用于制造用于气溶胶生成装置的加热组件的方法与流程
- 国知局
- 2024-07-12 11:54:03
本发明涉及一种用于制造用于气溶胶生成装置的加热组件的方法。本发明进一步涉及一种用于制造包括加热组件的气溶胶生成装置的方法。
背景技术:
1、已知提供了一种用于生成可吸入蒸气的气溶胶生成装置。此类装置可以加热包含于气溶胶生成制品中的气溶胶形成基质,而不会燃烧该气溶胶形成基质。气溶胶生成制品可以具有条形状,以供气溶胶生成制品插入气溶胶生成装置的腔中。
2、加热组件的加热元件通常布置在腔中或围绕腔布置,以用于一旦将气溶胶生成制品插入到气溶胶生成装置的腔中就加热气溶胶形成基质。
3、由加热元件产生的热量可无意中消散到未预期被加热的装置的部件。大体上,热消散离腔可引起腔内的热损失,从而导致低效加热。
4、可能需要过量的能量来将腔加热到期望温度。同时,加热元件必须与腔电隔离以防止加热元件的短路。
技术实现思路
1、期望提供可减少来自腔的热损失的制造用于气溶胶生成装置的加热组件的方法。期望提供可减少待用户抓握的装置的外部壳体的发热的制造加热组件的方法。
2、期望提供可提供有效绝热的制造加热组件的方法。
3、期望提供可以低制造成本提供绝热的制造加热组件的方法。期望提供可将加热组件的加热元件与腔电隔离的制造加热组件的方法。
4、期望提供以低制造成本制造具有优化的绝热和优化的电隔离的加热组件的方法。期望提供可同时提供绝热和电隔离的制造加热组件的方法。
5、期望提供制造包括不同电隔离衬底层的具有优化的绝热和电绝缘的加热组件的简单方法。
6、根据本发明的实施例,提供了一种用于制造用于气溶胶生成装置的加热组件的方法。所述方法可包括提供第一衬底层的步骤,所述第一衬底层是电隔离衬底层。用于制造加热组件的方法可包括将加热元件布置在第一衬底层上从而形成加热层的步骤。用于制造加热组件的方法可包括提供第二衬底层的步骤,第二衬底层是电隔离衬底层。所述方法可包括将温度传感器的电触点布置在第二衬底层上从而形成温度传感器层的步骤。用于制造加热组件的方法还可包括将温度传感器层布置在加热层上的步骤。
7、本发明的另一个实施例提供了一种用于制造用于气溶胶生成装置的加热组件的方法。所述方法包括提供第一衬底层的方法步骤,所述第一衬底层是电隔离衬底层。此外,所述方法包括将加热元件布置在第一衬底层上从而形成加热层的步骤。所述方法还包括提供第二衬底层的步骤,所述第二衬底层是电隔离衬底层。用于制造加热组件的方法还包括将温度传感器的电触点布置在第二衬底层上从而形成温度传感器层的步骤。此外,所述方法包括将温度传感器层布置在加热层上的步骤。
8、通过提供具有加热元件的单独加热层和具有温度传感器的电触点的温度传感器层,就使加热组件的制造更容易。根据本发明的制造加热组件的方法允许加热元件布置在第一衬底层上。与加热层分开,电触点布置在第二衬底层上以用于形成温度传感器层。这允许容易地制造具有不同电隔离衬底层的加热组件。这可允许容易地制造加热组件,其中加热元件和温度传感器的电触点位于不同的电隔离衬底层上。这可实现加热元件与加热组件的其它部件的电隔离。这可允许加热组件的不同部件的绝热。
