬涂防眩层可以进一步进行修饰。例如,可以实施防反射处理、防污处理、抗静电处理、耐候性处理和防眩处理的任意一种以上。这些处理方法没有特别限定,可以利用公知的方法。例如可以列举涂布降低反射涂料的方法、蒸镀介电体薄膜的方法、涂布抗静电涂料的方法等。
[0273]
本发明的树脂片的铅笔硬度优选为2h以上,例如为2h~4h,特别优选为3h~4h。这里所说的树脂片的铅笔硬度意指将铅笔以角度45度、负荷750g对硬涂防眩层的表面按压并逐渐增大硬度时不产生痕迹的最硬的铅笔的硬度(基于jis k 5600-5-4的铅笔刮擦硬度试验)。
[0274]
<湿式防反射层>
[0275]
本发明是在硬涂层或硬涂防眩层的表面通过湿式制膜法制成了防反射层的成型用树脂片。本发明的发明人惊奇地发现,通过对于上述的树脂片设置通过湿式制膜法制得的湿式防反射层,在制作具有弯曲形状的成型品的情况下,硬涂层和防反射层不会产生裂纹。而在对于上述的树脂片设置通过无机制膜法等干式制膜法制得的非湿式防反射层时,制作具有弯曲形状的成型品困难,存在硬涂层或防反射层产生裂纹的问题。
[0276]
在本发明中,使用含有有机物和有机溶剂所制备的溶液,利用凹版涂布法、浸涂法、旋涂法、模涂法等湿式制膜法,能够在硬涂层或硬涂防眩层的表面制作折射率高的膜与折射率低的膜的叠层体、或者折射率低的膜的单层体。在利用湿式制膜法形成湿式防反射层时,可以使用在(甲基)丙烯酸系低聚物或(甲基)丙烯酸系单体中分散有zro2纳米颗粒的混合物形成高折射率层,可以使用在(甲基)丙烯酸系低聚物或(甲基)丙烯酸系单体中分散有sio2颗粒或中空sio2颗粒的混合物形成低折射率层。
[0277]
使用含有有机物和有机溶剂所制备的溶液而制成的湿式防反射层,比无机物的防反射层更容易伸长,所以即使在附着于平板的树脂片之后进行弯曲成型,也不易产生破裂或裂纹。因此,无需在弯曲形状的前面板上设置防反射层,而在平板状的树脂片上成膜后进行弯曲成型即可。除此之外,通过在叠层有硬涂层或硬涂防眩层的树脂片上设置通过湿式法制成的防反射层,能够得到硬度高、不易发生外观异常的带有防反射层的成型用树脂片。
[0278]
关于湿式防反射层,在以多层制膜的情况下,优选从硬涂层或硬涂防眩层侧依次叠层高折射率层、低折射率层。并且,在防反射层以一层设置的情况下,在硬涂层或硬涂防眩层上设置低折射率层即可。
[0279]
高折射率层的折射率优选为1.6以上、更优选为1.7以上。低折射率层的折射率优选为1.4以下、更优选为1.3以下。
[0280]
在制作高折射率层时,可以将二氧化锆颗粒或氧化钛颗粒分散于含有(甲基)丙烯酸系单体、(甲基)丙烯酸系低聚物、光引发剂和有机溶剂的混合物中,利用凹版涂布法或浸涂法、旋涂法等进行涂布。涂布后,使有机溶剂干燥,照射uv光,从而能够使高折射率层固化。涂布厚度优选为50~250nm、更优选为100~200nm。
[0281]
在制作低折射率层时,可以使二氧化硅颗粒或中空二氧化硅颗粒分散于含有(甲基)丙烯酸系单体、(甲基)丙烯酸系低聚物、光引发剂和有机溶剂的混合物中,利用凹版涂
布法或浸涂法、旋涂法等进行涂布。涂布后使有机溶剂干燥,照射uv光,从而能够使低折射率层固化。涂布厚度优选为20~200nm、更优选为50~150nm。
[0282]
根据本发明的一个实施方式,提供使用上述成型用树脂片成型得到的树脂成型品。成型方法没有特别限定,根据本发明的树脂片的特性,优选热成型。热成型可以按照本领域中通常使用的方法进行,例如可以列举热压成型、压空成型、真空成型、tom成型。成型温度优选为100℃~200℃。
[0283]
实施例
[0284]
以下例示本发明的实施例,但本发明并不限定于实施例的方式。<玻璃化转变温度(tg)的测定>
[0285]
实施例和比较例中使用的聚碳酸酯树脂和高硬度树脂的玻璃化转变温度是使用株式会社日立高新技术制的差示扫描量热计dsc7020、以试样10mg、升温速度10℃/分钟进行测定、并以中点法算出的温度。
[0286]
<反射率的测定>
[0287]
利用黑色马克笔将成型用树脂片的防反射层的相反侧涂成黑色,利用日本电色株式会社制sd-7000测定视觉反射率。视觉反射率采用镜面反射入射值(sci)。
[0288]
<成型用树脂片的铅笔硬度的测定>
[0289]
利用基于jis k 5600-5-4的铅笔刮擦硬度试验对实施例和比较例中制造的树脂片进行评价。将铅笔以角度45度、负荷750g按压在湿式防反射层的表面,并逐渐增大硬度,将不产生痕迹的最硬的铅笔的硬度评价为铅笔硬度。将硬度为2h以上评价为合格。
[0290]
<具有弯曲形状的成型品的制作和成型后硬涂层与防反射层的裂纹的评价>
[0291]
对实施例和比较例中制得的树脂片进行热成型。对于实施例1~3、5~15、比较例1~6、8~11,使用间隙(利用模具上下夹入成型片材的间隙)为2mm、成型r为50mm的热压用模具;对于实施例4和比较例7,使用间隙为3.5mm、成型r为100mm的热压用模具。热压模具所受到的压力为0.6mpa。模具的材质是铝。关于热成型时的模具的温度,实施例1~5、7~11、13~15、比较例1~4、9、10中设为124℃,实施例6、12、比较例5~8、11中设为143℃。
[0292]
对于所得到的成型品,确认50mmr部分或100mmr部分有无裂纹。其中,在使用间隙为2mm的热压用模具,形成基材层与高硬度树脂层的合计厚度为0.5mm、1.2mm或1.5mm的树脂片的情况下,分别在其下放置1.5mm、0.8mm、0.5mm的单层聚碳酸酯片,进行热压成型使得合计厚度达到2mm。
