卷片发热芯、电子烟棉芯雾化器及其制备方法与流程
- 国知局
- 2024-07-12 11:31:44
本发明涉及电子烟,具体涉及一种卷片发热芯和具有该卷片发热芯的电子烟棉芯雾化器以及该电子烟棉芯雾化器的制备方法。
背景技术:
1、雾化芯是电子雾化装置的重要核心部件,电子烟通过雾化芯,将储存的烟油雾化成为气溶胶,通过一定的气体通道引出后供使用者吸食。目前常见的雾化芯通常有用于储油、导油的多孔材料结构和金属发热结构组成,多孔材料主要有多孔陶瓷、棉(合成或者人造的)、玻纤以及其它等。根据多孔材料的材质,主要区分为多孔陶瓷和棉芯两种技术路径。而金属发热结构则大多由ni-cr、fe-cr-al、不锈钢等材料构成,其通常都含有有害重金属成分cr。
2、综合来看,棉芯目前综合性能最好。其孔隙率大、储油能力强,导油速度快,更容易带来更绵密的口感和更大的烟雾爆发。但是,目前棉芯雾化芯主要使用由金属冲压或者刻蚀而成的金属丝发热网进行加热,其含有有害重金属成分cr;且温度分布极不均匀,在抽吸过程中不同位置高低温差可高达上千度,除造成相应位置的糊芯,还进一步带来了积碳等严重影响口味口感的问题;并且,在大口数产品的长期使用过程中,其与烟油不断反复在高、低温下接触,也会发生反应、腐蚀等问题,而带来长期使用过程中的口味不一致、产品早于预设寿命失效等诸多可靠性问题。
技术实现思路
1、目前常见的陶瓷管状雾化结构,无法解决雾化后的烟雾从雾化面导出到烟道的问题,只能使用多孔陶瓷制成管状体,但多孔陶瓷的储油、导油能力远不如棉芯;而如果仅使用陶瓷发热体,则烟雾产生在陶瓷发热体表面,烟雾无法导出。
2、本发明通过设置相应的导烟孔、预留间隙等导烟结构,在使用棉芯的同时,可以使用陶瓷作为发热体结构,印刷金属浆料作为发热体,解决了前述棉芯雾化芯所使用的金属丝发热网的种种弊端,也解决了其它类似方案中金属发热体含有重金属、长期可靠性差、易受腐蚀等诸多问题。为此,本发明的实施例提出一种用于电子烟棉芯雾化器的卷片发热芯。该卷片发热芯具有提升电子烟的口感、保证使用过程中的长期一致性的优点。本发明的实施例还提出一种电子烟棉芯雾化器。
3、本发明的实施例还提出一种用于电子烟棉芯雾化器的卷片发热芯的制备方法。
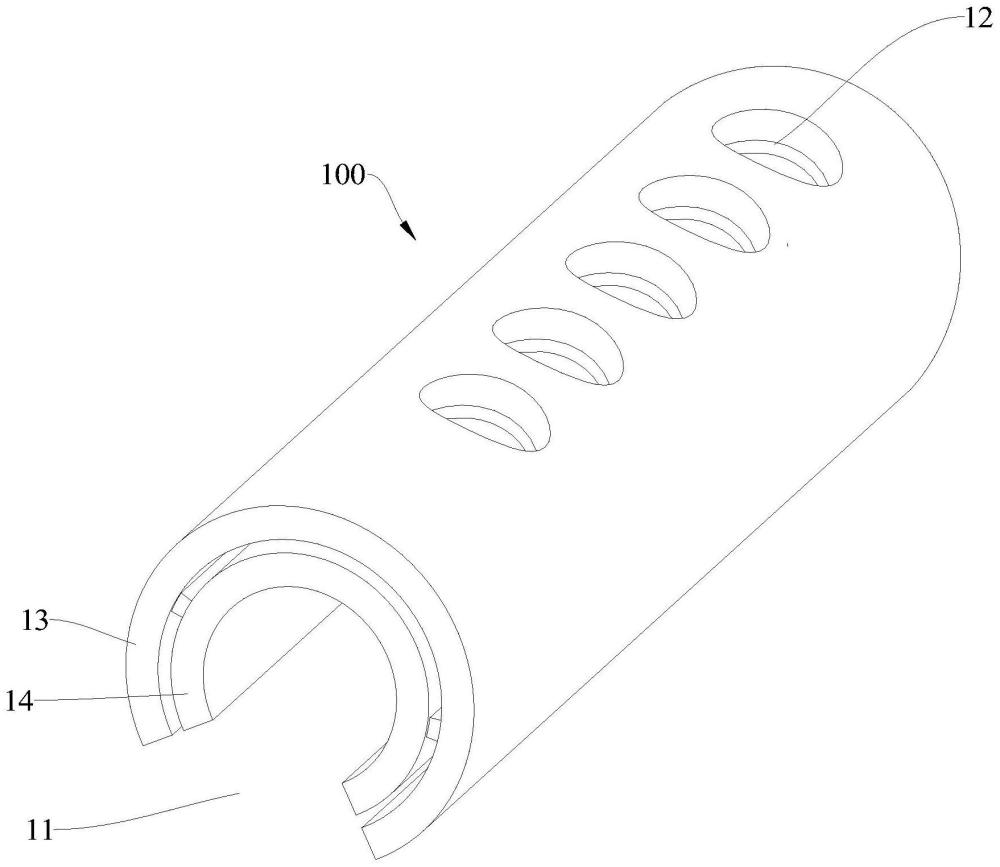
4、本发明实施例的用于电子烟棉芯雾化器的卷片发热芯包括管体和发热层。
5、所述管体由陶瓷基片卷成管状体,所述管状体上设有供烟油雾排出的预留间隙和通道孔;所述发热层埋设于所述陶瓷基片上。
6、本发明实施例的用于电子烟棉芯雾化器的卷片发热芯,通过由陶瓷基片卷成管状体,并卷设管状体时预留间隙并设置通道孔,将储存雾化液的储油棉连通,有助于实现烟油的雾化,进而提升了该电子烟的口感。同时,在管体设置预留间隙并设置通道,可以有助于实现烟油的迅速雾化,使得烟雾形成后马上可以被导出而供用户吸食,进而提升了电子烟的口感,缩短了雾化反应时间,增大了烟雾量,提高了电子烟的整体使用感受。可以避免烟油雾化分散均匀性差的问题。同时发热层通过陶瓷管体与导油棉间隔开来,避免了发热层与导油棉直接接触燃烧产生糊味,有利于实现热量传导的均匀性。
