用于生产牙刷头部的方法与流程
- 国知局
- 2024-07-11 16:53:00
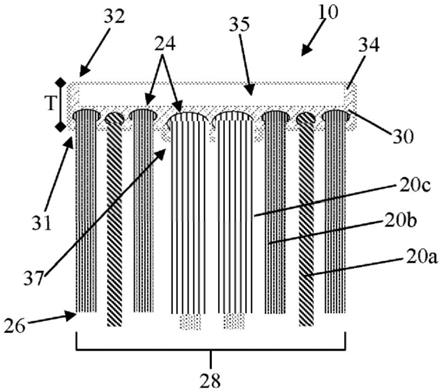
1.现代刷头(具体地为牙刷头部)表现出高度设计灵活性。若干要求(诸如深度清洁、敏感清洁、牙龈按摩、清洁具有牙套的牙齿等)需要包括不同类型的清洁元件的各种布置的不同刷头。此外,消费者还在刷牙期间要求良好的口感,这限制了例如牙刷头部的尺寸或厚度。因此,需要一种改进的制造方法,该方法允许高度设计灵活性以便满足现代牙刷的所有要求。例如,必须将不同的清洁元件(诸如弹性体清洁元件和不同类型的刷毛簇)一起牢固地布置在一个刷头处。本发明涉及一种制造方法,该方法允许使用不同类型的清洁元件的高可变性并且将不同的清洁元件牢固地集成到刷头或刷头的至少一部分中。背景技术:2.生产刷头或其部分的方法在现有技术中是已知的。熔合刷毛簇端部以形成熔合球是大多数方法中的一个重要步骤。所得的熔合球不仅将一个刷毛簇的单独刷毛长丝彼此连接,而且还有助于将刷毛簇牢固地安装在刷头中。具体地,大于刷毛簇的熔合球可将刷毛簇锚定在刷头中。3.使用所述锚定的一种生产方法是由bart g.boucherie开发的无锚簇绒(aft)方法。由此,刷毛簇被推动通过穿孔板的孔,并且不旨在用于清洁的簇端部将通过施加热能而熔合。由此形成的熔合球大于孔以使得刷毛簇卡在穿孔板的背侧处。熔合球也可例如通过所施加的热能或通过超声焊接与穿孔板组合;然后将穿孔板与刷毛簇一起安装到刷头(ep1142505b1)中。熔合球的均匀尺寸、形式和形状对于aft方法并不重要。4.相比之下,在由ulrich zahoransky开发的热簇绒方法中,刷毛簇被布置在模具棒的孔中,使得熔合球可用于用塑性材料包覆成型。在所述包覆成型期间,至少部分地形成刷头并且刷毛簇和形成的刷头组合。由于大于刷毛簇自身的熔合球,在包覆成型过程期间形成底切,使得刷毛簇和刷头被牢固地组合。可使用热簇绒方法来满足要形成的刷头的几何要求。5.牙刷制造中存在持续的需求以进一步增加刷头设计的灵活性。由此,必须将不同类型的清洁元件以及不同类型的刷毛簇牢固地包括在一个刷头中。因此,需要聚焦于这些差异的方法。技术实现要素:6.根据一方面,提供了一种生产刷头,具体地牙刷头部或其一部分的方法,所述方法包括[0007]-提供至少两个长丝容器,所述至少两个长丝容器各自包括预定义长度的松散长丝供应源,其中所述至少两个长丝容器中的所述松散长丝在至少一种属性上不同,所述至少一种属性选自长丝材料、长丝直径、长丝横截面、长丝形状、存在或不存在添加剂和/或涂层;或它们的组合;[0008]-从所述至少两个长丝容器拾取一个或多个刷毛簇并将所述一个或多个刷毛簇布置在穿孔板中,所述穿孔板包括前表面、后表面、厚度和一个或多个孔,其中所述一个或多个孔根据待生产的刷头的期望刷毛区成型并分布在所述穿孔板中;[0009]-将能量源布置成距所述穿孔板的所述前表面预定义距离,使得所述一个或多个刷毛簇的端部和所述能量源被布置成非接触的;[0010]-将所述一个或多个刷毛簇布置在熔合位置中,其中所述一个或多个刷毛簇的应当被熔合的端部被布置在所述穿孔板中,与所述前表面相距不同的距离,从而导致所述刷毛簇端部与所述能量源相距不同的距离,其中所述距离根据至少一种属性来调整;[0011]-将能量从所述能量源施加到所述一个或多个刷毛簇的所述端部,直到熔合球形成;[0012]-将所述一个或多个刷毛簇转移到模制位置,其中在所述模制位置中至少一个刷毛簇的至少一个熔合球的底部边缘到所述前表面的距离不同于在所述熔合位置中所述刷毛簇的所述熔合球的所述底部边缘到所述前表面的距离;[0013]-将所述一个或多个刷毛簇的所述熔合球用熔融塑性材料包覆成型,由此形成清洁元件支架;[0014]-将所述清洁元件支架转移到刷头模具并将熔融塑性材料注射到形成牙刷头部的刷头模具中,其中所述清洁元件支架由此包覆成型,并且所述刷毛簇仍然位于所述穿孔板中。[0015]根据另一个方面,提供了用如本文所述的方法制造的(牙)刷头或其一部分。附图说明[0016]图1a以侧视图示出了具有中心突起部37的清洁元件支架30的示例性实施方案;[0017]图1b以截面图示出了具有中心突起部37和中心凹陷部35的清洁元件支架30的示例性实施方案;[0018]图1c以侧视图示出了包括刷毛簇20的具有中心突起部37的清洁元件支架30的示例性实施方案;[0019]图1d示出了包括被布置到刷毛区28的刷毛簇20的具有中心突起部37和中心凹陷部35的清洁元件支架30的示例性实施方案的截面图;[0020]图2a、图2b示出了包括空隙38(图2a)的清洁元件支架30的示例性实施方案的截面图,该空隙可填充有弹性体清洁元件40(图2b);[0021]图2c、图2d示出了包括位于后表面32处的驱动部分44(图2c)的清洁元件支架30的示例性实施方案的截面图,该驱动部分通过覆盖件46与清洁元件支架30牢固地连接(图2d);[0022]图2e示出了包括驱动部分44、弹性体清洁元件40和刷毛簇20的清洁元件支架30的示例性实施方案的截面图;[0023]图3a)-i)示出了用于生产清洁元件支架30的方法的示意图;[0024]图4a、图4b示出了各自包括如本文所公开的清洁元件支架30的手动牙刷14(图4a)和替换刷头19(图4b)的示意性截面图;[0025]图5示出了包括用于形成清洁元件支架30的三个模具的穿孔板60的顶视图。具体实施方式[0026]以下是对生产刷头或其一部分的方法以及用如本文所公开的方法生产的刷头或其部分的许多实施方案的描述。