[0293]
<流痕>
[0294]
对于实施例和比较例中制得的进行硬涂之前的高硬度树脂层与聚碳酸酯树脂层的叠层体,在3波长荧光灯下通过目测进行外观检查,确认有无鳞片状花纹、白浊。将鳞片状花纹和白浊均未观察到的情况评价为“无流痕”,将观察到鳞片状花纹或白浊的任意种的情况评价为“有流痕”。
[0295]
实施例1:r100(tg124℃)/低tgpc(tg125℃)/1.2mmt
[0296]
使用具有螺杆直径35mm的单螺杆挤出机、螺杆直径65mm的单螺杆挤出机、与各挤出机连接的进料块、和与进料块连接的t模头的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元21质量%、苯乙烯结构单元64质量%和马来酸酐结构单元15质
量%的共聚物,resisfy r100(denka company limited生产)),以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0297]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以240℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再将其导入温度240℃的t模头,挤出成片状,利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。拉伸倍率为1.3倍。所得到的叠层体的厚度为1.2mm、高硬度树脂层的厚度在中央附近为60μm。
[0298]
在上述所得到的叠层体的高硬度树脂层侧形成硬涂防眩层。硬涂防眩层的材料如下。
[0299]
·
u6ha:6官能聚氨酯丙烯酸酯低聚物(新中村化学工业株式会社生产)60质量%、
[0300]
·
4eg-a:peg200#diacrylate(共荣社化学株式会社生产)35质量%、以及
[0301]
·
rs-90:具有含氟基-亲水性基团-亲油性基团-uv反应性基团的低聚物(dic株式会社生产)5质量%,
[0302]
相对于上述成分的混合物100质量份,
[0303]
·
光聚合引发剂:i-184(巴斯夫有限公司生产〔化合物名称:1-羟基-己基苯基酮〕)的含量为1质量份。
[0304]
利用棒涂机在叠层体上涂布上述材料,从其上盖上雾度为10%的2mm厚的毛玻璃板的凹凸面,从玻璃板上照射金属卤素灯(20mw/cm2)5秒,使硬涂液固化,使硬涂防眩层附着后,将毛玻璃板剥离,制作树脂片。硬涂防眩层的膜厚为6μm。
[0305]
<湿式防反射层>
[0306]
对于所得到的树脂片,利用以下的高折射率涂料和低折射率涂料制作湿式防反射层。
[0307]
<高折射率涂料>
[0308]
关于用于制作高折射率层的高折射率涂料,在作为二氧化锆的zircostar zp-153(株式会社日本触媒生产的氧化锆)110质量份中添加聚氨酯丙烯酸酯低聚物(un-3320hc、根上工业株式会社生产)12质量份、丙烯酸酯单体(4eg-a、共荣社化学株式会社生产)11质量份、光聚合引发剂(irgacure-184)5质量份和有机溶剂mek(甲乙酮)900质量份。
[0309]
<低折射率涂料>
[0310]
关于用于制作低折射率层的低折射率涂料,添加作为中空二氧化硅的thrulya 4320(日挥触媒化成株式会社生产)100质量份、脂肪族聚氨酯丙烯酸酯低聚物10质量份、丙烯酸酯单体(4eg-a、共荣社化学株式会社生产)10质量份、光聚合引发剂(irgacure-184)2质量份和有机溶剂mek(甲乙酮)378质量份。
[0311]
利用棒涂机在上述树脂片的硬涂防眩层侧涂布高折射率涂料,以100℃干燥2分钟。之后,照射uv(300mj/cm2)进行固化,制成高折射率层。高折射率层的涂膜厚度为180nm、折射率为1.7。
[0312]
接着,利用棒涂机在高折射率层上涂布低折射率涂料,以100℃干燥2分钟。之后,照射uv(300mj/cm2)进行固化,制成低折射率层。低折射率层的涂膜厚度为150nm、折射率为
1.38。
[0313]
如上所述制作成型用树脂片。成型用树脂片的视觉反射率为1.0%。
[0314]
实施例2:r100(tg124℃)/低tgpc(tg125℃)/2mmt
[0315]
将利用单螺杆挤出机挤出聚碳酸酯树脂时的排出速度设为83.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为2mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.17倍。与实施例1同样地形成硬涂防眩层,制成树脂片。在树脂片上制作湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0316]
实施例3:r100(tg124℃)/低tgpc(tg125℃)/0.5mmt
[0317]
将利用单螺杆挤出机挤出高硬度树脂(b2)和聚碳酸酯树脂时的排出速度分别设为4.8kg/h和35.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为0.5mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.5倍。与实施例1同样地形成硬涂防眩层,制成树脂片。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0318]
