一种无醛高强松木可饰面定向刨花板的生产工艺的制作方法
- 国知局
- 2024-07-11 15:41:10
本发明涉及刨花板制备,具体为一种无醛高强松木可饰面定向刨花板的生产工艺。
背景技术:
1、普通刨花板(pb)也叫碎料板,通常是将加工剩余物,枝芽材、速生材等切削成一定规格的木片,经过干燥,拌以胶黏剂、固化剂、防水剂等,铺装形成三层结构,并在一定的温度压力下压制成的一种人造板。具有材质轻、纹理清晰等优点,缺点是力学强度低,特别是幅面较大时,易弯曲变形,同时,选用的原材料较杂乱,极大降低了板材外观质量,从而降低了产品本身的价值。
2、定向刨花板(osb)是刨花板新品种之一。刨花铺装成型时,定向刨花板的上下表层大刨花按其纵向排列,而芯层刨花呈横向排列,组成三层结构板胚,经过热压制成定向刨花板。这种刨花板的表层刨花形状要求长宽大(通常长100~150mm,宽20~50mm),厚度(0.4~0.9mm)也比普通刨花板的刨花厚,表层大刨花的定向铺装使得其在某一方向具有高强度的性能特点。由于表层刨花尺寸要求较大,制成的板材面凹凸不平,板面平整度差,用于室内装饰或制造家具时,需进行二次加工表面处理后,才可进行饰面装饰,这样会提高后期的加工成本,也增加了加工工序。在原定向刨花板三层结构基础上,上下表层各增加一层细料成五层结构,制成可饰面定向刨花板(f-osb),可以改善板面平整度,但增加了木材和化工消耗,对于大幅面板材易变形,力学强度不能同时提高等问题仍存在。若在可饰面定向刨花板将大刨花制备芯层,细料制备表层时,现有的生产方法会使得导致芯层密度过低,表层密度过高,出现内结合强度等指标严重不合格,难以满足市场需求。
3、因此,为了解决上述现有刨花板、定向刨花板和可饰面定向刨花板存在的若干问题,本发明从原料,刨花形态,板坯结构等生产工艺上进行改进优化,提供了一种同时具有优异外观质量、高理化指标的新型刨花板材,以及制造该板材的生产工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一种无醛高强松木可饰面定向刨花板的生产工艺,解决了上述背景技术中提出的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种无醛高强松木可饰面定向刨花板的生产工艺,包括以下具体步骤:
3、步骤一:选用密度为0.55±0.05g/cm3,直径不小于35cm,含水率为54±5%的大径材松木作为原料;
4、步骤二:利用鼓式削片机和环式刨片机对大径材松木先后进行削片和刨片,制备成二工段大刨花和二工段小刨花,输送并暂存至湿刨花料仓;
5、步骤三:利用旋切机将大径材松木进行一次性旋切成超薄大片形状刨花,旋切大刨花尺寸控制在长50±5mm,宽15±5mm,厚度0.2-0.5mm;
6、步骤四:采取二工段大刨花与旋切大刨花以4:6、5:5的重量比进行添加,通过带式干燥机,进行干燥至含水率2.0±0.5%;再进行筛选,得到大刨花、小刨花和细料;表、芯层风选机风选出细料和小刨花料,做表层和次表层料,并暂存于表层和芯层干刨花料仓;大刨花做芯层料暂存大刨花矩形料仓;二工段小刨花走单通道滚筒干燥机,将含水率干燥至2.0±0.5%,通过刨花超级摇筛进行筛选,表层和芯层风选机获得表层细料和次表层小刨花料,并分别输送至表层和芯层干刨花料仓暂存;
7、步骤五:以异氰酸酯为胶黏剂,同时施加增黏剂和固化剂以及其他添加剂;异氰酸酯的施胶量为原绝干质量的10%-12%,增黏剂0.9%-1.3%以及其他添加剂;表层料和次表层料采用环式拌胶机进行均匀拌胶,芯层大刨花料采用滚筒拌胶机进行均匀拌胶;调控含水率,表层含水率控制在17±1%,次表层含水率4±1%,芯层含水率4±1%;