本说明应被视为仅是示例性说明,并且未描述每一个可能的实施方案,由于描述每一个可能的实施方案即便是可能的话也是不切实际的,并且应当理解,本文所述的任何特征、特性、结构、部件、步骤或方法论可被整体或部分地删除、与本文所述的任何其它特征、特性、结构、部件、产品步骤或方法论合并或由其取代。此外,单个特征或特征的(子)组合可具有发明性质,而与权利要求书、本说明书的相应部分或附图所提供的特征组合无关。[0027]本文所用的单位“cm”是指厘米。本文所用的单位“mm”是指毫米。本文所用的单位“μm”或“微米”是指微米。本文所用的“mil”是指千分之一英寸。[0028]如本文所使用,单词“约”指+/-10%。[0029]如本文所使用,单词“包括”及其变体旨在是非限制性的,使得列表中条目的叙述不排除其它也可能在本发明的材料、装置、和方法中有用的类似条目。该术语包括“由...组成”和“基本上由...组成”。[0030]如本文所用,单词“包括/包含”及其变体旨在是非限制性的,使得列表中条目的叙述不排除其它也可能在本发明的材料、装置、和方法中有用的类似条目。[0031]如本文所使用,单词“优选的”、“优选地”和它们的变体诸如“尤其是”和“具体地”是指在特定环境下能够提供特定有益效果的本发明的实施方案。然而,其它的实施方案在相同或其它的环境下也可为优选的。此外,一个或多个优选实施方案的表述并不表示其它实施方案是不可用的,并且不旨在从本发明的范围中排除其它的实施方案。[0032]本发明提供了一种用于生产刷头,具体地牙刷头部或其一部分的方法,该方法包括提供包括多个刷毛长丝的至少两个刷毛簇,其中至少两个刷毛簇在至少一种属性上不同。如本文所用,术语“刷毛簇”应理解为任何形状、形式、尺寸和/或布置的预定义长度的刷毛长丝。可通过将单独刷毛长丝分组而产生的任何几何形状、形式或布置可形成刷毛簇。作为示例给出的标准形状为圆形刷毛簇、椭圆形刷毛簇、镰形刷毛簇、刷毛簇条、或它们的组合。此外,两个或更多个刷毛簇还可被布置成簇中簇布置,其中每个单个簇的形状可为相同的或不同的并且与前面给出的另选方案组合。例如,圆形簇可被布置在圆形簇中,或圆形簇可被布置在椭圆形簇中,或条状簇可被布置在圆形簇中等。在簇中簇布置中,两个簇可在至少一种属性上不相同或可关于至少一种属性相同。在至少一种属性上不同的至少两个刷毛簇被布置在穿孔板中,该穿孔板包括前表面、后表面、厚度和一个或多个孔(优选多个孔),其中该一个或多个孔(优选多个孔)根据待生产的刷头或其部分的期望刷毛区分布在穿孔板中。[0033]下文将更详细地公开穿孔板。在一个实施方案中,穿孔板包括前表面、后表面、厚度和一个或多个孔(优选多个孔),其中孔可被分组为多于一个孔布置,其中多于一个孔布置可彼此相同或不同,优选关于孔的数量、孔的形状、孔的尺寸、孔之间的距离以及它们的组合为相同或不同的。这意味着穿孔板可包括多个孔布置,其中每个布置对应于待生产的刷头或其部分的期望刷毛区,优选为圆形或细长形式,更优选为手动牙刷的头部或用于电动牙刷的替换刷头的头部的形式。另选地,穿孔板可包括对应于期望刷毛区的仅一个孔布置。优选地,穿孔板包括相同的孔布置,更优选地,穿孔板包括4个相同的孔布置。此外,可将多于一个穿孔板(例如,两个穿孔板)组合成较大穿孔板。一种布置中的孔数可在1至60个孔、优选10至60个孔、更优选15至40个孔、更优选15至35个孔、更优选15至30个孔的范围内。一种布置中的相邻孔之间的距离在0.2mm至2.0mm的范围内、优选在0.4mm至1.8mm的范围内、更优选在0.5mm至1.2mm的范围内。一个穿孔板中的相邻布置之间的距离由设计和所使用的模制过程限定,该距离可为至少2mm,具体地在2mm至40mm的范围内。[0034]穿孔板中的孔的形状对应于应位于对应孔中的刷毛簇的形状。刷毛簇可以任何形式制造,其中形式可根据簇的功能、簇在刷毛区内的位置、清洁元件支架的形式和/或它们的组合进行适配。在将刷毛簇定位在穿孔板的孔中期间,刷毛簇适配孔的形状并且可在进一步处理步骤诸如熔合期间被固定成该形状。穿孔板的孔的合适形状为圆形、半圆形、镰形、椭圆形、细长形、成角度的,例如四边形、梯形、五边形、六边形、七边形、八边形或它们的混合。所有不同形状可彼此组合,例如半圆形形状可与四边形形状组合,或者梯形形状可与镰形形状组合。穿孔板的优选孔为圆形、卵形、半圆形、镰形、细长或成角度,更优选为圆形或卵形。[0035]此外或另选地,孔的尺寸取决于待集成的簇。因此,孔的尺寸可在约0.6mm2至约40mm2的范围内。用于圆形标准刷毛簇的孔的合适尺寸在0.6mm2至3mm2的范围内、优选在1.0mm2至2mm2的范围内、更优选为约1.5mm2。此外或另选地,穿孔板也可包括用于刷毛簇的孔,该刷毛簇具有多个标准刷毛簇的尺寸,具体地2至25个刷毛簇、更具体地2至15个刷毛簇、更具体地5至10个刷毛簇的尺寸。包括多于一个标准簇的尺寸的大簇的优选实施方案可为例如包括约5至15个刷毛簇的组合的块刷毛簇。因此,用于块簇的孔的优选范围可在约8mm2至约24mm2的范围内,更优选在约8mm2至约16mm2的范围内。[0036]要在如本文所公开的方法中使用的穿孔板可由耐受本文所公开的方法步骤并且可形成的任何合适材料制成。耐热材料是优选的,因为如本文所公开的穿孔板尤其用作模具的一部分。如本文所用,用于穿孔板的合适材料为任何耐热材料,具体地金属和金属合金(诸如钢,具体地不锈钢)、耐热塑料(具体地聚四氟乙烯(ptfe)或聚醚醚酮(peek))、陶瓷或它们的组合。