实施例4:r100(tg124℃)/低tgpc(tg125℃)/3.5mmt
[0319]
将利用单螺杆挤出机挤出高硬度树脂(b2)和聚碳酸酯树脂时的排出速度分别设为1.3kg/h和72.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为3.5mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.1倍。与实施例1同样地形成硬涂防眩层,制成树脂片。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0320]
实施例5:r310(tg141℃)/低tgpc(tg125℃)/2mmt
[0321]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元6质量%、苯乙烯结构单元71质量%和马来酸酐结构单元23质量%的共聚物,resisfy r310(denka company limited生产)),以料筒温度240℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度83.0kg/h的条件挤出。
[0322]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.17倍。
[0323]
硬涂防眩层与实施例1同样操作形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0324]
实施例6:r310(tg141℃)/s-1000(tg147℃)/2mmt
[0325]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元6质量%、苯乙烯结构单元71质量%和马来酸酐结构单元23质量%的共聚物,resisfy r310(denka company limited生产)),以料筒温度240℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupilon s-1000,三菱工程塑料株式会社生产),以料筒温度280℃、排出速度83.0kg/h的条件挤出。
[0326]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以280
℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再将其导入温度280℃的t模头挤出成片状,利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.17倍。
[0327]
硬涂防眩层与实施例1同样操作形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0328]
实施例7:pm120n(tg120℃)/低tgpc(tg125℃)/1.5mmt
[0329]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b4)(苯乙烯结构单元7质量%、甲基丙烯酸甲酯结构单元86质量%和n-苯基马来酰亚胺结构单元7质量%的共聚物,delpet pm120n(旭化成化学株式会社生产)),以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度62.0kg/h的条件挤出。
[0330]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.5mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.23倍。
[0331]
硬涂防眩层与实施例1同样操作形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0332]
实施例8:r200(tg126℃)/低tgpc(tg125℃)/2mmt
[0333]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元26质量%、苯乙烯结构单元55质量%、马来酸酐结构单元19质量%的共聚物,resisfy r200(denka company limited生产)),以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度83.0kg/h的条件挤出。
[0334]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为2mm,高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.17倍。
[0335]
硬涂防眩层的材料与实施例1同样地利用棒涂机涂布于叠层体上,从其上放置雾度小于1%的2mm厚的镜面玻璃的镜面,从玻璃上照射金属卤素灯(20mw/cm2)5秒,使硬涂液固化,使硬涂防眩层附着后,将镜面玻璃板剥离,制成树脂片。硬涂层的膜厚为6μm。关于在树脂片上形成湿式防反射层的制膜方法,除了在硬涂层表面制膜以外,与实施例1同样进行,制成成型用树脂片。
