一种口腔清洁刷毛的加工装置的制作方法
- 国知局
- 2024-07-11 16:51:33
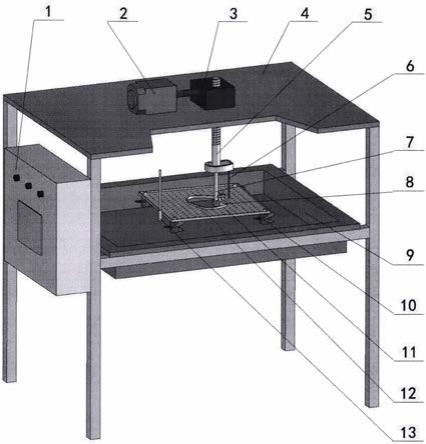
1.本实用新型涉及口腔清洁刷毛的精细加工,从微观角度看,每根成品刷毛并不是标准的圆柱形状,而是在其顶部呈针尖状,所以需要对圆柱状的刷毛胚料进行加工成型。背景技术:2.目前口腔清洁刷毛的成型加工行业比较小众,典型应用是牙刷毛的加工,考虑到刷毛的微小尺寸和材料特性,一般的机加工方法很难实现,所以大都采用化学溶液烧蚀的手段,目前市场上具体应用的方法和工艺种类不多,基本都处于作坊式生产阶段,其精度和稳定性都亟待提高。因为欠缺成熟实用的普及方法,所以当前的从业人员大都靠最基本的人力,把刷毛原料粗放地堆砌在溶液里进行烧蚀加工,很难精细控制尺寸形状变化,仅凭工人的观察和经验来调整加工过程,这显然不能满足高端产品的精度要求和持续稳定的产出。高端刷毛的尖端烧蚀长度需要0.2mm级别的精度,这对于手工操作来说几乎不可能,更多是靠着工人的经验感觉、反复试验、持续监控尺寸变化来实现预定的形状要求,在此过程中对人的依赖很大,并且产品质量很难保持稳定。技术实现要素:3.本实用新型所要解决的问题就是刷毛加工精度不高,以及批量生产的质量不能够保持稳定。针对现有技术存在的缺陷,在用化学溶液对刷毛烧蚀加工时,本实用新型采用专门设计的复合凸轮并结合自动化技术,降低人为干扰的不利因素,提高刷毛加工的尺寸精度和稳定性,目的在于提供一种能批量生产高端刷毛的专用装置和方法。4.一种口腔清洁刷毛的加工装置,其特征是:包括复合凸轮、中心托杆、凸轮槽滑杆、滑轮组、托盘、探头、螺旋搅拌桨以及单片机控制系统。5.所述复合凸轮结合螺杆和凸轮的运动特点,由伺服电机驱动,实现垂直和水平的双向同步运动,一方面可精确控制刷毛的浸没深度,提高烧蚀形状的精度,另一方面可使刷毛原料在水池中平移,改善化学溶液稳定性。所述复合凸轮的螺杆部分,用来实现垂直方向的直线运动,通过伺服电机驱动指令,即可精细地控制移动距离;所述复合凸轮同样具有控制平移轨迹的功能,配有沿其轮廓曲线移动的滑杆,并连接托盘使其随着滑杆平移。6.所述中心托杆和凸轮槽滑杆用于把复合凸轮的运动传递给托盘,中心托杆一端固定于复合凸轮的旋转轴线处,另一端利用滑轮组承载托盘,配合凸轮槽滑杆的运动,可带动托盘产生垂直和水平的复合运动。7.所述托盘具有曲线挡板,能够与复合凸轮的运动轨迹相匹配,所述托盘具有筛网结构,置于其上的刷毛棒料可充分浸没液面,同时在托盘靠近水池侧加装螺旋搅拌桨,随着托盘垂直和水平运动,产生自转以改善溶液的均一性。8.所述探头与所述托盘之间的相对位置固定不变,并安装于比托盘更靠近液面的位置,在所述托盘下降过程中,要保证探头先于托盘接触液面。9.所述单片机控制系统设置有加工程序和工艺配方,分别与伺服驱动器和探头通过信号线连接。10.使用本实用新型装置进行口腔清洁刷毛的加工时,包括以下步骤;11.步骤一:水池中注入化学溶液,并开启加热功能,使溶液温度上升到工艺要求,确认托盘在适当位置,使探头高于液面;12.步骤二:把口腔刷毛的纤维原料包裹成圆柱体的棒料,并按产品要求切割成长度均等的棒料段,然后置于托盘内,通过单片机控制系统选择加工程序;13.步骤三:启动加工程序,所述托盘快速下降以靠近水池,待所述探头触碰液面时,托盘停止移动;14.步骤四:所述托盘慢速下降至加工深度,使刷毛棒料浸入液体;15.步骤五:在上述步骤四中所提及的加工深度,是托盘下降的最大限度,在刷毛浸泡烧蚀过程中,所述托盘往复升降以不断调整刷毛的浸没深度,并且在复合凸轮的作用下,托盘在升降的同时,还会沿水平方向做平移运动,所述螺旋搅拌桨也会跟随托盘移动,产生自转;16.