一种智能毛竹分段加工设备的制作方法
- 国知局
- 2024-07-11 15:46:57
本技术涉及机械自动化加工设备,具体是一种智能毛竹分段加工设备。
背景技术:
1、毛竹与木材相比具有生长成材周期短,一般为三年时间,除了食用、生活用品、民间手工艺术和观赏外,广泛用于建筑、工业、运载工具等领域,有替代原木产业优势,商业价值高、社会应用前景广阔。
2、砍阀的一根原始毛竹,直径约在150mm左右,长度有十几米,重量约三十公斤左右。目前对原始毛竹机加工技术有很大一部分处于人工和半自动技术加工模式,智能控制技术应用局限在完成某单项使能范围内。作业过程中一些中间环节依然摆脱不了强劳力和手工操作,如毛竹自动上料、毛竹头处理、智能分选、竹节自动识别以及对毛竹直径低于40mm管径自动作废料处理等,需借助人工徒手介入辅助完成,徒手操作效率低,如徒手毛竹送料、徒手持毛竹电锯分段分选等,均属强劳高危险作业,效率低且工作持续性短。
技术实现思路
1、针对现有技术存在的上述不足,本实用新型提供一种智能毛竹分段加工设备,实现毛竹从上料开始到完成毛竹智能分段、视觉识别、按需分选一步到位等系列安全生产自动化,可有效提高毛竹的加工效率。
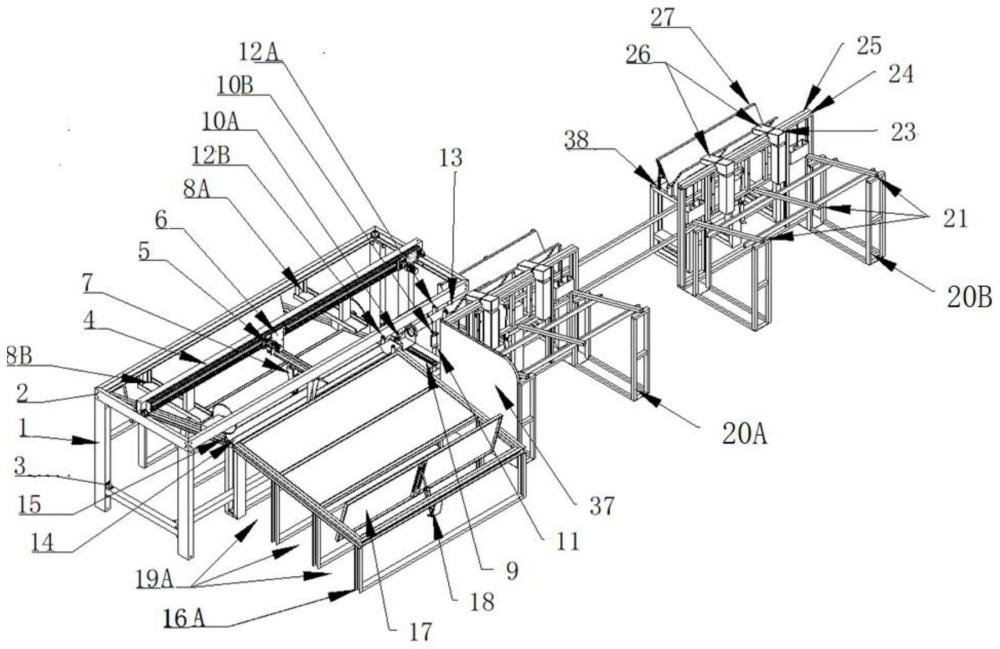
2、一种智能毛竹分段加工设备,包括:
3、上料机构,用于将毛竹从毛竹待加工平台送入毛竹加工v形翻板槽;
4、毛竹夹持及移动机构,用于将毛竹加工v形翻板槽中的毛竹夹持后移动到竹节识别组件处进行识别以及移动到毛竹切割机构处进行切割;
5、竹节识别组件,用于对毛竹进行识别;
6、毛竹切割机构,用于根据所述竹节识别组件的识别结果去除毛竹头部位、对毛竹进行切割下料;
7、竹段分选机构,用于承接所述毛竹切割机构切割后的竹段,并根据不同规格的竹段顺次落向不同分选落料槽中。
8、进一步的,所述竹节识别组件对毛竹进行识别,具体包括:进行初始毛竹头识别、竹节识别以及被分段后剩余竹段横截面尺寸识别;所述毛竹切割机构根据识别的初始毛竹头去除毛竹头部位,根据竹节点识别结果对毛竹进行切割下料,在被分段后剩余竹段截面尺寸小于预设值时驱动所述毛竹加工v形翻板槽将剩余竹段翻转作为废料处理。
9、进一步的,所述上料机构包括并排设置的第一毛竹上料基架和第二毛竹上料基架,第一毛竹上料基架和第二毛竹上料基架上设有毛竹待加工平台和毛竹托举平台,所述毛竹托举平台位于毛竹待加工平台内侧,固定于毛竹托举机架上,毛竹托举机架由升降装置驱动进行上下移动,使毛竹托举平台下移与所述毛竹待加工平台低端平齐以使毛竹进入毛竹托举平台,或使毛竹托举平台上移以带动毛竹托举平台上的毛竹上移进入毛竹加工v形翻板槽。
10、进一步的,所述升降装置包括设于第一毛竹上料机架的设备基座、设于第二毛竹上料机架的同步传动轴基座、安装于同步传动轴基座的驱动组件、与驱动组件联动的平行四边形连杆、与平行四边形连杆连接的毛竹上料机架,平行四边形连杆的节点处安装万向连接器,驱动组件通过第一连杆传动轴与平行四边形连杆一侧底端的万向连接器连接,同步传动轴基座中的同步传动轴通过第二连杆传动轴与平行四边形连杆另一侧底端的万向连接器连接,毛竹上料机架与毛竹托举机架连接。
11、进一步的,所述毛竹夹持及移动机构包括伺服电机导轨及机座、伺服电机组件、机械手组件、机械手,机械手安装在机械手组件上,机械手组件由伺服电机组件驱动沿着伺服电机导轨及机座移动,且伺服电机组件通过机械手组件驱动机械手动作对毛竹进行夹紧或松开。
12、进一步的,所述竹节识别组件包括初始毛竹头识别组件、第一视觉成像组件、第二视觉成像组件、视觉导轨组件,其中初始毛竹头识别组件和第二视觉成像组件安装于毛竹头挡板处,毛竹头挡板靠近毛竹头设置,第一视觉成像组件安装于视觉导轨组件上,可沿着视觉导轨组件移动至毛竹的端头外侧。