[0336]
实施例9:c-pc(kh3410ur)(tg118℃)/低tgpc(tg125℃)/2mmt
[0337]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,连续地导入高硬度树脂(b3)(聚碳酸酯树脂;iupilon kh3410ur(三菱工程塑料株式会社生产),以料筒温度270℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度83.0kg/h的条件挤出。
[0338]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.17倍。
[0339]
硬涂层与实施例8同样地形成。关于在树脂片上形成湿式防反射层的制膜方法,除了在硬涂层表面制膜以外,与实施例1同样进行,制成成型用树脂片。
[0340]
实施例10:r100与pm120n的合金(tg123℃)/低tgpc(tg125℃)/1.2mmt
[0341]
向螺杆直径26mm的挤出机(tem-26ss、l/d≒40,东芝机械株式会社制)导入甲基丙烯酸甲酯结构单元21质量%、苯乙烯结构单元64质量%和马来酸酐结构单元15质量%的共聚物(resisfy r100(denka company limited生产))75质量%、以及苯乙烯结构单元7质量%、甲基丙烯酸甲酯结构单元86质量%和n-苯基马来酰亚胺结构单元7质量%的共聚物(delpet pm120n,旭化成化学株式会社生产)25质量%,以240℃熔融混炼,得到含有树脂(b2)和树脂(b4)的高硬度树脂。
[0342]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入上述的高硬度树脂,以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0343]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0344]
硬涂层与实施例8同样操作形成。关于树脂片的湿式防反射层的制膜方法,除了在硬涂层表面制膜以外,与实施例1同样进行,制成成型用树脂片。
[0345]
实施例11:r310(tg141℃)/低tgpc(tg125℃)/0.5mmt
[0346]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元6质量%、苯乙烯结构单元71质量%和马来酸酐结构单元23质量%的共聚物,resisfy r310(denka company limited生产)),以料筒温度230℃、排出速度8kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度35.0kg/h的条件挤出。
[0347]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为0.5mm,高硬度树脂层的厚度在中央附近为100μm。拉伸倍率为1.5倍。
[0348]
硬涂防眩层的材料与实施例1同样地利用棒涂机涂布于叠层体上,从其上放置雾度为4%的2mm厚的毛玻璃的凹凸面,从玻璃上照射金属卤素灯(20mw/cm2)5秒,使硬涂液固化,使硬涂防眩层附着后,将毛玻璃板剥离,制成树脂片。硬涂防眩层的膜厚为6μm。
[0349]
在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0350]
实施例12:fpc0220(tg184℃)/e2000(147℃)/1.2mmt
[0351]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层
体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b5)(包含式(7)所示的结构单元的聚碳酸酯树脂,iupizeta fpc0220(三菱瓦斯化学株式会社生产)),以料筒温度300℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupilon e2000,三菱瓦斯化学株式会社生产),以料筒温度280℃、排出速度50.0kg/h的条件挤出。
[0352]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以280℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再将其利用温度280℃的t模头挤出成片状,利用从上游侧起设为温度120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0353]
硬涂防眩层与实施例11同样地形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0354]
实施例13:ms-h(tg115℃)/低tgpc(tg125℃)/1.2mmt