7、此外,所述发热层埋设于所述陶瓷基片上,避免了发热层与导油棉直接接触燃烧产生糊味,同时其温度分布均匀性更好。由此,该卷片发热芯进一步提升了电子烟的口感。
8、因此,本发明实施例的用于电子烟棉芯雾化器的卷片发热芯具有提升电子烟的口感的优点。
9、在一些实施例中,所述陶瓷基片包括多层的陶瓷卷片层,所述发热层烧结在任意两层所述陶瓷卷片层之间或任一层所述陶瓷基片层内。
10、在一些实施例中,通道孔与预留间隙沿所述管体的径向相对设置。
11、在一些实施例中,所述发热层包括印刷于其中一个所述陶瓷卷片层上的印刷金属浆料层,所述印刷金属浆料层设置在一个所述陶瓷卷片层靠近与其相邻的另一个所述陶瓷卷片层的一侧。
12、在一些实施例中,所述印刷金属浆料层呈丝网结构、板式结构、棒式结构或管式结构设置。
13、在一些实施例中,所述印刷金属浆料层沿所述管状体的周向均匀地设置在所述陶瓷卷片层内。
14、在一些实施例中,所述印刷金属浆料层具有多个,多个所述印刷金属浆料层对应地印刷于所述陶瓷卷片层上。
15、在一些实施例中,所述印刷金属浆料层具有用来焊接外接的电源线的线脚,最外层的所述陶瓷卷片层与所述线脚径向相对的区域设置有开窗。
16、在一些实施例中,所述发热层还包括第二发热件,所述第二发热件设置在最外层的所述陶瓷卷片层的外表面和/或设置在最内层的所述陶瓷卷片层的内表面,所述第二发热件与所述印刷金属浆料层并联或者串联设置。
17、在一些实施例中,所述陶瓷基片的材料为al2o3、zro2、zta、aln、sic、si3n4或复合陶瓷材料制成,所述管体的外径为1.5mm-10mm。
18、在一些实施例中,所述通道孔的直径为100μm-2mm,所述预留间隙的尺寸为管体的外周长度的1/30-1/4。
19、在一些实施例中,所述卷片陶瓷的厚度为0.1mm-2mm。
20、在一些实施例中,所述的用于电子烟棉芯雾化器的卷片发热芯还包括导烟管,所述管体套设在所述导烟管上。
21、本发明实施例的电子烟棉芯雾化器包括导油棉和上述任一所述的用于电子烟棉芯雾化器的卷片发热芯,所述导油棉包裹在所述管体外和/或填充在所述管体内。
22、本发明实施例的用于电子烟棉芯雾化器的卷片发热芯的制备方法包括如下步骤:
23、s1选取陶瓷基片,并在所述陶瓷基片相应位置开设贯穿其壁厚的通道孔,并在相应引脚位置开窗;
24、s2打孔后的陶瓷卷片层的表面印刷发热图形层;
25、s3将印刷有发热图形层的陶瓷卷片层与其它陶瓷卷片层一起卷曲,并在侧壁处预留间隙形成管状体,并使用温水等静压工艺成型;
26、s4将所述管状体进行烧结,得到所述的用于电子烟棉芯雾化器的卷片发热芯。
技术特征:1.一种用于电子烟棉芯雾化器的卷片发热芯,其特征在于,包括:
2.根据权利要求1所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,所述陶瓷基片包括多层的陶瓷卷片层,所述发热层烧结在任意两层所述陶瓷卷片层之间或任一层所述陶瓷基片层内;