穿孔板可通过允许形成高精度部件的任何方法来生产,诸如金属铸造(具体地铝铸造)、3d打印、玻璃化、脉冲电化学加工(pecm)、模制。取决于所使用的制造方法,穿孔板可为单个部件或包括若干部件部分的基部部件。例如,基部部件可由钢制成,包括用于插件的腔,包括如上所述的孔布置。此类布置允许仅通过改变孔布置来使用一个基部部件制造不同刷毛区。此外,需要具有高质量和高精度的孔布置可独立于基部部件来产生。[0037]在优选实施方案中,穿孔板可包括不平坦前表面,优选在孔布置的区域中包括不平坦前表面,更优选其中在孔布置的区域中的前表面为凸形表面。因此,一种布置的孔可位于穿孔板的不同水平处。例如,前表面可包括位于至少一种孔布置的区域中的突起部,或者前表面可包括位于每种孔布置的区域中的一个或多个突起部。在优选实施方案中,穿孔板的前表面中的该一个或多个突起部为中心突起部。所述中心突起部可包括属于一个刷毛簇布置的穿孔板的至少一个孔的区域和至多所有孔的区域。此外或另选地,该一个或多个突起部(具体地为中心突起部)可覆盖前表面的区域的至少10%、优选前表面的区域的至少15%、更优选前表面的至少20%。中心突起部可从前表面突起约0.2mm至约0.6mm,优选从前表面突起约0.3mm至约0.5mm,更优选从前表面突起约0.35mm至约0.45mm,并且甚至更优选中心突起部从前表面突起约0.4mm。[0038]根据如本文所公开的方法,如本文所公开的穿孔板包括用于刷毛簇生成的通孔,即只要板为厚的会生成孔并且刷毛簇可重新定位在孔内并且与穿孔板的前表面相距不同距离。此外,穿孔板还可包括盲孔,其中盲孔可用于弹性体清洁元件。[0039]穿孔板的合适厚度可在5mm至20mm、优选6mm至14mm的范围内。此外,穿孔板可包括多于一个层,具体地其中多于一个层可由不同材料组成。用于包括前表面的第一层的合适材料为耐热的并且允许形成高精度孔,诸如不锈钢。用于第二层的合适材料可不太耐热,诸如塑性材料。此外,穿孔板也可与止动件板组合。因此,穿孔板的后表面可与此类止动件板组合,其中止动件板可包括平坦表面或可包括在形式和形状上与孔布置相对应的突起部。止动件板可用于例如将刷毛簇正交地布置在孔中,具体地用于在不同过程步骤期间改变和/或重新定位穿孔板的孔中的刷毛簇的位置。[0040]根据如本文所公开的方法为不同的至少两个刷毛簇的至少一种属性选自刷毛簇的尺寸、刷毛簇的形式、刷毛簇在穿孔板中和/或在待生产的刷头的期望刷毛区中的位置、刷毛长丝的材料、刷毛长丝的颜色、刷毛长丝的直径和/或横截面、刷毛长丝的形状、刷毛长丝中存在的添加剂或它们的组合。[0041]如本文所用,术语“刷毛区”应当是指多于一个,优选多个刷毛簇的布置。由此,术语与布置的位置无关地使用,例如刷毛区可布置在穿孔板中、模具棒中、刷头的一部分中、刷头中或牙刷中。[0042]刷毛长丝可以为例如由塑性材料制成的单丝。用于刷毛长丝的合适塑性材料可为聚酰胺(pa),具体地尼龙、聚酰胺6.6、聚酰胺6.10或聚酰胺6.12、聚对苯二甲酸丁二醇酯(pbt)、聚对苯二甲酸乙二醇酯(pet)或它们的混合物。[0043]刷毛长丝的圆周可以是基本上圆形的,或者圆周可包括一个或多个凹部(诸如x带刷毛长丝)或者可沿着刷毛长丝的长轴改变。圆形刷毛长丝的直径可以在约4mil(0.1016mm)至约9mil(0,2286mm)的范围内,具体地在约4mil(0.1016mm)至约7mil(0.1778mm)的范围内,更具体地在约5mil(0.127mm)至约6mil(0.1524mm)的范围内,或者任何较窄并且落在上述较宽数值范围内的其它数值范围,就像这些较窄数值范围均在本文明确表述一样。[0044]此外,相对于具有如上所给出直径的标准刷毛长丝,在牙刷中使用超细刷毛长丝。超细刷毛长丝具有相比于标准刷毛长丝较小的直径并且可在正常刷牙期间表现得像牙线。超细刷毛长丝的直径可在约2mil(0.0508mm)至约4mil(0.1016mm)的范围内,或者任何较窄并且落在上述较宽数值范围内的其它数值范围,就像这些较窄数值范围均在本文明确表述一样。刷毛长丝直径的生产容差为10%。[0045]除具有基本上恒定直径的刷毛长丝之外,也可使用直径向端部减小的刷毛长丝。这些种类的渐缩刷毛长丝基于标准直径刷毛长丝,其端部化学地渐缩。合适的渐缩刷毛长丝由例如bbc(korea)提供。[0046]此外,可使用包括不规则直径,即包括至少一个凹部的刷毛长丝。如本文中所理解的,在刷毛长丝圆周、直径、横截面和/或体积中的“凹部”应意味着修改刷毛长丝体积的任何凹陷部、腔体、狭槽或其它几何凹部。在其圆周上具有至少一个凹部的刷毛长丝可具有沿着刷毛长丝的圆周的一个或多个凹部。包括至少一个凹部的刷毛长丝的合适示例为x形刷毛长丝。x形刷毛长丝具有四个凹部和两条反射对称线,每条反射对称线穿过彼此相对定位的两个凹部。此外,所有四个凹部可能是相同的。x形刷毛长丝的夹角可在约40°至约160°的范围内。[0047]刷毛长丝的长度取决于预期用途。通常,刷毛长丝可具有用于运输的任何合适的长度,诸如约1300mm,并且然后切割成期望长度的段。牙刷中的刷毛长丝的长度影响使刷毛长丝弯曲所需的弯曲力。因此,刷毛长丝的长度可用于实现刷头的刷毛区中的刷毛长丝的不同刚度。用于刷子(具体是牙刷)的刷毛长丝的典型长度可在约5mm至约20mm的范围内,具体地在约6mm至约15mm的范围内,更具体地在约7mm至约12mm的范围内,或者任何较窄并且落在上述较宽数值范围内的其它数值范围,就像这些较窄数值范围均在本文明确表述一样。