[0355]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b1)(通式(1)中的r1和r2均为甲基,通式(2)中的r3为氢原子且r4为环己基的树脂,由(甲基)丙烯酸酯结构单元75摩尔%、脂肪族乙烯基结构单元25摩尔%构成,重均分子量为120,000),以料筒温度240℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0356]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0357]
硬涂防眩层与实施例11同样地形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0358]
实施例14:v020与st-mah树脂的合金(tg132℃)/低tgpc(tg125℃)/1.2mmt
[0359]
向螺杆直径26mm的挤出机(tem-26ss、l/d≒40;东芝机械株式会社制)导入苯乙烯结构单元78质量%、马来酸酐结构单元22质量%的共聚物(xibond160(polyscope公司生产))75质量%、以及丙烯酸树脂(altuglas v020(阿科玛公司生产)25质量%,以240℃熔融混炼,得到含有树脂(b6)的高硬度树脂。
[0360]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入上述的高硬度树脂,以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0361]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0362]
硬涂层与实施例8同样操作形成。关于在树脂片上形成湿式防反射层的制膜方法,
除了在硬涂层表面制膜以外,与实施例1同样地进行,制成成型用树脂片。
[0363]
实施例15:v020与st-mah树脂的合金(tg132℃)/低tgpc(tg125℃)/1.2mmt
[0364]
向螺杆直径26mm的挤出机(tem-26ss、l/d≒40;东芝机械株式会社制)导入苯乙烯结构单元78质量%、马来酸酐结构单元22质量%的共聚物(xibond160(polyscope公司生产))75质量%、以及丙烯酸树脂(altuglas v020(阿科玛公司生产)25质量%,以240℃熔融混炼,得到含有树脂(b6)的高硬度树脂。
[0365]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入上述的高硬度树脂,以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0366]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0367]
硬涂层与实施例8同样操作形成。关于在树脂片上形成湿式防反射层的制膜方法,除了在硬涂层表面制膜以外,与实施例1同样进行,制成成型用树脂片。
[0368]
比较例1:ms-h(tg115℃)/低tgpc(125℃)/0.5mmt
[0369]
将利用单螺杆挤出机挤出高硬度树脂(b1)时的条件设为料筒温度230℃、排出速度8.0kg/h,将利用单螺杆挤出机挤出聚碳酸酯树脂时的排出速度设为35.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为0.5mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.5倍。
[0370]
硬涂防眩层与实施例1同样操作形成。
[0371]
从上述树脂片的硬涂防眩层侧,通过真空蒸镀法依次形成作为第一层的高折射率层tio2(折射率2.49)、低折射率层sio2(折射率1.46)的各层,制成无机物的防反射层(不是利用湿式制膜法的湿式防反射层),制成成型用树脂片。各层的种类和膜厚如下。
[0372]
第一层:tio
2 10nm
[0373]
第二层:sio
2 50nm
[0374]
第三层:tio
2 20nm
[0375]
第四层:sio
2 40nm
[0376]
第五层:tio
2 20nm
[0377]
第六层:sio
2 110nm
[0378]
所得到的成型用树脂片的视觉反射率为0.6%。
[0379]
比较例2:r100与pmma的合金(tg115℃)/低tgpc(tg125℃)/1.2mmt
[0380]
向螺杆直径26mm的挤出机(tem-26ss、l/d≒40;东芝机械株式会社制)导入由甲基丙烯酸甲酯结构单元21质量%、苯乙烯结构单元64质量%和马来酸酐结构单元15质量%构成的共聚物(resisfy r100,denka company limited生产)75质量%、以及丙烯酸树脂(parapethr-1000l(pmma),kuraray co.,ltd.生产)25质量%,以240℃熔融混炼,得到含有树脂(b2)的高硬度树脂。
[0381]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层
体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入上述的高硬度树脂,以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0382]
之后,与实施例1同样地利用t模头挤出,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.3倍。
