一种高效竹材旋切方法与流程
- 国知局
- 2024-07-11 15:52:30
本发明属于竹材旋切方法,具体涉及一种高效竹材旋切方法。
背景技术:
1、旋切竹单板是用竹筒沿圆周弦向旋切而来的大幅面片状加工单元,具有幅面大、加工性能好、表面质量和装饰效果好等特点,是竹材的一个重要加工单元。旋切竹材广义上属于竹展平范畴,不同厚度旋切竹材兼具刨切竹单板与展平竹材的优势。与展平和刨切竹材相比,旋切竹材具有加工工序简单、出材率高、无胶水添加等优势,在以竹代塑模压产品、新型表面装饰材料等领域具有较大的优势。
2、然而,由于竹材横向生长组织缺失,在软化处理过程中液体横向输送通道仅靠纹孔,给软化处理带来较大难度。现有技术一般采用高温高压设备进行高强度湿热处理,不仅能耗高、对设备要求较高,而且存在软化不均匀现象;此外,大部分竹子横切面为非标准圆形、尖削度大,导致出材率低;竹材壁薄中空,无卡轴旋切容易压溃;竹筒外层的竹节竹青质硬、横向强度低等给旋切带来较大困难。由于诸多技术瓶颈,导致多年来竹材旋切技术进展缓慢。
3、基于此,提出了一种高效竹材旋切方法,采用竹节微创-超声联合增效软化处理,通过竹节处的微创处理与横向组织将软化剂充分均匀的浸入竹筒内部,降低竹材硬度提高柔韧性,采用两段式充气膨胀袋的方式,对竹筒腔体进行抗压增强,减少竹筒压溃,实现无卡轴高质量旋切。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种高效竹材旋切方法,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本发明采用的技术方案是:一种高效竹材旋切方法,包括以下步骤:
3、s1、竹材准备:砍伐新鲜竹材制成竹段,打去内竹节隔制成内部贯通的竹筒,然后局部打磨处理去外节,再整体打磨或铣削去竹表面硬质层,同时起到整圆效果;
4、s2、竹节微创处理:利用竹节微创处理机构对竹节进行微创处理,绕竹节打孔微创,微创孔直径0.5-1.5mm,间隔2-5mm,贯穿竹壁在每个竹节上分布2-3排;
5、s3、机械波辅助软化增效处理:将去内外节竹筒自然气干或35-50℃加热干燥至含水率30%以下,置于0.1-2%氢氧化钠中,在超声或微波条件下进行软化增效处理:
6、s4、在s3预处理竹筒内部加入充气膨胀袋进行内撑增强处理,然后采用小径级无卡轴旋切机旋切,获得旋切竹单板。
7、作为本发明的进一步说明,所述竹段长度500-2000mm。
8、作为本发明的进一步说明,作为装饰材使用时,竹材为3-5年生,直径100mm以上,壁厚10mm以上;作为模压材使用时,竹材为0.5-5年生,直径100mm以上,壁厚10mm以上。
9、作为本发明的进一步说明,所述竹节微创处理机构包括安装在基架上的竹筒夹紧机构和竹筒微创机构,所述竹筒夹紧机构和竹筒微创机构相互配合完成竹节微创处理。
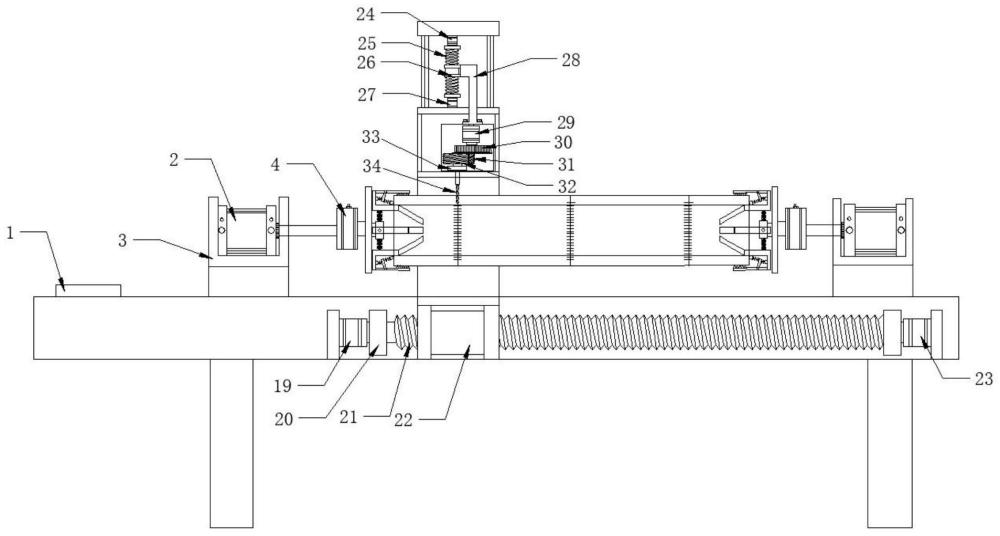
10、作为本发明的进一步说明,所述竹筒夹紧机构包括固定在基架上的两个气缸机架以及安装在每个气缸机架内的第一气缸,两个所述第一气缸的伸缩轴相对设置,且在所述第一气缸的伸缩轴端部固定有旋转气缸,所述旋转气缸的旋转轴上安装有基座,所述基座中间横向安装有伸缩气缸,所述伸缩气缸上通过第三弹簧和套筒安装有l型杆,所述l型杆的前端安装有斜杆,所述l型杆的尾端固定有定位杆,所述定位杆的前端转动连接有第一夹杆和第二夹杆,所述第一夹杆和第二夹杆固定成直角状结构,所述第二夹杆与l型杆通过第二弹簧和第二抵件连接,所述第二夹杆的前端通过第一弹簧连接有第一抵件,所述第一夹杆的内侧设置有夹齿,两个第一气缸相互配合完成竹筒的夹紧作业。