[0048]此外,刷毛长丝材料可包括添加剂,诸如磨料、着色颜料、香料等,以便提供指示长丝。如本文所理解的“指示长丝”是随时间推移和/或使用而修改由此指示牙刷的状态的任何元件。例如,指示元件可随时间推移和/或使用而改变或磨损其颜色。在使用期间,材料外部上的着色慢慢消退来指示刷毛长丝被磨损的程度。用于刷毛簇的刷毛长丝的合适添加剂例如为紫外荧光(uv)增白剂、信号物质,诸如指示器着色颜料和/或研磨剂。例如,可添加研磨剂诸如高岭土和/或在外表面处着色刷毛长丝。[0049]将若干刷毛长丝分组以形成一个刷毛簇。如本文所用,术语“刷毛簇”应理解为任何形状、形式、尺寸和/或布置的预定义长度的刷毛长丝。可通过将单独刷毛长丝分组而产生的任何几何形状、形式或布置可形成刷毛簇。作为示例给出的标准形状为圆形刷毛簇、椭圆形刷毛簇、镰形刷毛簇、刷毛簇条、或它们的组合。用于形成一个刷毛簇的合适数量的长丝可在例如约10根至约80根长丝的范围内,或在约15根至约60根长丝的范围内,或在约20根至约50根长丝的范围内,或在任何较窄并且落在上述较宽数值范围内的其它数值范围内,就像这些较窄数值范围在本文明确表述一样。[0050]在将至少两个刷毛簇布置在穿孔板中之后,能源(具体地为热能源)被布置成与穿孔板的前表面相距预定距离,使得至少两个刷毛簇的端部和能源被布置成非接触的。此外,至少两个刷毛簇布置在熔合位置中,其中应被熔合的至少两个刷毛簇的端部布置在穿孔板中,与前表面相距不同的距离,从而导致刷毛簇端部与能源相距不同的距离,其中所述距离根据至少两个刷毛簇的至少一种属性来调整。由于所述不同距离,刷毛簇的端部将等同地熔融,虽然它们提供至少一种不同的属性。如本文所用,术语“等同地熔融”应当是指至少两个不同刷毛簇的熔合过程被标准化,使得在相同熔合时间内形成类似形式和形状的熔合球。[0051]在将至少两个刷毛簇布置在熔合位置能量中之后,具体地将热能从能源供应到至少两个刷毛簇的端部,直到熔合球在至少两个刷毛簇的端部处形成。[0052]一个刷毛簇的刷毛长丝在一个端部处彼此连接并且形成熔合球。如本文所用,术语“熔合球”应被理解为在熔合过程之后连接一个刷毛簇的刷毛长丝的熔融长丝材料。熔合球可具有任何形状或形式,包括但不限于平面、具有凹陷部的平面、具有凹形表面的平面、具有凸形表面的平面、蘑菇头、圆顶形头部或它们的组合。熔合球的尺寸基于要满足的要求。两个主要要求是确保簇牢固地连接到刷头中(簇保持),并且根据政府法规将单独长丝彼此牢固地组合(长丝保持)。[0053]现在将更详细地描述在熔合过程期间的熔合球的形成。如本文所用,术语“熔合过程”应当被理解为将能量(具体地为热能)从能源施加到至少一个刷毛簇的端部以便在所述刷毛簇端部处形成熔合球的整个过程。非限制性的示例性熔合过程开始于向所述至少一个刷毛簇的待熔合端部施加能量。由此,刷毛长丝的端部软化,由此位于刷毛簇轮廓处的刷毛长丝的刷毛长丝端部比位于刷毛簇中间的刷毛长丝的刷毛长丝端部更快地软化。不受理论的限制,据信位于刷毛簇中间的刷毛长丝被位于刷毛簇外部的刷毛长丝屏蔽以免受到由能源施加的能量。在软化之后,刷毛长丝材料熔融并且开始沿着刷毛长丝流动。由此,一个刷毛簇的刷毛长丝之间的自由空间填充有熔融材料。此外,熔融材料在刷毛簇的轮廓处向下流动并且在刷毛簇端部处的刷毛簇的轮廓增加,使得突起由刷毛簇端部处的熔合球形成。在该阶段,熔合球的形式可被描述为具有中心凹陷部的平面或凹形平面。如果施加更多热能,则更多的刷毛簇材料熔融并且与已经形成的熔合球组合。由此,熔合球的形式改变并且熔融材料在刷毛簇端部处积聚,从而形成凸形平面。如果施加更多热能,则之前向下流动在轮廓处的材料也将积聚在刷毛簇端部的顶部处,并且蘑菇头或圆顶形熔合球将最终被构建。熔合过程可在任何时间中断,具体地,在熔合球的形式和形状满足刷毛簇的进一步使用的要求时中断。如本文所述的熔合过程可以包括刷毛簇的穿孔板的水平或竖直布置来执行。竖直布置可能是优选的,因为在熔合过程期间可能产生的蒸气或蒸汽能够移开并且不会积聚在能源的表面处。此外,能源在熔合过程期间不变形。[0054]根据本公开,优选的是熔合至少直到刷毛簇端部充分熔融。如本文所用,术语“充分熔融”应理解为向刷毛长丝端部施加能量(优选热能),直到刷毛长丝的材料软化并熔融,并且熔融材料形成如上定义的任何种类的熔合球。[0055]根据本发明的熔合球的优选形式为平面、具有凹陷部的平面、具体地具有中心凹陷部的平面、凹面平面、略微凸形平面、凸形平面或它们的组合。优选地,熔合球具有平面的形式。由此,平面的几何轮廓由刷毛簇的几何轮廓限定,该刷毛簇的几何轮廓由穿孔板中的孔的几何形状和形式限定和固定。例如,圆形刷毛簇将形成盘形平面,椭圆形刷毛簇将形成椭圆形平面,镰形刷毛簇将形成镰形平面,并且刷毛簇条将形成以条形式的平面。[0056]此外,平面的优选轮廓大于刷毛簇的轮廓,使得熔合球在刷毛簇端部处形成突起。具体地,刷毛簇的熔合球的轮廓与刷毛簇的轮廓的比率为至少1.05∶1、优选至少1.1∶1、更优选至少1.2∶1、更优选至少1.3∶1。在后续过程中,诸如刷头或其一部分的模制,所述突起将形成底切以使得刷毛簇与刷头或其部分牢固地连接。[0057]刷毛簇的与熔合球相对的端部表示旨在清洁牙齿的端部。旨在用于清洁的刷毛的端部可以切成特殊的轮廓,可以为渐缩的,可以为端部圆形的并且可以是抛光的,以便提供安全和舒适的刷毛簇,其不会伤害口腔中的软组织。