3.根据权利要求2所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,所述发热层包括印刷于其中一个所述陶瓷卷片层上的印刷金属浆料层,所述印刷金属浆料层设置在一个所述陶瓷卷片层靠近与其相邻的另一个所述陶瓷卷片层的一侧。
4.根据权利要求3所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,所述印刷金属浆料层呈丝网结构、板式结构、棒式结构或管式结构设置;
5.根据权利要求3所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,所述印刷金属浆料层具有用来焊接外接的电源线的线脚,最外层的所述陶瓷卷片层与所述线脚径向相对的区域设置有开窗。
6.根据权利要求3所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,还包括第二发热件,所述第二发热件设置在最外层的所述陶瓷卷片层的外表面和/或设置在最内层的所述陶瓷卷片层的内表面,所述第二发热件与所述印刷金属浆料层并联或者串联设置。
7.根据权利要求1所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,所述陶瓷基片的材料为al2o3、zro2、zta、aln、sic、si3n4或复合陶瓷材料制成,所述管体的外径为1.5mm-10mm;
8.根据权利要求1-7中任一项所述的用于电子烟棉芯雾化器的卷片发热芯,其特征在于,还包括导烟管,所述管体套设在所述导烟管上。
9.一种电子烟棉芯雾化器,其特征在于,包括权利要求1-8任一所述的用于电子烟棉芯雾化器的卷片发热芯和导油棉,所述导油棉包裹在所述管体外和/或填充在所述管体内。
10.一种用于电子烟棉芯雾化器的卷片发热芯的制备方法,其特征在于,包括如下步骤:
技术总结本发明的实施例提出一种卷片发热芯、电子烟棉芯雾化器及其制备方法。其中,所述的卷片发热芯包括管体和发热层。所述管体由陶瓷基片卷成管状体,所述管状体上设有供烟雾排出的预留间隙和通道孔;所述发热层埋设于所述陶瓷基片内。本发明实施例的用于电子烟棉芯雾化器的卷片发热芯,通过由陶瓷基片卷成的管状体,并卷设管状体时预留间隙并设置通道孔,可以有助于实现烟油的迅速雾化,使得烟雾形成后马上可以被导出而供用户吸食,进而提升了电子烟的口感,缩短了雾化反应时间,增大了烟雾量,提高了电子烟的整体使用感受。因此,根据本发明的实施例的用于电子烟棉芯雾化器的卷片发热芯具有提升电子烟口感、缩短雾化反应时间,增大烟雾量的优点。技术研发人员:张树强,焦峰,刘松坡,黄卫军受保护的技术使用者:武汉利之达科技股份有限公司技术研发日:技术公布日:2024/2/6本文地址:https://www.jishuxx.com/zhuanli/20240614/93439.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表