11、作为本发明的进一步说明,所述竹筒微创机构包括转动安装在基架侧面的第一丝杆,所述第一丝杆的两端分别安装有第一电机和第二电机,所述第一电机与第一丝杆之间还连接有减速器,所述第一丝杆外侧螺纹连接有支撑座,所述支撑座的顶端延伸至基架的顶面,且在所述支撑座内靠近顶面处连接有第二丝杆,所述第二丝杆通过第一微电机和第二微电机驱动,所述第二丝杆外螺纹连接有螺纹筒,所述螺纹筒的外侧固定有连接杆,所述连接杆的底端固定有第三微电机,所述支撑座中段处还转动连接有散热风扇、第一斜齿轮、第二斜齿轮、钻头夹座和钻头,所述第三微电机驱动散热风扇和第一斜齿轮转动,所述第一斜齿轮和第二斜齿轮之间啮合连接,所述第二斜齿轮带动钻头夹座转动,所述钻头安装在钻头夹座内。
12、作为本发明的进一步说明,s3中微波频率为1800-2600hz,软化时间2~5min。
13、作为本发明的进一步说明,s3中超声频率为20000hz,功率密度为p≥0.3w/cm2,处理温度50-80℃,时间0.5-3h。
14、作为本发明的进一步说明,所述的充气膨胀袋是设置有多个空腔的两段式筒装袋体,其中一半空腔设置有充气孔,另一半的空腔内填充无机填充材料,使用时先将充气膨胀袋带有充气孔的空腔的一侧开始卷起,填充无机材料袋的空腔在外侧,然后将充气膨胀袋塞入竹筒内部,利用外接气管充气孔向未充气的空腔充气至无机填充的空腔与竹内壁紧密接触,完成充气膨胀作业。
15、本发明与现有技术相比具有以下优点:
16、1、本发明通过竹节微创-机械波增强软化处理技术,将竹材唯一具有横向生长组织的竹节进行各种状态的微创处理,提高软化剂横向传输路径,通过超声或微波辅助实现常温常压深度均匀软化。微创产生的破坏在单板软化和后续处理中可以部分或全部复原,不影响美观。
17、2、本发明中的竹节微创装置,可以在极短的内对竹筒进行高效率微创处理,并且不损害竹筒结构。
18、3、本发明采用无机材料与高压充气两段式多隔腔卷材对竹筒进行内撑加强,增加竹筒的抗压强度,满足无卡轴旋切压力要求。
技术特征:1.一种高效竹材旋切方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,所述竹段长度500-2000mm。
3.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,作为装饰材使用时,竹材为3-5年生,直径100mm以上,壁厚10mm以上;作为模压材使用时,竹材为0.5-5年生,直径100mm以上,壁厚10mm以上。
4.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,所述竹节微创处理机构包括安装在基架上的竹筒夹紧机构和竹筒微创机构,所述竹筒夹紧机构和竹筒微创机构相互配合完成竹节微创处理。
5.根据权利要求4所述的一种高效竹材旋切方法,其特征在于,所述竹筒夹紧机构包括固定在基架上的两个气缸机架(3)以及安装在每个气缸机架(3)内的第一气缸(2),两个所述第一气缸(2)的伸缩轴相对设置,且在所述第一气缸(2)的伸缩轴端部固定有旋转气缸(4),所述旋转气缸(4)的旋转轴上安装有基座(5),所述基座(5)中间横向安装有伸缩气缸(6),所述伸缩气缸(6)上通过第三弹簧(16)和套筒(17)安装有l型杆(7),所述l型杆(7)的前端安装有斜杆(8),所述l型杆(7)的尾端固定有定位杆(11),所述定位杆(11)的前端转动连接有第一夹杆(9)和第二夹杆(10),所述第一夹杆(9)和第二夹杆(10)固定成直角状结构,所述第二夹杆(10)与l型杆(7)通过第二弹簧(14)和第二抵件(15)连接,所述第二夹杆(10)的前端通过第一弹簧(12)连接有第一抵件(13),所述第一夹杆(9)的内侧设置有夹齿(18),两个第一气缸(2)相互配合完成竹筒的夹紧作业。