[0058]根据如本文所公开的方法,能源(具体地为热能源)和待熔合的刷毛簇端部之间的距离根据刷毛簇的属性进行调整,诸如刷毛簇的尺寸、刷毛簇的形式、刷毛簇在穿孔板中和/或在待生产的刷头的期望刷毛区中的位置、刷毛长丝的材料、刷毛长丝的横截面和/或直径、刷毛长丝的形状、刷毛长丝的颜色、刷毛长丝中存在的添加剂或它们的组合。所有这些属性影响能量摄取,具体地影响刷毛簇的热能摄取,并且因此影响每个刷毛簇的熔合过程。因此,刷毛簇端部被布置成与能源相距不同的距离以便再次标准化熔合过程。[0059]从能源(例如,热能源)到穿孔板的前表面的合适距离在0.5mm至1mm的范围内,优选在0.5mm至4mm的范围内。刷毛簇从穿孔板突起,并且刷毛簇从穿孔板突起得越多,待熔合的刷毛簇端部和能源之间的距离就越小。[0060]如本文所公开,属性影响刷毛簇的熔融和熔合球的形成。例如,刷毛簇在穿孔板中和/或在待生产的刷头的期望刷毛区中的位置影响熔合过程。不受理论的约束,据信布置在刷毛区的周边处的刷毛簇屏蔽了布置在刷毛区的中间的刷毛簇。围绕对象刷毛簇布置的刷毛簇越多,则屏蔽的热能就越多。因此,如果刷毛区的所有刷毛簇应当同时被熔合并且熔合球应当为类似的,优选基本上相同地形成,则可通过减小刷毛簇端部和能源之间的距离来均衡屏蔽效应。例如,当多个刷毛簇布置在穿孔板中时,在熔合位置中,能源与布置在多个刷毛簇中间的刷毛簇的刷毛簇端部之间的距离短于能源与布置在多个刷毛簇周边中的刷毛簇的刷毛簇端部之间的距离,优选地,能源与布置在多个刷毛簇中的最中心的刷毛簇的刷毛簇端部之间的距离是最短的。[0061]关于刷毛簇的尺寸或刷毛簇的形式也显现出类似的效果。在较大刷毛簇中,在熔合过程期间屏蔽中心长丝以免于能量。所述效应还受刷毛簇形式的影响,因为圆形刷毛簇的屏蔽效应大于细长条形刷毛簇的屏蔽效应。不受理论的约束,据信在熔合球形成期间在平面中形成中心凹陷部是基于外部刷毛长丝对内部刷毛长丝的屏蔽。因此,与较小刷毛簇和/或具有较小横截面的刷毛簇相比,较大刷毛簇和/或具有较大横截面的刷毛簇被布置成与能源相距更小距离。根据如本文所公开的方法,在熔合位置中,能源与刷毛簇的刷毛簇端部之间的距离随着刷毛簇的横截面的增加而减小。[0062]此外或另选地,熔合过程也受到刷毛长丝的属性的影响,诸如刷毛长丝的材料、直径、横截面、形状、颜色或刷毛长丝中的另外添加剂的存在。例如,在熔合位置中,能源(具体地热能源)与刷毛簇端部之间的距离根据刷毛簇的材料进行调整,其中优选地,针对包括由聚酰胺(pa)具体地尼龙、聚酰胺6.6、聚酰胺6.10、或聚酰胺6.12制成的刷毛长丝的刷毛簇的距离大于针对包括由聚对苯二甲酸丁二醇酯(pbt)或聚对苯二甲酸乙二醇酯(pet)制成的长丝的刷毛簇的距离。[0063]此外或另选地,熔合过程也略微受到刷毛长丝的颜色的影响。例如,可选择能源与包括绿色刷毛长丝的刷毛簇的刷毛簇端部之间的距离,使得该距离大于能源与包括任何其它颜色的长丝的刷毛簇的刷毛簇端部之间的距离。[0064]此外或另选地,熔合过程也可受到刷毛长丝的尺寸的影响,具体地受到刷毛长丝的直径和/或横截面的影响。不受理论的约束,据信例如较小刷毛长丝比较大刷毛长丝更快地熔融,和/或x形刷毛长丝比圆形长丝更快地熔融。例如,根据如本文所公开的方法,在熔合位置中,能源(具体地为热能源)与包括具有更小直径和/或横截面的刷毛长丝的刷毛簇的刷毛簇端部之间的距离可大于能源与包括具有较大直径和/或横截面的刷毛长丝的刷毛簇的刷毛簇端部之间的距离,优选其中距离可随着增加刷毛长丝直径和/或横截面而减少,更优选其中所述距离可从约2mil(0.0508mm)到约9mil(0,2286mm)的刷毛长丝直径减小。此外或另选地,在熔合位置中,能源与包括具有x形直径的刷毛长丝的刷毛簇的刷毛簇端部之间的距离可大于能源与包括具有圆形直径的刷毛长丝的刷毛簇的刷毛簇端部之间的距离。[0065]可影响熔合过程并因此可影响刷毛簇的熔合位置的另一种属性是在刷毛长丝中存在或不存在添加剂。添加剂可通过使用过程吸收或反射热能来使熔合过程减速和/或加速。例如,在熔合位置中,能源(例如,热能源)与包括含有添加剂(例如,粘土或二氧化钛)的刷毛长丝的刷毛簇端部之间的距离短于能源与包括不含所述添加剂的长丝的刷毛簇的刷毛簇端部之间的距离。[0066]如上文所公开的刷毛簇和刷毛长丝的所有属性的影响可彼此补偿或可彼此增强。例如,位于刷毛区中间的具有较小横截面的刷毛簇可经历与位于刷毛区外部的具有较大横截面的刷毛簇类似的熔合过程。因此,根据如本文所公开的方法,通过调整所述刷毛簇的端部到能源的距离来考虑刷毛簇的所有属性。优选地,一些属性的影响被评估为大于其它属性的影响。在如本文所公开的方法的优选实施方案中,刷毛簇端部与能源(例如,热能源)之间的距离根据刷毛簇的尺寸和/或横截面、刷毛簇在刷毛区中的位置或它们的组合进行调整,更优选刷毛簇端部与能源(例如,热能源)之间的距离根据刷毛簇在刷毛区中的位置进行调整。[0067]能够产生所需量的能量的任何合适能源可用于如本文所公开的熔合过程。例如,可使用热能源,热能源为加热器,优选为对流型加热器、热辐射型加热器、红外线辐射灯等。另选地,加热器可为加热板,更优选地,其中加热板至少部分地由导电材料制成以用于在电流流过导电材料时发射热辐射。合适的加热源例如在wo2015/094991a1中公开,该专利以引用方式并入本文。例如,热能源可包括加热板,该加热板至少部分地由导电材料制成以用于在电流流过导电材料时发射热辐射。所述加热板可被结构化成使得形成各自包括导电材料的至少两个加热区段,该至少两个加热区段由被布置用于至少发射比加热区段更少的热辐射的至少一个分离区段彼此分离,并且每个加热区段在加热板的加热侧上具有加热表面,其中加热表面中的每一者具有在约0.25mm2至约250mm2之间的范围内的面积,具体地其中加热表面中的至少一者具有低于100mm2的面积。