13、进一步的,所述初始毛竹头识别组件为收发一体红外探头。
14、进一步的,所述毛竹切割机构包括分切主机基座、安装于分切主机基座的第一毛竹锁定靠轮、第二毛竹锁定靠轮、第一电锯组件、第二电锯组件,所述第一毛竹锁定靠轮安装于毛竹加工v形翻板槽前部,第二毛竹锁定靠轮位于第一毛竹锁定靠轮前方,第一电锯组件和第二电锯组件安装于分切主机基座上,由系统控制器驱动向毛竹靠近以进行切割下料,第二电锯组件位于第一毛竹锁定靠轮与第二毛竹锁定靠轮之间,第二电锯组件位于第一电锯组件前部,第二电锯组件与第一电锯组件之间的距离为毛竹分段设定值。
15、进一步的,所述毛竹夹持及移动机构用于将毛竹向初始毛竹头识别组件和第二视觉成像组件区域位移,当毛竹头进入第二视觉成像组件识别区和初始毛竹头识别组件障碍触阀点时,与初始毛竹头识别组件和第二视觉成像组件连接的系统控制器输出去毛竹头的数据信号,所述毛竹夹持及移动机构继续前移,直至满足去头值停下,所述毛竹切割机构根据设定的去除毛竹头部长度截取毛竹头部;
16、所述毛竹夹持及移动机构夹住毛竹继续向前运行,位移至预先设置的毛竹分段设定值;
17、所述第二视觉成像组件还用于计量对所分选竹段最末端的一个竹节凸出点向其后方延伸长度,当所计量长度满足预设值时毛竹被第一毛竹锁定靠轮和第二毛竹锁定靠轮锁定,第一电锯组件下料;当所计量长度不满足预设值时,所述毛竹夹持及移动机构夹住毛竹继续向前运行直至满足预设值,毛竹被第一毛竹锁定靠轮和第二毛竹锁定靠轮锁定再次锁定,由第二电锯组件锯掉毛竹前段超出尺寸,第一电锯组件锯掉毛竹尾段,第二毛竹锁定靠轮释放,所述毛竹夹持及移动机构带着毛竹继续前移,第一视觉成像组件进入,对毛竹留下的尾端横截面完成视觉成像数据分析,获得尾端横截面直径和壁厚数据,完毕后第一视觉成像组件退出,第一毛竹锁定靠轮释放毛竹;
18、当剩下的毛竹的尾端横截面直径和壁厚数据不满足标准尺寸,则所述毛竹夹持及移动机构带着毛竹后移,当剩下的毛竹满足最小利用尺寸时第一电锯组件进行截断,不满足最小利用尺寸时通过毛竹加工v形翻板槽制动作废料处理。
19、进一步的,所述竹段分选机构包括分选落料翻板、落料翻板气缸、分选机架、分选机架翻板、分选翻板气缸、分选落料槽,分选机架为带倾斜坡度的机架,分选落料槽依次从分选落料翻板高台处向低处带斜角一字排开;落料翻板气缸与分选落料翻板驱动连接,用于在系统控制器作用下控制分选落料翻板向左右两侧翻转;分选落料槽分别位于分选机架下部,各分选落料槽的槽口设有由分选翻板气缸控制翻转的分选机架翻板,系统控制器根据第一视觉成像组件提供的数据分类完成竹段分选并输出系统分选落位信号,根据系统分选落位信号控制对应分选翻板气缸动作以使不同分选竹段落入不同区域不同的分选落料槽内。
20、本实用新型通过毛竹夹持及移动机构将毛竹移动至竹节识别组件进行初始毛竹头识别、竹节识别以及被分段后剩余竹段横截面尺寸识别,进而根据识别结果调控毛竹切割机构去除毛竹头部位、对毛竹进行切割下料和在剩余竹段截面尺寸小于预设值时作为废料处理,以及将根据被分段后剩余竹段截面尺寸划分的不同规格的竹段顺次落向不同分选落料槽中,实现从而实现毛竹智能分段、视觉识别、按需分选一步到位等系列安全生产自动化,操作高效快捷,可大大提升毛竹的加工效率。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75948.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表