6.根据权利要求4所述的一种高效竹材旋切方法,其特征在于,所述竹筒微创机构包括转动安装在基架侧面的第一丝杆(21),所述第一丝杆(21)的两端分别安装有第一电机(19)和第二电机(23),所述第一电机(19)与第一丝杆(21)之间还连接有减速器(20),所述第一丝杆(21)外侧螺纹连接有支撑座(22),所述支撑座(22)的顶端延伸至基架的顶面,且在所述支撑座(22)内靠近顶面处连接有第二丝杆(25),所述第二丝杆(25)通过第一微电机(24)和第二微电机(27)驱动,所述第二丝杆(25)外螺纹连接有螺纹筒(26),所述螺纹筒(26)的外侧固定有连接杆(28),所述连接杆(28)的底端固定有第三微电机(29),所述支撑座(22)中段处还转动连接有散热风扇(30)、第一斜齿轮(31)、第二斜齿轮(32)、钻头夹座(33)和钻头(34),所述第三微电机(29)驱动散热风扇(30)和第一斜齿轮(31)转动,所述第一斜齿轮(31)和第二斜齿轮(32)之间啮合连接,所述第二斜齿轮(32)带动钻头夹座(33)转动,所述钻头(34)安装在钻头夹座(33)内。
7.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,s3中微波频率为1800-2600hz,软化时间2~5min。
8.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,s3中超声频率为20000hz,功率密度为p≥0.3w/cm2,处理温度50-80℃,时间0.5-3h。
9.根据权利要求1所述的一种高效竹材旋切方法,其特征在于,所述的充气膨胀袋是设置有多个空腔的两段式筒装袋体,其中一半的空腔设置有充气孔,另一半的空腔内填充无机填充材料,使用时先将充气膨胀袋带有充气孔的空腔的一侧开始卷起,填充无机材料袋的空腔在外侧,然后将充气膨胀袋塞入竹筒内部,利用外接气管充气孔向未充气的空腔充气至无机填充的空腔与竹内壁紧密接触,完成充气膨胀作业。
技术总结本发明提供了一种高效竹材旋切方法,包括以下步骤:首先对竹筒进行竹节微创处理,再利用机械波辅助软化增效处理,最后进行旋切。本发明设计的竹节微创处理机构可对竹筒进行高效微创处理,并且不损害竹筒结构。将竹材唯一具有横向生长组织的竹节进行各种状态的微创处理,提高软化剂横向传输路径,通过超声或微波辅助实现常温常压深度均匀软化,降低竹筒硬度提高柔韧性。采用无机材料与高压充气联合的多隔腔卷材的内部增压支撑,提高竹筒的抗压强度,满足无卡轴旋切压力要求,减少三辊挤压过程竹筒的压溃现象,实现竹材无卡轴高质高效旋切。微创产生的破坏在单板软化和后续加工过程中可以部分或全部复原,不影响美观。技术研发人员:于海霞,张建,袁少飞,施金鹏,王进,王洪艳受保护的技术使用者:浙江省林业科学研究院技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240615/76459.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表