[0068]加热表面可被加热至热辐射足以熔融在发射方向上以特定距离设置的刷毛簇端部的程度。在熔合过程期间,刷毛簇端部和加热表面之间的距离可在约0.05mm至约5mm的范围内,优选在约0.1mm至约2mm的范围内,并且根据如本文所公开的刷毛簇的属性来进行调整。加热表面的温度可在约500摄氏度至约800摄氏度的范围内,并且在熔合期间,来自热能源的热能的施加时间可在1秒至15秒、优选2秒至12秒、更优选3秒至10秒、更优选4秒至8秒、更优选5秒至7秒的范围内。合适的热能流(φ)是从热能源到位于穿孔板中的至少两个刷毛簇端部,其中以辐射率0,88测量的以℃计的温度在500℃至1000℃、优选600℃至900℃、更优选650℃至850℃的范围内。[0069]加热板的加热区段的加热表面可由导电材料制成,该导电材料的电阻比形成至少部分地邻接该加热区段的至少一个分离区段的导电材料的电阻更高。例如,这可以是在加热区段的位置处的导电材料层,该导电材料层比至少部分地形成分离区段的导电材料的层厚度更薄,和/或这可以是用于实现加热区段的与至少部分地形成分离区域的导电材料相比更高电阻率的导电材料。当足够的电流流过加热区段(即电流通常高达200安培)时,将发出足够的热辐射。形成加热区段的导电材料的层厚度可为例如约或低于1.0mm,具体地低于900μm、低于800μm、低于700μm、低于600μm、低于500μm、低于400μm、低于300μm、低于200μm、或低于100μm,优选在250μm至750μm的范围内或在约400μm至约600μm的范围内。分离区段中的导电材料的层厚度可高于1.0mm,具体地高于1.5mm、高于2.0mm、高于3.0mm、高于4.0mm、高于5.0mm、或高于10mm。[0070]作为加热区段,加热板的结构化部分在本文中被理解为包括导电材料,该结构化部分在加热板的加热侧上具有加热表面,该加热表面趋于与至少部分地邻接相应的至少两个加热区段的分离区段的表面区域相比发射更高量的热辐射,具体地,因为加热区段包括的导电材料具有比加热板的相邻(即,邻接)区域中的导电材料更高的电阻,或者因为加热区段嵌入隔离材料中。[0071]电气电阻率p(也称为电阻率、比电阻或体积电阻率)量化给定材料对抗电流的流动的强度。低电阻率指示容易允许电荷移动的材料。例如,18%铬/8%镍的奥氏体不锈钢的电阻率为ρsteel=6.9.10-7ωm,铜的电阻率为ρcopper=l.68·10-8ωm,pet(聚对苯二甲酸乙二醇酯)的的电阻率为ρpet=1.0·1021ωm(所有值均针对20℃的温度给出)。电阻率为材料属性。具有长度l以及抵抗在长度方向上介于其两个端部之间的电流流动的横截面积a的电阻材料件的电阻r由r=ρ·l/a给出。因此,给定长度的均匀材料件的电阻可通过减小其横截面积来增加,如通常所知的那样。[0072]完美隔离器材料不存在,然而,“导电材料”应意指电阻率低于ρ=1.0ωm(具体地,该极限可设定为低于ρ=1.0·10-1ωm)的材料,并且“隔离材料”应意指电阻率高于ρ=1.0ωm(具体地,该极限可设定为高于ρ=1.0·103ωm)的材料。诸如钢、铜、银、金、铁和金属合金等的金属(允许自由电子流动)是良好的导电材料。其它导电材料包括无定形碳、诸如ito的导电陶瓷和诸如pedot:pss的导电聚合物。在本公开的范围内特别合适的导电材料是在约500摄氏度至约800摄氏度的上述温度下热稳定的那些导体。[0073]在本公开的含义内,许多金属诸如钢、铜、铝、银、许多金属合金(包括铁基合金或铜基合金诸如黄铜、青铜或铍铜(astm b194、b196、b197)等)是热稳定的(即不显著变形或熔融或以其它方式降解,使得材料可用于工业上合理的时间段)。良好隔离器材料为玻璃、纸材、干木材、特氟隆、pet、硬橡胶、橡胶状聚合物、隔离陶瓷诸如氧化铝或硬脂酸盐以及许多塑料等。[0074]电流通过导体通过称为电阻加热(或欧姆加热或焦耳加热)的过程来释放热能。所述电阻加热导致发射由长丝的端部以足够量吸收的热辐射(具体地红外线辐射),使得刷毛簇的暴露端部的热塑性材料熔融并且熔融材料形成熔合球结构,如前文已经详细讨论的。如本文所公开的刷毛簇端部的熔合可水平地执行(即,簇被布置成基本上平行于地球重力方向),但也可竖直地执行(即,其中簇基本上相对于地球重力方向倾斜,具体地其中簇被布置成基本上垂直于地球重力方向)。如果所施加的热能适于如本文所公开的刷毛簇的单独属性,则竖直熔合将是尤其可能的。熔融刷毛簇端部非常快地熔融并且当热辐射源移开时也非常快地固化,以便基本上不生成滴落塑料熔体的“鼻状部”。施加比形成熔合球所需的热能更多的热能的熔合技术加热例如整个环境,使得几乎不能避免在竖直熔合期间至少生成所述鼻状部。由于如本文所公开的刷毛簇端部的限定加热,熔融的材料的体积小于正常熔合过程中的体积,并且熔融材料的表面张力因此更高并且有效地减小鼻状部或甚至滴落材料的生成。此外,可通过使用不同的加热区段来进一步在成本上优化加热过程,使得加热表面在设备的操作期间选择性地发射不同量的热辐射。每个加热区段的加热表面的面积可在约0.25mm2至约250mm2的范围内,具体地在约0.5mm2至约100mm2的范围内,其中进一步具体地上限可更小,诸如约90mm2、80mm2、70mm2、60mm2、50mm2、40mm2、30mm2、20mm2、10mm2、5mm2、4mm2、3mm2、或2mm2。