一种木纤维板后处理工段干道生产线及生产方法与流程
- 国知局
- 2024-07-11 15:28:41
本发明属于木纤维板加工,具体地说,是涉及一种木纤维板后处理工段干道生产线及生产方法。
背景技术:
1、整个大的后道后处理工段干道设备比较多,涉及到设备结构传动、工艺细节,机电配合等众多环节,哪个环节处理不好,都会制约设备正常使用和效率提升。
2、由于此前木纤维行业,横向裁切用的是飞锯模式:板宽从一头锯切到另一头需要时间挺长,同时还存在锯切完空回程的问题,这样就大大拖长了整个板长锯切周期时间,如果生产速度过快,整个锯切周期时间根本跟不上速度,不得不降速生产,影响效率提升。全自动测厚机的机械主机和传感器由于受温度、灰尘、震动等因素的影响,这样就导致了一直连续不断的测量板材引起厚度测量的误差,引起纸板厚度精度较大误差。现有结构模式在遇到后道某个设备故障,尤其是晾晒机及其以后的某一台设备突然故障,这样会整体影响生产节奏,造成堵板、废板浪费和生产效率降低的问题。目前全自动堆码机薄板脱开分离模式采用逐渐加速的方式,这样导致了沿生产线板材运行方向后面输送机比前面输送机速度逐渐加快至少10%以上,才能逐渐在板长度方向拉开缝隙便于板的厚度测量,这样就导致了终端输送机的速度远远高于生产线组度,对于较薄的纤维板由于重量较轻,表面较为光滑,会产生风飘导致输送过程不可控等问题,从而影响生产线速度的提高以及效率的提升。现有的木纤维板冷却机大圆环过山车旋转模式占用厂房高度空间过大和薄板晾晒弯曲变形严重问题。
3、因此,研发一种木纤维板后处理工段干道生产线及生产方法,能够准确的对木纤维板的厚度进行测量,并且能够通过变更横切木纤维板的方式提高生产线的运转速度;并且在木纤维板晾晒机等设备出现故障时,前端设备能够对木纤维板进行存储,从而使得后续设备出现故障时不会造成堵板废板浪费和生产效率降低的状况,为亟待解决的技术问题。
技术实现思路
1、本发明的目的在于提供一种木纤维板后处理工段干道生产线及生产方法,以解决现有技术中存在的由于木纤维板的切割速度慢而影响生产线速度、后序设备出现故障时会造成堵板废板浪费和生产效率降低等问题。
2、为实现上述发明目的,本发明采用下述技术方案予以实现:
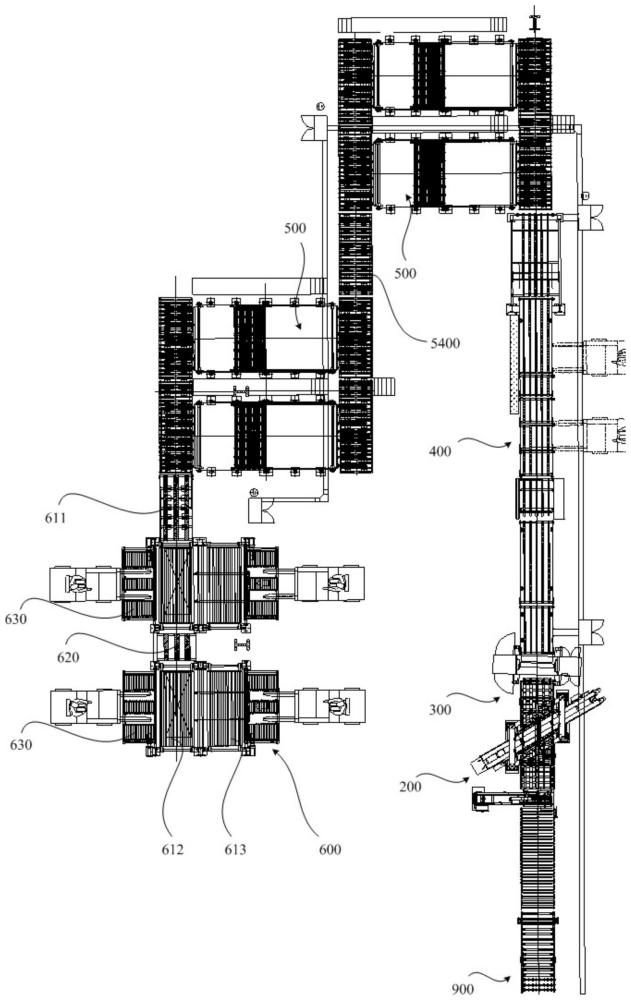
3、在一个方面,本发明提出了一种木纤维板后处理工段干道生产线,其包括吹风冷却装置、板厚测量装置、飞锯横切装置、螺旋刀辊切装置、缓存输送装置、翻转冷却装置和多工位吊篮堆码装置;所述吹风冷却装置用于对前道设备的压机出口输出的压合成型的木纤维板进行降温;所述板厚测量装置用于承接自前道设备的压机出口输出的压合成型的木纤维板,并对所述木纤维板进行测厚;当所述板厚测量装置的测量的板厚大于参考板厚设定值时,所述飞锯横切装置用于切割所述木纤维板;当所述板厚测量装置的测量的板厚小于参考板厚设定值时,所述螺旋刀辊切装置用于切割所述木纤维板;所述缓存输送装置用于切割后的所述木纤维板的缓存,并按照堆码参考板厚设定值堆码所述木纤维板并依次输送至所述翻转冷却装置进行冷却;而后输送至所述多工位吊篮堆码装置处。
4、在另一个方面,本发明还提出了木纤维板后处理工段干道生产方法,包括如下步骤:
5、木纤维板从前道设备的压机出口输出,经过自动吹风冷却装置对所述木纤维板进行降温;板厚测量装置对板厚进行测量;当所述板厚测量装置的测量的板厚大于参考板厚设定值时,飞锯横切装置用于切割所述木纤维板;当所述板厚测量装置的测量的板厚小于参考板厚设定值时,螺旋刀辊切装置用于切割所述木纤维板;在木纤维板后处理工段干道生产线正常运转时,沿所述木纤维板的输送方向,所述缓存输送装置的输送速度先降低后升高;在所述缓存输送装置在速度降低的过程中,所述缓存输送装置处相邻的所述木纤维板首尾搭接,缓存若干所述木纤维板;在所述缓存输送装置在速度升高的过程中,所述缓存输送装置处相邻的所述木纤维板拉开距离形成间隙,从而使得所述木纤维板单独输送至所述叠板平台单元处;所述叠板平台单元用于累积堆码参考板厚设定值的多个所述木纤维板;所述木纤维板自所述叠板平台单元输送至所述翻转冷却装置对所述木纤维板进行冷却定型;自所述翻转冷却装置冷却后的所述木纤维板输送至所述多工位吊篮堆码装置处对所述木纤维板进行堆码。