9、用于制造加热组件的方法还可包括将温度传感器层结合在加热层上从而形成第一叠堆。这可提供稳定的加热组件,其中不同的电隔离衬底层结合在一起。这可允许形成加热层和温度传感器层的稳定的第一叠堆。因此,第一叠堆可包括加热层和温度传感器层结合在一起。
10、制造加热组件的方法可包括以下一项或两项:
11、将第一粘合剂层布置在所述第一衬底层上以用于所述第一衬底层与所述加热元件之间的附接,以及
12、将第二粘合剂层布置在所述第二衬底层上以用于所述第二衬底层与所述温度传感器的电触点之间的附接。
13、这可允许加热元件稳定地附接到第一衬底层。这可允许温度传感器的电触点稳定地附接到第二衬底层。替代地,第一衬底层包括pyralux。然后,加热元件可直接布置在第一衬底上。然后,加热元件可直接结合到第一衬底。这可不需要在第一衬底上存在第一粘合剂层。
14、所述方法可还包括将第三粘合剂层布置在与温度传感器的电触点相对的第二衬底层的一侧上。温度传感器层和加热层可经由第三粘合剂层结合在一起,从而形成第一叠堆。
15、这可允许温度传感器层经由第三粘合剂层稳定地结合到加热层。
16、结合可包括加热并且将压力施加到温度传感器层和加热层。结合可包括在250摄氏度至360摄氏度之间的温度下施加1千克/平方米的压力。结合可进行5分钟至20分钟之间,优选12分钟的持续时间。优选地,温度传感器层和加热层可通过在340摄氏度下在5分钟至20分钟、优选12分钟内施加0.05kg/cm2至1.2kg/cm2之间、优选0.1kg/cm2至1kg/cm2的压力而结合在一起。压力可以是1kg/cm2、0.1kg/cm2或0.5kg/cm2。不同的层可通过使用热压装置结合在一起。
17、这可允许加热层和温度传感器层的容易结合。这可允许加热层和温度传感器层的可靠结合。
18、用于制造加热组件的方法还可包括布置第三衬底层的方法步骤,该第三衬底层至少部分地覆盖加热层上的温度传感器层,其中第三衬底层是电隔离衬底层。
19、术语“覆盖(covering)”或“覆盖(cover)”可意指第三衬底层具有与第二衬底层基本上相同的表面尺寸,使得第三衬底层可以使得面向第三衬底层的第二衬底层的表面区域基本上由第三衬底层重叠的方式放置在第二衬底层上。
20、在第三衬底层布置成覆盖第二衬底层的情况下,所述第三衬底层的表面尺寸可为所述第二衬底层的表面积的至少90%,优选地,第三衬底层的表面尺寸可为第二衬底层的表面积的至少80%,更优选地,第三衬底层的表面尺寸可为第二衬底层的表面积的至少70%,最优选地,第三衬底层的表面尺寸可为第二衬底层的表面积的至少60%。
21、在加热层和温度传感器层的顶部上设置第三衬底层可使制造更容易。特别地,结合加热层和温度传感器层可能需要在热熔压机中施加压力和高温。第二粘合剂可均匀地施加在第二衬底层的整个表面上。在经由第二粘合剂将温度传感器的电触点附接在第二衬底层上之后,电触点可仅占据第二衬底层上的有限区域。因此,第二粘合剂可能与热熔压机的表面接触,从而在组装过程期间产生很大困难。第三衬底层可防止第二粘合剂与热熔压机的表面之间的任何接触。
22、第三衬底层可包括至少一个通孔。通孔可在温度传感器层的电触点与温度传感器之间提供电接触。优选地,第三衬底层可包括用于提供与温度传感器的两个传感器触点的电接触的两个通孔。
