一种异型耐火材料自动成型机的制作方法
- 国知局
- 2024-07-10 18:15:08
本发明涉及异型耐火材料,尤其涉及一种异型耐火材料自动成型机。
背景技术:
1、耐火砖简称火砖,具有一定形状和尺寸的耐火材料,耐火砖按制备工艺方法来划分可分为烧成砖、不烧砖、电熔砖(熔铸砖)、耐火隔热砖;按形状和尺寸可分为标准型砖、普通砖、特异型转等。可用作建筑窑炉和各种热工设备的高温建筑材料和结构材料,并在高温下能经受各种物理化学变化和机械作用。
2、专利号为cn201310419007.2的专利文献公开了耐火砖成型模具及其砖成型方法,其模具型腔为矩形,成型后的砖制品上、下成型面无正、负公差,因此,砌筑过程中可消除三角缝,提高砌筑使用寿命,另外,还消除了砖制品与型腔模板之间的摩擦力,形成砖制品与型腔模板之间无摩擦的分离,有效地保护了型腔模板,增加重复使用的频率;型腔模板可根据托板厚、薄进行多次调节成型,盖板与模具型腔之间产生的摩擦对模具型腔局部造成损坏后,降低托板厚度再成型。
3、但是,在实际使用过程中,发明人发现异型耐火砖在成型时,每一块砖在制作时需要将模具进行重新的组装及拆卸,浪费时间且成型效率低下的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过设置下料机构配合模具组件,原料在模具组件内自下而上累积的过程中,耐火砖的异形空缺部对应的阻隔部分伸出,避免原料移动至耐火砖的异形空缺部,同时在成型后能实现模具组件的快拆,便于耐火砖的自动输出,并在输出后模具组件快速组装,从而解决了异型耐火砖在成型时,每一块砖在制作时需要将模具进行重新的组装及拆卸,浪费时间且成型效率低下的技术问题。
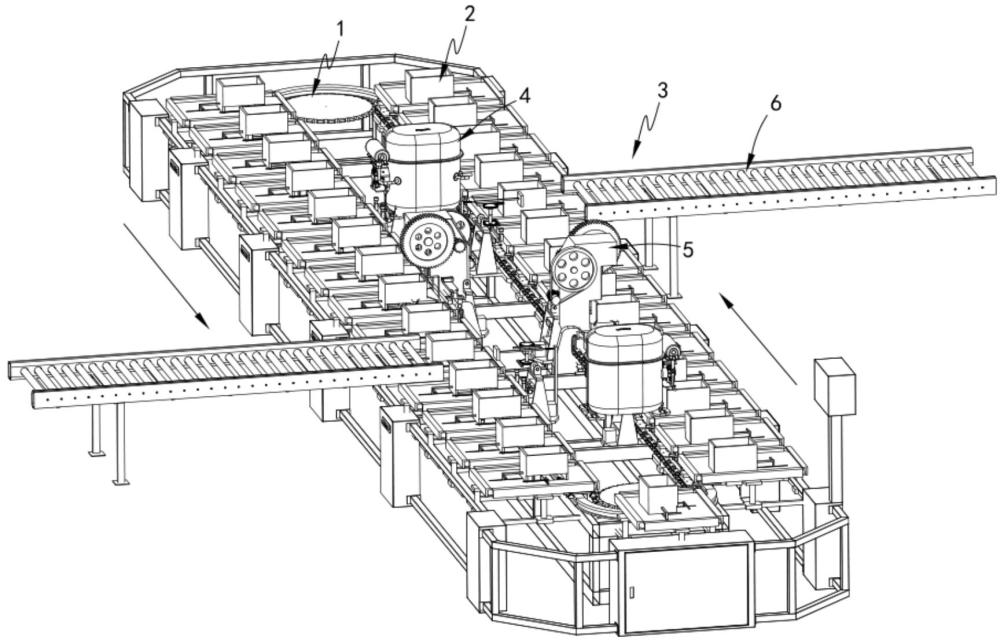
2、针对以上技术问题,采用技术方案如下:一种异型耐火材料自动成型机,包括沿着传输组件的传动方向设置若干组的模具组件,所述传输组件沿长度方向的两侧均设置有加工机构;
3、所述加工机构包括沿所述传输组件传动方向依次设置的下料机构、压实机构以及出料机构,所述下料机构及压实机构位于所述模具组件上方且所述出料机构位于所述模具组件下方;
4、所述模具组件包括与耐火砖侧面相适配的框架组件、若干组安装在所述框架组件上的模块组件以及设置在所述框架组件下方的支撑组件。
5、作为优选,所述框架组件包括安装在所述传输组件上的底座、固定安装在所述底座上的底框以及四组呈矩形结构分布的模板单元,该模板单元包括两组相对设置的长板以及两组相对设置且位于两组所述长板之间的短板;
6、任一一组所述长板及短板均通过驱动件驱动往复传动,所述驱动件包括安装在所述底框上的支座、转动在所述支座上的丝杆以及与丝杆螺纹连接且与所述所述模板单元连接的滑块,所述滑块滑动设置在所述底框开设的导槽内,两组所述丝杆相邻的一端通过锥齿传动连接,且位于长板一侧的丝杆另一端连接有主动轮。
7、作为优选,所述下料机构前方设置有与所述主动轮啮合的第一主动齿条,且所述压实机构后方设置有与所述主动轮啮合切与所述第一主动齿条齿牙相对设置的第二主动齿条。
8、作为优选,所述模块组件包括:
9、推动轴,所述推动轴通过连接簧安装在模板单元上;
10、传动轴,所述传动轴弹性安装在所述推动轴内;
11、磁铁a,所述磁铁a设置在所述推动轴外轴上且与对应所述模板单元上的磁铁b相互吸引,所述磁铁b为通电磁铁;
12、推杆,所述推杆设置在所述推动轴外端且为球形结构设置。
13、作为优选,所述传动轴内设置有振荡件,所述振荡件包括:
14、转动杆,所述转动杆的内端通过弹簧a转动设置在所述传动轴的限位环内,;且该转动杆的外端匹配传动在所述推动轴的弧形槽内;
15、敲击杆,所述敲击杆沿着所述转动杆长度方向设置若干组;
16、触动块a,所述触动块a设置在所述转动杆外端;以及
17、联动件,所述联动件包括安装在下料机构上的单向齿条、安装在底框上且与所述单向齿条啮合的啮合轮以及与所述啮合轮同步传动且驱动触动块a规律传动的凸轮。
18、作为优选,所述下料机构包括:
19、启动组件,所述启动组件包括第一气动单元、设置在所述第一气动单元输出端的安装架以及安装在所述安装架的储料箱,所述储料箱的下端设置有出料口且该出料口由阀门控制启停工作;
20、第一填料组件,所述第一填料组件包括第二气动单元、通过第一伸缩单元设置在所述第二气动单元输出端且匹配滑动在所述储料箱上的第一挡料板、安装在所述第一伸缩单元上的限位块a以及安装在所述安装架上与所述限位块a间断式抵触设置的限位块b;以及
21、第二填料组件,所述第二填料组件包括第三气动单元、通过第二伸缩单元设置在所述第三气动单元输出端且匹配滑动在所述储料箱上的第二挡料板、安装在所述第二伸缩单元上的限位块c以及安装在所述安装架上与所述限位块c间断式抵触设置的限位块d;
22、所述第一挡料板与所述第二挡料板之间连接处还设置有第三挡料板且均为中空板结构设置,所述第一挡料板、所述第二挡料板的上端均通过橡胶材质的夹块与所述第三挡料板间断式连接卡合设置。
23、作为优选,所述模块组件分别由第一驱动组件及第二驱动组件驱动进行往复移动;
24、所述第一驱动组件包括安装在与第一伸缩单元上且与所述第一填料组件同步传动的第一驱动单元以及安装在与第二伸缩单元上且与所述第二填料组件同步传动的第二驱动单元,所述第一驱动单元及第二驱动单元均包括与所述推杆间断式接触的第一楔形块;
25、所述第二驱动组件包括与所述第一气动单元同步传动的传动架以及设置在所述传动架伸缩端的第二楔形块。
26、作为优选,所述支撑组件包括:
27、支撑板,所述支撑板匹配滑动置于所述底框内;
28、第三伸缩单元,所述第三伸缩单元上端与所述支撑板下端连接且下端与所述底座上端固定连接;
29、支撑座,所述支撑座与支撑板下端固定连接且贯穿于所述底座向下设置,该支撑座下端为球形结构设置。
30、作为优选,所述压实机构包括压机以及位于压机下方且用于支撑座的第一平台。
31、作为又优选,所述出料机构包括:
32、导向轨道,所述导向轨道沿着耐火砖传动方向自下而上设置且支撑座滑动设置在所述导向轨道上;
33、平推单元,所述平推单元包括与所述支撑座固定连接的第一传动齿条、安装在第二平台上的第一传动齿轮、与所述第一传动齿轮同轴传动的第二传动齿轮、与第二传动齿轮啮合的第二传动齿条以及与所述第二传动齿条固定连接且通过弹簧b安装在所述第二平台上的推板,所述推板的推动方向与所述耐火砖的传动方向垂直设置;
34、输出单元,所述输出单元包括辊式传动结构。
35、本发明的有益效果:
36、(1)本发明中通过设置下料机构配合模具组件,原料在模具组件内自下而上累积的过程中,耐火砖的异形空缺部对应的阻隔部分伸出,避免原料移动至耐火砖的异形空缺部,同时在成型后能实现模具组件的快拆,便于耐火砖的自动输出,并在输出后模具组件快速组装,进而提高设备整体运作的稳定性,进而提高设备的工作效率;
37、(2)本发明中通过设置框架组件配合第一主动齿条,使得框架组件在传动进入下料机构之前,框架组件在第一主动齿条驱动下自动收拢且紧密连接,进而下料时避免原料外漏,提高成型质量;同时通过框架组件配合第二主动齿条,使得框架组件在耐火砖成型后自动展开且完成泄压,进而利于成型后的耐火砖自动输出,提高生产的自动化程度;
38、(3)本发明中通过下料机构配合模块组件,当原料填充至一定高度不高于底端传动轴伸入后的下端时,第一挡料板下移至框架组件内的原料上表面,进而出料口输出的原料输出至第一挡料板的一侧,避免原料落入至第一挡料板的另一侧,再利用下降的第一楔形块,完成模块组件的到位,第一挡料板复位时,其内的原料下端失去限位自动下料至模块组件一侧,振荡件通过传动轴有规律的振幅,使得边临的原料充分渗入,保证了异形耐火砖成型质量的同时,提高生产效率。
39、综上所述,该设备具有自动化程度高、且成型质量高的优点,尤其适用于耐火砖技术领域。
本文地址:https://www.jishuxx.com/zhuanli/20240615/67044.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表