8、步骤六:采用五层结构铺装,由下到上依次铺装;芯层为二工段大刨花和旋切刨花混料,采取顺着刨花长度方向定向铺装;次表层为二工段小刨花;表层为细料,板坯端面效果具有渐变结构;
9、步骤七:利用连续平压热压机;热压温度设定:一区225±5℃,二区230±5℃,三区215±5℃,四区210±5℃,五区(上)190±5℃/(下)185±5℃,热压速度330-380mm/s,对坂柸进行连续热压;
10、步骤八:齐边横截、翻板冷却,素板堆垛;
11、步骤九:依次进行砂光和锯切;
12、步骤十:检测无缺陷后得到无醛高强度刨花板产品。
13、可选的,所述步骤二中环式刨片机分别包括环式进口刨片机和环式国产刨片机;环式进口刨片机采用伸刀量为0.7-0.8mm、飞刀角度为28-32°、下料量为12hz;环式国产刨片机伸刀量为1.0mm、飞刀角度为28-30°、下料量为6hz。
14、可选的,所述步骤三中旋切刨花规格为50mm*15±5mm,厚度设为0.25-0.40mm。
15、可选的,所述步骤四中旋切刨花总占比设为15±2%;风选机的频率控制在55hz-60hz。
16、可选的,所述步骤五中表层异氰酸酯的施胶量为3.0-3.5%,乳液0.4-0.9%,增粘剂0.9-1.3%;次表层异氰酸酯的施胶量3.6-4.2%,石蜡0.5-0.8%;芯层异氰酸酯的施胶量3.9-4.4%,石蜡0.3-0.6%,mdi固化剂0.3-0.6%;滚筒拌胶的参数为滚筒角度1-4°,滚筒转速700-900r/min。
17、可选的,所述步骤六中铺装比例中表层占比38.0±1.0%,次表层占比42.0±1.0%,芯层占比20.0±1.0%。
18、可选的,所述步骤七中压机温度设定:一区为225℃,二区为230℃,三区为225℃,四区为215℃,五区为(上)190℃/(下)185℃,压机进料速度为350mm/s。
19、可选的,所述步骤十中检测方法采用中国木材与木制品流通协会标准t/ctwpda03-2017规定的测试方法。
20、本发明提供了一种无醛高强松木可饰面定向刨花板的生产工艺,具备以下有益效果:
21、1.该无醛高强松木可饰面定向刨花板的生产工艺,采用单一大径材松木,不存在因原料性质不同而产生的干燥温度和干燥时间的差异,含水率稳定,质量稳定;该板大刨花尺寸远小于定向刨花板的大刨花尺寸,同等原木消耗下,该板的大刨花产出率高,可有效节约原料成本;采用的单一原料,获得刨花质量可控且均一,刨花形态可控;原料松木颜色浅,成板后板面颜色浅且均一,产品外观质量优异。
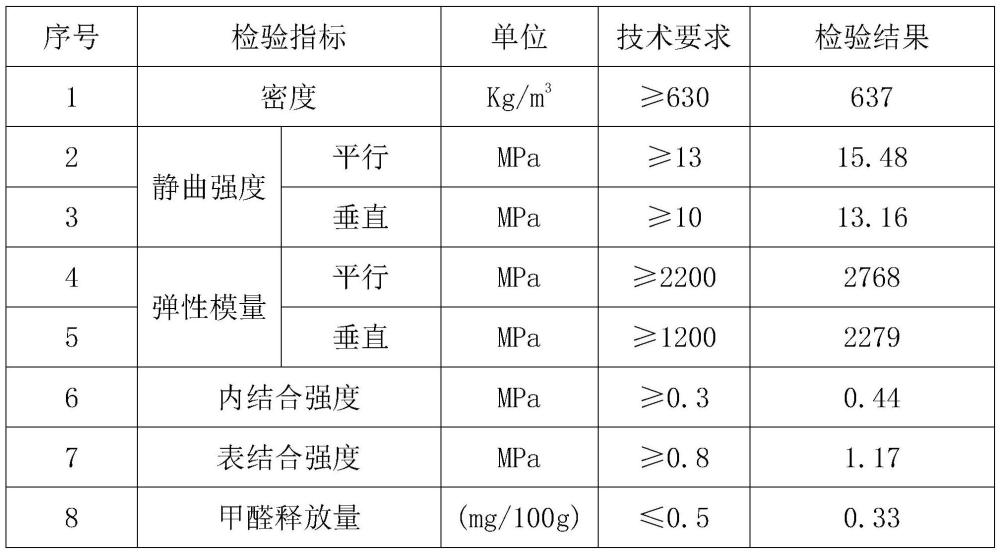
22、2、该无醛高强松木可饰面定向刨花板的生产工艺,通过在芯层添加旋切大刨花和二工段大刨花,通过柔性干燥和施胶方法保持了刨花形态完整性,利用多铺装头分五层铺装,其中芯层大刨花定向铺装,再连续热压保证板坯结构的均匀性,在低物料消耗条件下,实现刨花板产品具有高静曲强度(平行方向15-18mpa,垂直方向12-15mpa)、高弹性模量(平行方向2556-3183mpa,垂直方向1950-2616mpa)和良好的防潮性等理化性能。
23、3、该制备工艺制备的刨花板产品密度较低且均匀、性能优异,可以有效解决家具制造及装修过程中大幅面工件易变形的问题,生产工艺简单、操作方便、实用性强,易于推广。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75456.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表