23、所述方法还可包括将第四粘合剂层布置在温度传感器的电触点上。第四粘合剂层可用于将温度传感器层附接到第三衬底层。第四粘合剂层可包括粘合剂层通孔,以用于在温度传感器层的电触点与温度传感器之间提供电接触。粘合剂层通孔可与第三衬底层中的通孔对准,以允许设置在温度传感器层上的电触点与温度传感器之间的通过第四粘合剂层和第三衬底层的电接触。
24、用于制造加热组件的方法还可包括将第三衬底层结合到加热层上的温度传感器层从而形成第二叠堆。因此,第二叠堆可包括加热层、温度传感器层和第三衬底层结合在一起。
25、优选地,第三衬底层可经由第四粘合剂层结合到加热层上的温度传感器层从而形成第二叠堆。
26、将第三衬底层结合到加热层上的温度传感器层可在加热组件的不同层之间提供稳定并且可靠的连接。
27、用于制造加热组件的方法还可包括提供导热管。导热管可以是金属管,优选不锈钢管。备选地,管可为陶瓷管。
28、用于制造加热组件的方法可包括围绕导热管布置加热层的步骤。优选地,第一叠堆或第二叠堆中的一者可围绕导热管布置。
29、管可限定加热组件的管状形状。当加热层围绕导热管布置时,管可限定加热组件的管状形状。当第一叠堆或第二叠堆中的一者围绕导热管布置时,管可限定加热组件的管状形状。热压装置可用于布置第一叠堆或第二叠堆中的一者并且将第一叠堆或第二叠堆中的一者结合到导热管。热压装置可包括夹持装置。夹持装置可构造成向导热管以及第一叠堆或第二叠堆中的一者的组件施加压力。
30、制造加热组件的方法可包括围绕管卷绕第一叠堆或第二叠堆中的一者的方法步骤。优选地,第一叠堆或第二叠堆中的一者围绕管卷绕一次。管的外径可对应于在第一叠堆或第二叠堆已围绕导热管卷绕之后第一叠堆或第二叠堆中的一者的第一衬底层的内径。
31、形成第一叠堆或第二叠堆中的一者并且随后围绕导热管卷绕叠堆可提供制造加热组件的简单方法。围绕导热管卷绕第一叠堆或第二叠堆中的一者可提供容易的制造步骤。将第一叠堆或第二叠堆中的一者围绕导热管卷绕一次可比用于制造加热组件的先前方法更容易执行,在先前方法中,包含加热元件和温度传感器的电触点两者的一个连续电隔离衬底层围绕管包裹两次。
32、用于制造加热组件的此方法还可包括将第五粘合剂层布置在导热管上。所述方法可包括经由第五粘合剂层将导热管结合到第一叠堆或第二叠堆中的一者。
33、这可在导热管与第一叠堆或第二叠堆中的一者之间提供可靠结合。
34、第一衬底层可包括pyralux。然后,第一衬底层可直接结合到导热管。这可不需要在导热管上存在第五粘合剂层。将第一衬底层直接结合到导热管需要施加压力。此方法步骤不需要加热。
35、用于制造加热组件的方法还可包括将温度传感器附接到第一叠堆或第二叠堆中的一者的步骤。优选地,附接温度传感器的步骤可包括将温度传感器连接到温度传感器层的电触点。
36、用于制造加热组件的方法还可包括首先围绕导热管布置第一叠堆或第二叠堆中的一者,并且随后将温度传感器附接到温度传感器层的电触点。
37、如果温度传感器附接到第一叠堆,则温度传感器可布置在第二衬底层上。如果温度传感器附接到第二叠堆,则温度传感器可布置在第三衬底层上。
38、这可提供制造管状形状加热组件的简单方法,所述管状形状加热组件包括加热元件和接触温度传感器的电触点。