步骤六:步骤五的加工过程持续到规定时间后,所述托盘上升,远离所述水池,使刷毛棒料脱离溶液,等待出料检测。17.通过上述设计方案,本实用新型可以带来如下有益效果:利用复合凸轮的结构特点并与自动化技术结合运用,且以液面标定为基础的浸没深度控制方法,能够显著提高刷毛的加工精度,托盘在往复升降和平移的过程中,可精准定位,并伴随螺旋搅拌桨的搅动,改善了化学溶剂的均一性,提高了烧蚀刷毛的效能和稳定性。附图说明18.图1为主体结构示意图。19.图2为复合凸轮与托盘示意图。20.图中:1.单片机控制系统、2.伺服电机、3.转向器、4.顶板、5.复合凸轮、6.凸轮槽滑杆、7.中心托杆、8.滑轮组、9.水池、10.螺旋搅拌桨、11.托盘、12.曲线挡边、13.探头。具体实施方式21.下面将结合应用范例,对本实用新型实施中的技术方案进行清楚、完整地描述,主要有自动加工和手动加工两种模式。22.1.自动加工实施例由单片机控制系统按预设程序自动执行。在托盘中放入若干组刷毛棒料,校验工艺参数后,即可启动加工程序,由此进入自动加工模式,装置完全按照控制程序运行,而程序内容与前述的加工方法相符合,根据产品要求,完成加热、定位、搅拌、浸泡等预定的工艺动作,同时监测位置、温度等信号,显示加工状态,待刷毛加工完毕后,托盘自动升起,等待出料。23.2.手动加工实施例可满足复杂工艺下的参数微调和人工试机。在手动加工即分步操作模式下,工艺路线上的关键节点都需要人工干预,以保证准确无误,比如托盘的移动、液面的标定、溶液加热的启动、工艺参数的设置,注意在手动操作时要满足工艺上的逻辑关系,否则可能触发装置的保护机制。24.手动加工的实施方式:25.步骤1,在单片机控制系统中选择手动模式,确认水池中注满化学溶液,并开启加热功能,使溶液温度上升到工艺要求,确认托盘在适当位置,使探头高于液面,并给后续的移动预留空间;26.步骤2,把口腔刷毛的纤维原料包裹成圆柱体的棒料,并按产品要求切割成长度均等的棒料段,然后置于托盘内,明确任务要求,分析工艺流程的主要节点和测控信号,输入工艺参数,此时控制系统也会进行自检,对可能存有逻辑冲突的参数实行自动纠错,此时可能偏离预想的技术路线,需要额外关注;27.步骤3,操纵托盘快速下降靠近水池,待所述探头触碰液面时,托盘停止移动,此步骤如有温度错误,会触发报警,不能动作;28.步骤4,继续下移托盘,此时慢速移动,会按照设定的浸没深度自动定位,此过程也可选择步进方式,每按一次下移按钮,托盘向下进给固定的距离,如此累积,直到抵达预设位置;29.步骤5,验证浸没深度、探头标定液面的位置,为自动加工做好参数的校验工作,在浸泡过程中,也可随时打断进程,操纵托盘上移;30.步骤6,烧蚀完毕后,操纵托盘上升,使刷毛脱离溶液,等待出料检测;31.本实用新型在具体实施时,可根据实际的工艺要求,调整控制流程,结合对温度、液面位置等数据的计算处理,综合运用浸没深度及烧蚀时间的影响因素,来完成刷毛形状的加工过程。32.尽管已经示出和描述了本实用新型的实施例,对于本领域的技术人员而言,理解于本实用新型原理和思路的情况下,并对所述技术方案进行修改、替换和变型,未做根本性革新的仿制,都属于本实用新型权利要求的保护范围。
本文地址:https://www.jishuxx.com/zhuanli/20240615/81359.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表