6、与现有技术相比,本发明的优点和积极效果是:
7、通过依次设置板厚测量装置、飞锯横切装置、螺旋刀辊切装置、缓存输送装置、翻转冷却装置和多工位吊篮堆码装置实现木纤维板后处理工段生产线;通过在飞锯横切装置与螺旋刀辊切装置前序设置板厚测量装置,对木纤维板的板厚进行测量,根据测量得到的板厚与参考板厚设定值进行比对,在厚度小于参考板厚设定值时由螺旋刀辊切装置进行切割,此种切割方式切割效率高于飞锯横切装置的切割效率,从而能够提高整体生产线的效率;通过设置缓存输送装置在对木纤维板进行输送的同时,还能够对木纤维板进行缓存,在后序工序出现故障的情况下,缓存输送装置可对木纤维板进行存储,从而保证了前序设备的继续生产,避免耽误生产线的生产造成整体的停机。
8、结合附图阅读本发明的具体实施方式后,本发明的其他特点和优点将变得更加清楚。
技术特征:1.一种木纤维板后处理工段干道生产线,其特征在于,包括吹风冷却装置、板厚测量装置、飞锯横切装置、螺旋刀辊切装置、缓存输送装置、翻转冷却装置和多工位吊篮堆码装置;
2.根据权利要求1所述的木纤维板后处理工段干道生产线,其特征在于,所述缓存输送装置包括:
3.根据权利要求2所述的木纤维板后处理工段干道生产线,其特征在于,所述缓存输送装置还包括叠板平台单元,所述木纤维板流经所述正常通道组件流至所述叠板平台单元处,所述叠板平台单元用于累积流经此处的所述木纤维板至所述堆码参考板厚设定值;
4.根据权利要求2所述的木纤维板后处理工段干道生产线,其特征在于,
5.根据权利要求2所述的木纤维板后处理工段干道生产线,其特征在于,
6.根据权利要求1所述的木纤维板后处理工段干道生产线,其特征在于,所述翻转冷却装置包括:
7.根据权利要求1所述的木纤维板后处理工段干道生产线,其特征在于,所述多工位吊篮堆码装置包括沿木纤维板的输送方向依次设置的多个吊篮堆码单元,所述吊篮堆码单元包括:
8.根据权利要求7所述的木纤维板后处理工段干道生产线,其特征在于,所述吊篮堆码单元还包括垫板升降单元,所述垫板升降单元用于承托多个所述垫板,所述垫板升降单元可沿竖直方向升降至与所述木纤维板升降单元高度相同,所述垫板升降单元可推动所述垫板移动至所述木纤维板升降单元上。
9.根据权利要求7所述的木纤维板后处理工段干道生产线,其特征在于,所述多工位吊篮堆码装置还包括过渡输送部件,所述过渡输送部件沿所述木纤维板的移动方向设置在相邻的所述吊篮堆码单元之间,多个所述木纤维板可通过所述吊篮堆码单元、所述过渡输送部件移动至相邻的所述吊篮堆码单元处。
10. 一种木纤维板后处理工段干道生产方法,其特征在于, 包括如下步骤:
技术总结本发明公开了一种木纤维板后处理工段干道生产线及生产方法,吹风冷却装置用于对前道设备的压机出口输出的压合成型的木纤维板进行降温;板厚测量装置用于对木纤维板进行测厚;当板厚测量装置的测量的板厚大于参考板厚设定值时,飞锯横切装置用于切割木纤维板;当板厚测量装置的测量的板厚小于参考板厚设定值时,螺旋刀辊切装置用于切割木纤维板;缓存输送装置用于切割后的木纤维板的缓存,并按照堆码参考板厚设定值堆码木纤维板并依次输送至翻转冷却装置进行冷却;而后输送至多工位吊篮堆码装置处。本发明的目的在于解决现有技术中存在的由于木纤维板的切割速度慢而影响生产线速度、后序设备出现故障时会造成堵板废板浪费和生产效率降低等问题。技术研发人员:崔金宝,刘炳江,王青,隋全玉,李金宝,钟勋,穆长起,徐会锋,苏厚堃,庄鹏受保护的技术使用者:青岛开拓数控设备有限公司技术研发日:技术公布日:2024/3/5本文地址:https://www.jishuxx.com/zhuanli/20240615/74721.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表