39、导热管可限定用于接收气溶胶生成制品的腔。气溶胶生成制品可由导热管加热。加热组件的加热元件可配置成加热导热管。温度传感器可配置成确定加热元件和导热管中的一者或两者的温度。
40、用于制造加热组件的方法可包括围绕温度传感器布置热缩层的另一方法步骤。热缩层可围绕导热管的管状形状组件布置,并且第一叠堆或第二叠堆中的一者围绕管包裹。
41、热缩层可构造在被加热时收缩。热缩层可将导热管、温度传感器和第一叠堆或第二叠堆中的一者牢固地保持在一起。热缩层可构造成向加热组件施加均匀的向内压力。热缩层可改进导热管中的一个或两个与第一叠堆或第二叠堆中的一者之间的接触。热缩层可将加热组件的大多数或所有部件紧密保持在一起。热缩层可用于替换本文中所述的粘合剂层。备选地,热缩层可用于补充本文中所述的粘合剂层。
42、热缩层的厚度可在100微米至300微米之间,优选约180微米。
43、热缩层可由聚醚醚酮(peek)制成。热缩层可由特氟龙和聚四氟乙烯(ptfe)中的一种或多种制成,或包括特氟龙和聚四氟乙烯(ptfe)中的一种或多种。
44、绝热层可围绕热缩层设置。绝热层优选由气凝胶制成。
45、第一衬底层、第二衬底层和第三衬底层中的一者或多者可具有在10微米与50微米之间,优选在20微米与30微米之间,更优选约25微米的厚度。
46、当优选地由不锈钢制成时,导热管可具有在20微米与60微米之间、优选在30微米与50微米之间、更优选为约40微米的厚度。
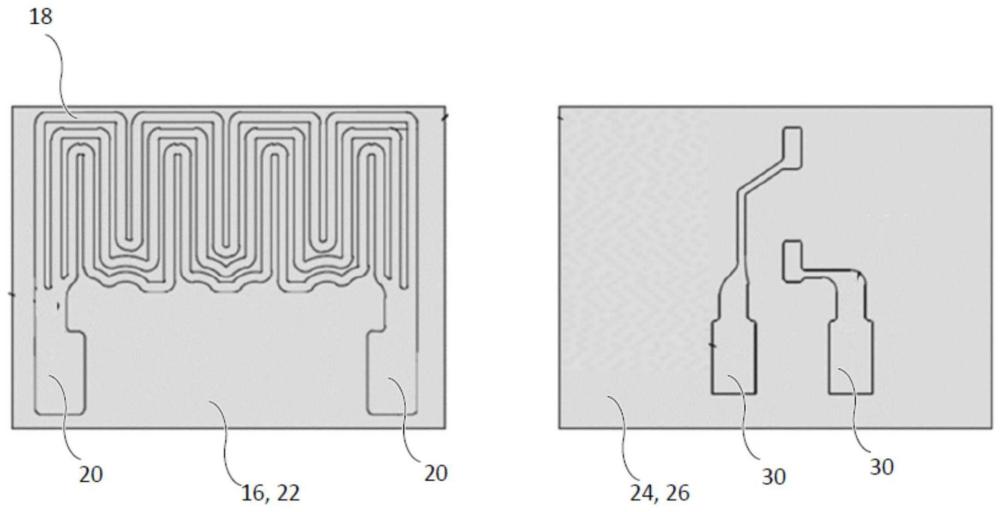
47、加热元件可包括电阻加热器。加热元件可包括加热轨。加热元件可以是加热轨。加热轨可配置成生成热量。加热轨可为电阻加热轨。
48、加热轨可由不锈钢制成。加热轨可由约50微米厚的不锈钢制成。加热轨可优选地由约25微米厚的不锈钢制成。加热轨可由约50.8微米厚的铬镍铁合金制成。加热轨可由约25.4微米厚的铬镍铁合金制成。加热轨可由约35微米厚的铜制成。铬镍铁合金可以是包括镍作为主要组分和铬作为另一组分的抗氧化耐腐蚀合金。加热轨可由约12微米厚的镍制成。加热轨可由约25微米厚的黄铜制成。
49、加热元件、优选加热轨可印刷在第一衬底层中。加热轨可光印刷在第一衬底层上。
50、优选地,加热轨经由将金属层层压到第一衬底层而形成。金属层可通过光刻工艺结构化。光刻工艺可涉及在金属层上形成光致抗蚀剂。可对光致抗蚀剂进行显影以便形成结构化光致抗蚀剂层。结构化光致抗蚀剂层可限定加热轨的结构。加热元件的加热轨可经由通过结构化光致抗蚀剂的化学蚀刻而形成。
51、加热轨可居中布置在第一衬底层上。加热轨可具有弯折形状。加热轨可具有弯曲形状。加热轨可具有z字形形状。此加热轨可具有绕组形状。
52、第一衬底层、第二衬底层和第三衬底层中的一者或多者可包括聚酰胺、pyralux或聚酰亚胺膜。衬底层中的任一层可由聚酰亚胺或聚酰胺制成。衬底层可构造成承受220摄氏度与320摄氏度之间,优选240摄氏度与300摄氏度之间,优选约280摄氏度。衬底层中的任一层可由pyralux制成。
53、第一粘合剂层、第二粘合剂层、第三粘合剂层、第四粘合剂层或第五粘合剂层中的一者或多者可具有在2微米与50微米之间、优选在3微米与7微米之间、更优选为约5微米的厚度。第五粘合剂层可具有约20微米至30微米的厚度,优选25微米的厚度。这可确保导热管可靠地结合到第一叠堆或第二叠堆中的一者。这可提高热效率。