[0383]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成无机物的防反射层与比较例1同样地进行,制成成型用树脂片。
[0384]
比较例3:r100(tg124℃)/低tgpc(tg125℃)/1.2mmt
[0385]
使用具有螺杆直径35mm的单螺杆挤出机、螺杆直径65mm的单螺杆挤出机、与各挤出机连接的进料块、和与进料块连接的t模头的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b2)(甲基丙烯酸甲酯结构单元21质量%、苯乙烯结构单元64质量%和马来酸酐结构单元15质量%的共聚物,resisfy r100(denka company limited生产)),以料筒温度230℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0386]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以240℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再将其导入温度240℃的t模头,挤出成片状,利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。拉伸倍率为1.3倍。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。
[0387]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上制作无机物的防反射层与比较例1同样地进行,制成成型用树脂片。
[0388]
比较例4
[0389]
与实施例1同样地得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。
[0390]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上制作无机物的防反射层与比较例1同样地进行,制成成型用树脂片。
[0391]
比较例5:ms-h(tg115℃)/s1000(tg147℃)/1.2mmt
[0392]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b1)(通式(1)中的r1和r2均为甲基,通式(2)中的r3为氢原子、r4为环己基的树脂,由(甲基)丙烯酸酯结构单元75摩尔%、脂肪族乙烯基结构单元25摩尔%构成,重均分子量为120,000),以料筒温度240℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupilon s-1000,三菱工程塑料株式会社生产),以料筒温度280℃、排出速度50.0kg/h的条件挤出。
[0393]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以270℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再利用温度270℃的t模头将其挤出成片状,
利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。拉伸倍率为1.3倍。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。
[0394]
硬涂防眩层与实施例1同样操作形成。在树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0395]
比较例6:ms-h(tg115℃)/s1000(tg147℃)/2mmt
[0396]
在比较例5中,将利用单螺杆挤出机挤出聚碳酸酯树脂时的排出速度设为83.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为2mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.17倍。
[0397]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。比较例7:ms-h(tg115℃)/s1000(tg147℃)/3.5mmt
[0398]
在比较例5中,将利用单螺杆挤出机挤出高硬度树脂(b1)和聚碳酸酯树脂时的排出速度分别设为1.3kg/h和72.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为3.5mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.1倍。
[0399]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。比较例8:ms-h(tg115℃)/s1000(tg147℃)/0.5mmt
[0400]
在比较例5中,将利用单螺杆挤出机挤出高硬度树脂(b1)和聚碳酸酯树脂时的排出速度分别设为4.8kg/h和35.0kg/h,将高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体的厚度设为0.5mm(高硬度树脂层的厚度在中央附近为60μm)。拉伸倍率为1.5倍。