如在许多当今牙刷中使用的典型圆柱形簇的直径可在介于约0.5mm至约2.5mm之间的范围内、具体地在介于约1.0mm至约2.0mm之间的范围内、进一步具体地在介于约1.3mm至约1.8mm之间的范围内。例如,具有1mm直径的圆形簇具有约0.785mm2的面积。一些牙刷包括大尺寸单簇,诸如oral-b 牙刷,该牙刷在其最前端部处具有面积为约28mm2(则可认为30mm2是适当的上限)的大尺寸单刷毛簇。显然的是,可设想甚至更大的单刷毛簇(则可认为50mm2为适当的上限)。单独刷毛簇各自被布置成彼此相距一定距离,否则它们将形成具有密集布置的长丝的单簇。刷毛簇被布置成具有一定距离以允许最终牙刷的自由长丝端部在以抵靠牙齿表面被施加力时移动。牙刷的簇区的相邻簇之间的典型距离可在约0.2mm至约5.0mm的范围内,具体地在约0.5mm至约2.0mm的范围内。在一些当今牙刷中,采用约0.8mm至约1.6mm的相邻簇之间的距离。[0075]加热表面的较高热发射可通过加热表面上的与由分离区段的导电材料制成的邻接表面上的平均轮廓粗糙度ra不同的平均轮廓粗糙度ra来实现。加热表面的平均轮廓粗糙度的典型值为ra≥20μm,具体地ra≥25μm(可采用ra≤200μm,具体地ra≤200μm,并且进一步具体地ra≤50μm的上限)。分离区段的表面的平均轮廓粗糙度的典型值为ra≤10μm、具体地ra≤5μm、进一步具体地ra≤2.0μm。典型抛光表面具有ra≤1.0μm的平均轮廓粗糙度(其中精磨导致ra≤0.2μm的平均轮廓粗糙度)。[0076]加热表面可以是非平坦表面,例如,可凹形地形成,使得热辐射将比平坦加热表面更聚焦。一般来讲,加热板可由烧结材料制成、具体地由激光烧结材料制成,具体地由导电材料制成,尽管加热板也可包括隔离材料。[0077]在形成熔合球之后,至少两个刷毛簇被转移到后续过程位置,其中在后续过程位置中至少一个刷毛簇的熔合球的底部边缘到穿孔板的前表面的距离不同于在熔合位置中所述刷毛簇的所述熔合球的底部边缘到穿孔板的前表面的距离,其中后续过程位置可为例如模制位置。优选地,在熔合位置中的熔合球的底部边缘与至少一个刷毛簇的穿孔板的前表面之间的距离大于或短于(优选大于)在后续过程位置中的熔合球的底部边缘与所述至少一个刷毛簇的穿孔板的前表面之间的距离。如本文所用,术语“熔合球的底部边缘”应被理解为刷毛簇中的刷毛长丝处的位置,其中由能量,具体地在熔合过程(即刷毛长丝的材料的软化或熔融)期间施加的热能引起的刷毛长丝材料的修正结束。[0078]这意味着在熔合过程之后,刷毛簇在穿孔板中的位置可被再次修正,其中刷毛簇的位置根据后续过程的要求进行调整。例如,在熔合位置中的熔合球的底部边缘与至少一个刷毛簇的穿孔板的前表面之间的距离大于或短于在后续过程位置中的所述熔合球的底部边缘与所述至少一个刷毛簇的穿孔板的前表面之间的距离。例如,后续过程可为熔合球的包覆成型以至少部分地形成刷头。如果根据模制过程来调整后续过程位置,则熔合球的底部边缘与穿孔板的前表面之间的较大距离可为有利的,以便使更多的材料围绕熔合球流动并且将刷毛簇更紧密地固定在待形成的刷头中。此外或另选地,熔合球的底部边缘与穿孔板的前表面之间的较小距离可为有利的,以便产生小刷头和/或生成熔合球上方的刷头中的自由空间。可能需要所述自由空间以包括刷头的其它特征,诸如弹性体清洁元件、或电动牙刷的刷头所需的传动或联接元件。在模制位置中的至少两个刷毛簇的刷毛簇端部的底部边缘和穿孔板的前表面之间的合适距离在0.2至3mm、优选0.3至2.5mm、更优选0.4至2mm、更优选0.5至1.5mm、更优选0.6至1.2mm的范围内。[0079]将弹性体清洁元件设置到穿孔板中的其它后续过程步骤(诸如审查或检查步骤和/或模制步骤)可任选地包括在如本文所公开的方法中。合适的审查或检查步骤可包括检查和确认穿孔板的单独孔中的长丝的正确数量、直径和/或颜色;检查和确认刷毛簇和/或弹性体元件在穿孔板的孔中的正确位置;检查刷毛簇的熔合球的存在和质量,和/或它们的组合。熔合球的质量检查可包括将熔合球从穿孔板移位以便通过俯视、仰视和侧视来目视检查熔合球,从而用于检查熔合球的形式和尺寸以及是否完全包括所有长丝。最后,刷毛簇布置在模制位置,其中熔合球的底部边缘与穿孔板的前表面之间的距离根据后续模制过程的要求进行调整,其中根据如本文所公开的方法,至少一个刷毛簇的所述模制位置不同于所述刷毛簇的熔合位置。[0080]在刷毛簇被布置在模制位置中之后,至少两个刷毛簇的熔合球被用塑性材料包覆成型,由此形成刷头或其部分。因此,形成模具,其中穿孔板形成模具的一部分。模具被形成为使得熔合球位于由模具形成的中空部分中而不与模具的任何内表面接触,使得熔合球可在刷头或其部分形成时嵌入待完全注入的材料中。用于形成刷头或其部分的合适材料为硬塑性材料。如本文所理解的“硬质塑料”材料的肖氏d硬度可以在约30至约90的范围内,具体是在约40至约80的范围内,更具体地在约50至约80的范围内,甚至更具体地在约65至约75的范围内。可用作硬质塑性材料的合适材料可以是例如聚丙烯(pp)、聚乙烯(pe)、聚甲醛(pom)、聚对苯二甲酸乙二醇酯(pet)、聚酰胺(pa)、或者包括聚丙烯(pp)、聚乙烯(pe)、聚甲醛(pom)、聚对苯二甲酸乙二醇酯(pet)或聚酰胺(pa)的共混物或混合物。[0081]刷头可包括另外元件,诸如化学品释放元件或弹性体元件。如本文所理解的“化学品释放元件”是在使用期间与水和/或唾液接触和/或在刷牙期间受刷毛长丝机械影响之后释放化学物质的任何元件。