54、第一粘合剂层、第二粘合剂层、第三粘合剂层、第四粘合剂层或第五粘合剂层中的一者或多者可以是硅基粘合剂层。粘合剂层可包括基于peek的粘合剂和丙烯酸粘合剂中的一者或两者。
55、温度传感器可以是负温度系数传感器(ntc)、pt100或优选pt1000温度传感器。
56、温度传感器可经由焊接或钎焊到第二衬底层的电触点而附接到第一叠堆或第二叠堆中的一者。
57、本发明还可提供一种用于制造气溶胶生成装置的方法。气溶胶生成装置可包括用于接收气溶胶生成制品的腔。所述气溶胶生成制品可包括气溶胶形成基质。该腔可位于气溶胶生成装置的壳体中。该方法可包括制造如本文中所描述的加热组件的方法步骤。该方法还可包括提供用于气溶胶生成生装置的壳体的步骤。该方法可包括将加热组件布置在壳体中从而形成腔的方法步骤。
58、本发明的另一个实施例提供了一种用于制造气溶胶生成装置的方法。气溶胶生成装置包括用于接收气溶胶生成制品的腔。气溶胶生成制品包括气溶胶形成基质。腔位于气溶胶生成装置的壳体中。该方法包括制造如本文所述的加热组件的方法步骤。该方法还包括以下方法步骤:提供用于气溶胶生成装置的壳体,以及将加热组件布置在壳体中从而形成腔。
59、用于制造气溶胶生成装置的此方法提供将加热组件形成为气溶胶生成装置的单独部件的可靠并且容易的方法。然后,整个加热组件可布置在气溶胶生成装置的壳体中。这可形成用于在装置中接收气溶胶生成制品的腔。
60、腔的侧壁可由加热组件的导热管形成。这可确保接收在腔中的气溶胶生成制品经由导热管的可靠并且均匀的加热。
61、用于制造气溶胶生成装置的方法还可包括提供控制电路的方法步骤。控制电路可配置成用于基于由温度传感器确定的关于加热元件的温度信息来控制加热元件的温度。控制电路可连接到加热元件和温度传感器。
62、在本公开的所有方面,加热元件可包括一种电阻材料。合适的电阻材料包括但不限于:半导体,诸如掺杂陶瓷、“导”电陶瓷(例如二硅化钼)、碳、石墨、金属、金属合金以及由陶瓷材料和金属材料制成的复合材料。此类复合材料可包括掺杂或无掺杂的陶瓷。
63、如所描述,在本公开的任何方面,加热元件可包括外部加热元件,其中“外部”是指气溶胶形成基质。外部加热元件可采用任何合适形式。例如,外部加热元件可采用在介电衬底(如聚酰亚胺)上的一个或多个柔性加热箔或加热轨的形式。介电衬底是第一衬底层。柔性加热箔或加热轨可成形为符合腔的周边。备选地,外部加热元件可采用一个或多个金属网格、柔性印刷电路板、模制互连装置(mid)、陶瓷加热器、柔性碳纤维加热器的形式,或可使用涂层技术(如等离子体气相沉积)形成于合适的成形第一衬底层上。外部加热元件也可以使用在温度与电阻率之间具有定义关系的金属形成。在此类示例性装置中,金属可形成为第一衬底层与第二衬底层之间的轨。以此方式形成的外部加热元件可以被用来既加热又监测外部加热元件在操作期间的温度。
64、加热元件有利地借助于传导来加热气溶胶形成基质。备选地,可借助于导热元件将来自内部或外部加热元件的热传导到基质。