[0401]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。比较例9:pmma(tg105℃)/低tgpc(tg125℃)/0.8mmt
[0402]
使用具有螺杆直径32mm的单螺杆挤出机、螺杆直径65mm的单螺杆挤出机、与各挤出机连接的进料块、和与进料块连接的t模头的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径32mm的单螺杆挤出机连续地导入高硬度树脂(丙烯酸树脂,parapet hr-1000l(pmma);kuraray co.,ltd.生产),以料筒温度250℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t-1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度32.0kg/h的条件挤出。
[0403]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以240℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再将其导入温度240℃的t模头,挤出成片状,利用从上游侧起温度设为110℃、140℃、185℃的3根镜面加工辊一边进行镜面转印一边进行冷却,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。所得到的叠层体的厚度为0.8mm、高硬度树脂层的厚度在中央附近为60μm。拉伸倍率为1.43倍。
[0404]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。比较例10:fpc0220(tg184℃)/t1380(125℃)/1.2mmt
[0405]
使用与实施例1相同的多层挤出装置,形成由基材层和高硬度树脂层构成的叠层体。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入高硬度树脂(b5)(包含式(7)所示的结构单元的聚碳酸酯树脂,iupizeta fpc0220(三菱瓦斯化学株式会社生产)),以料筒温度300℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupizeta t1380,三菱瓦斯化学株式会社生产),以料筒温度240℃、排出速度50.0kg/h的条件挤出。
[0406]
将挤出的高硬度树脂和聚碳酸酯树脂导入具有2种2层的分配销的进料块,以280℃的温度将高硬度树脂与聚碳酸酯树脂叠层。再利用温度280℃的t模头将其挤出成片状,利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到高硬度树脂层与聚碳酸酯树脂层(基材层)的叠层体。拉伸倍率为1.3倍。所得到的叠层体的厚度为1.2mm,高硬度树脂层的厚度在中央附近为60μm。
[0407]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。比较例11:单独s-1000(tg147℃)/2mmt
[0408]
代替高硬度树脂,使用与基材层所含的相同的聚碳酸酯树脂,形成叠层体。作为挤出装置,使用与实施例1相同的多层挤出装置。具体而言,向螺杆直径35mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupilon s-1000(三菱工程塑料株式会社生产),铅笔硬度3b),以料筒温度280℃、排出速度2.6kg/h的条件挤出。另外,向螺杆直径65mm的单螺杆挤出机连续地导入聚碳酸酯树脂(iupilon s-1000,三菱工程塑料株式会社生产),以料筒温度280℃、排出速度83.0kg/h的条件挤出。
[0409]
将挤出的上述聚碳酸酯树脂导入具有2种2层的分配销的进料块,以280℃的温度叠层。再将其导入温度280℃的t模头,挤出成片状,利用从上游侧起温度设为120℃、130℃、190℃的3根镜面加工辊一边进行镜面转印一边进行冷却拉伸,得到聚碳酸酯树脂的叠层体。拉伸倍率为1.17倍。所得到的叠层体的厚度为2mm。
[0410]
硬涂防眩层与实施例1同样操作形成。在上述树脂片上形成湿式防反射层的制膜方法与实施例1同样地进行,制成成型用树脂片。
[0411]
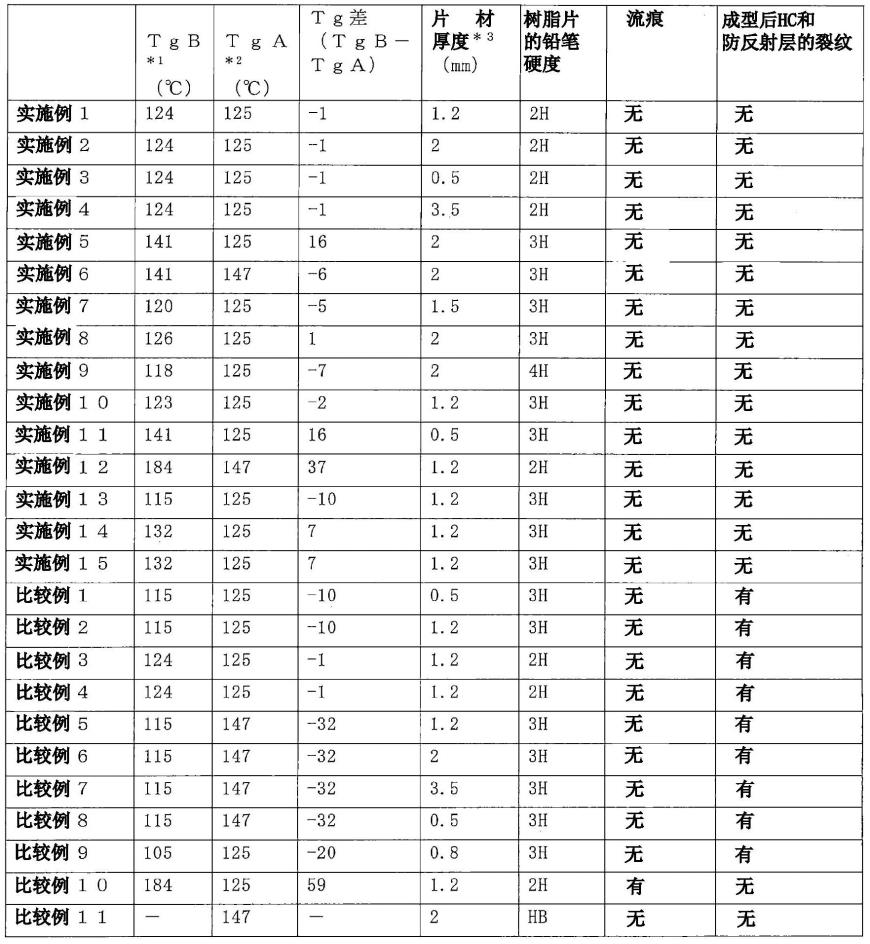
对于实施例和比较例中制造的树脂片,评价铅笔硬度、成型后有无裂纹、和流痕。将其结果示于以下表1。
[0412]
[表1]
[0413][0414]
*1“tgb”意指高硬度树脂的tg。
[0415]
*2“tga”意指聚碳酸酯树脂的tg。
[0416]
*3“片材厚度”意指基材层与高硬度树脂层的合计厚度。
[0417]
可知本发明的树脂片的硬度优异、无流痕、热成型后不会出现裂纹等外观异常。
[0418]
对本发明的几个实施方式进行了说明,但这些实施方式仅作为示例提供,并不用于限定发明的范围。这些新的实施方式能够以其他的各种各样的方式实施,在不脱离发明要点的范围内,能够进行各种省略、替换、变更。这些实施方式及其变形也包括在发明的范围和要点内,并且也包括在请求保护的范围所记载的发明及其均等的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