65、在操作期间,气溶胶形成基质可以完全容纳于气溶胶生成装置内。在此情况下,用户可以在气溶胶生成装置的烟嘴上抽吸。替代地,在操作期间,可以在气溶胶生成装置内部分地容纳含有气溶胶形成基质的吸烟制品。在此情况下,用户可以直接在吸烟制品上抽吸。
66、加热元件可以被配置成感应加热元件。感应加热元件可包括感应线圈和感受器。大体上,感受器是在由交变磁场穿透时能够生成热量的材料。根据本发明,感受器可为导电的或磁性的,或既是导电又是磁性的。由一个或数个感应线圈生成的交变磁场加热感受器,所述感受器然后将热量传递到气溶胶形成基质,使得气溶胶形成。热传递可以主要通过热传导。如果感受器与气溶胶形成基质紧密热接触,则此热传递是最佳的。当采用感应加热元件时,感应加热元件可配置为如本文所述的外部加热器。如果感应加热元件构造为外部加热元件,则感受器元件优选地构造为至少部分地包绕腔的圆柱形感受器。本文中所述的加热轨可构造成感受器。感受器可布置在第一衬底层与第二衬底层之间。衬底层的第二部分可由感应线圈包绕。感受器以及感应线圈可为加热组件的一部分。
67、优选地,制造气溶胶生成装置的方法包括提供配置成向加热元件和加热组件中的一者或两者供电的电源的方法步骤。供电装置优选地包括电源。优选地,电源是电池,诸如锂离子电池。作为替代,电源可以为另一种形式的电荷存储装置,诸如电容器。电源可能需要再充电。例如,电源可具有足够的容量以允许连续生成气溶胶持续大约六分钟的时间,或者持续六分钟的整倍数的时间。在另一个实例中,电源可具有足够的容量以允许加热组件的预定次数的抽吸或不连续激活。
68、如本文中所用,术语“气溶胶形成基质”是指能够释放可以形成气溶胶的挥发性化合物的基质。挥发性化合物可以通过加热或燃烧气溶胶形成基质而释放。作为加热或燃烧的替代方案,在一些情况下,挥发性化合物可以通过化学反应或通过机械刺激(诸如超声波)而释放。气溶胶形成基质可以为固体或液体,或可包括固体和液体成分两者。气溶胶形成基质可为气溶胶生成制品的一部分。
69、如本文中所用,术语“气溶胶生成制品”指包括能够释放可形成气溶胶的挥发性化合物的气溶胶形成基质的制品。气溶胶生成制品可为一次性的。
70、如本文中所用,术语“气溶胶生成装置”是指与气溶胶形成基质相互作用以生成气溶胶的装置。气溶胶生成装置可以与包括气溶胶形成基质的气溶胶生成制品或包括气溶胶形成基质的筒中的一种或两种相互作用。在一些实例中,气溶胶生成装置可以对气溶胶形成基质进行加热以促进挥发性化合物从基质释放。电操作的气溶胶生成装置可包括雾化器,例如电加热器,以对气溶胶形成基质进行加热以形成气溶胶。
71、如本文中所用,术语“气溶胶生成系统”是指气溶胶生成装置与气溶胶形成基质的组合。当气溶胶形成基质形成气溶胶生成制品的一部分时,气溶胶生成系统是指气溶胶生成装置与气溶胶生成制品的组合。在气溶胶生成系统中,气溶胶形成基质和气溶胶生成装置协作以生成气溶胶。
72、关于一个实施例描述的特征可以同样应用于本发明的其他实施例。
本文地址:https://www.jishuxx.com/zhuanli/20240614/95719.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
电芯及雾化设备的制作方法
下一篇
返回列表