合适的化学品释放元件是例如填充有或包括化学活性物质的垫或贮存器。可以释放的合适的化学活性物质可以是例如抗敏化学品、止痛化学品、创伤愈合化学品、抗炎化学品、调味部件、抗牙垢化学品、美白化学品、抗菌剂、抗腐蚀化学品或者它们的混合物。[0082]如本文所理解,“弹性体元件”为不是刷毛长丝或刷毛簇的任何清洁元件。弹性体元件可例如由软质塑性材料形成。如本文所理解的“软质塑料”材料的肖氏a硬度可以在约10至约80的范围内,具体是在约20至约70的范围内,更具体地在约30至约60、甚至更具体地在约30至约40的范围内。软质塑性材料的肖氏a硬度适于用于弹性体元件的几何形状。与较厚元件相比,较薄几何元件可由具有更大肖氏a硬度的材料制成,反之亦然。软质塑性材料的选择还取决于所形成的元件的长度。原则上,较长的几何元件与较短的元件相比可以由具有更大的肖氏a硬度的软质塑性材料制成。可以用作软质塑性材料的合适材料可以是例如橡胶、热塑性弹性体(tpe)、聚乙烯(pe)、聚丙烯(pp)、聚甲醛(pom)或者它们的共混物或混合物。表现出弹性体属性的材料、诸如tpe优选用作本文的软质塑性材料。软质塑性材料可以具有任何几何形式,例如凸结、销、翅片、壁、棒、槽、弯曲件、圆形件、薄片、纹理化元件、抛光元件诸如例如抛光杯、或刮舌元件或者它们的组合。[0083]弹性体元件可在刷毛簇之前生产和/或可与刷毛簇一起提供,并且可通过用于形成刷头或其一部分的材料包覆成型。此外或另选地,刷头或其部分可包括孔,该孔在后续过程步骤中填充有弹性体材料以便形成弹性体元件。优选地,包括在刷毛区中的弹性体元件在刷毛簇之前和/或与刷毛簇一起被生产和/或提供。此外或另选地,定位在刷头的轮廓处和/或背面的弹性体元件(例如,旨在清洁齿龈线或舌的元件)优选在刷毛区之后被生产和/或提供。独立于所使用的过程步骤,在弹性体元件和刷头之间建立物理连接。牙刷可以是例如手动牙刷或用于电动牙刷的替换刷子,该电动牙刷包括如本文所公开的提供一个或多个清洁元件的刷头、柄部和将刷头和柄部彼此连接的颈部,其中该一个或多个清洁元件可包括一个或多个弹性体元件和一个或多个刷毛簇。本文公开的方法允许高度设计灵活性并且使得非刷毛簇清洁元件的处理像刷毛簇清洁元件一样容易。弹性体元件的处理通常是具有挑战性的,这是由于弹性体元件难以抓握、可受到静电力的强烈影响并且由于其弹性体属性而难以处理的事实。如果弹性体元件直接形成在穿孔板中,则这些处理问题减少。通过本文公开的方法,以类似方式处理刷毛簇清洁元件和弹性体元件,由此使牙刷制造更有效。此外或另选地,本方法还可容易地处理高级长丝类型,诸如在锚无关制造技术中化学或机械上渐缩的超薄长丝。[0084]在预期的清洁元件全部放置在穿孔板中之后,形成模具腔,该模具腔包括作为第一半模的穿孔板和至少一个第二半模。然后将形成刷头或其一部分的塑性材料注入模具腔中。由此,该一个或多个刷毛簇的熔合球和任选的弹性体元件通过熔融塑性材料来包覆成型。由此,熔合球嵌入塑性材料中并且形成底切,使得刷毛簇被固定抵抗拉力。例如,清洁元件支架的熔融材料可以围绕刷毛簇的簇端部流动,从而形成小球或板,或者弹性体元件的任何几何突起部可嵌入形成刷头或其一部分的熔融材料中。优选地,由熔融材料形成的部分为清洁元件支架。清洁元件支架包括前表面、后表面和厚度,其中清洁元件支架至少足够厚以将该一个或多个熔合球完全嵌入在清洁元件支架中。清洁元件支架的合适厚度可在约2.0mm至4.0mm的范围内、优选在2.2mm至4.0mm的范围内、更优选在2.5mm至3.5mm的范围内。刷毛长丝从清洁元件支架的前表面突起,并且至少两个熔合球优选位于清洁元件支架中的不同水平处。清洁元件支架可由任何合适的塑性材料制成,具体地由可以熔融状态处理的任何塑性材料制成。合适的材料包括聚乙烯(pe)、聚丙烯(pp)、聚甲醛(pom)、热塑性弹性体(tpe)或它们的共混物或混合物,其中不同材料表现出不同的优点并且被相应地选择。例如,聚甲醛为较硬材料,其在使用期间表现出较高抗性,但在注射模制期间较难以处理;相比之下,聚丙烯不太硬且不耐久,但也不太昂贵且在注射模制期间较易于处理。在本发明中,清洁元件支架的材料优选由聚丙烯制成。[0085]清洁元件支架还可包括位于后表面的周边处的边缘。这意味着,清洁元件支架还可包括后表面中的中心凹陷部,优选在0.1mm至3mm的范围内、更优选在0.5mm至2.5mm的范围内、更优选在1mm至2mm的范围内、更优选在1.5至1.8mm的范围内的中心凹陷部。中心凹陷部可覆盖后表面的面积的至少70%、优选后表面的面积的至少80%、更优选后表面的面积的至少85%、更优选后表面的面积的至少90%、更优选后表面的面积的90%至98%。例如,驱动部分可位于第一中心凹陷部中。此外,清洁元件支架还可包括后表面中的第二中心凹陷部,其中任选的第二中心凹陷部优选在0.1mm至2mm的范围内、更优选在0.1mm至1.6mm的范围内、更优选在0.2mm至0.8mm的范围内。第二凹陷部(具体地为第二中心凹陷部)可覆盖第一凹陷部的面积的至少30%、优选第一凹陷部的面积的至少40%、更优选第一凹陷部的面积的40%至50%。例如,用于软塑性清洁元件的分配通道或软塑性材料层可位于第二中心凹陷部中。[0086]此外或另选地,覆盖件可位于边缘的内部并且可覆盖清洁元件支架的凹陷部,其中覆盖件的表面优选与清洁元件支架的边缘形成平面表面。覆盖件可单独生产或可例如通过注射模制直接成形到清洁元件支架上。例如,覆盖件的材料可包括聚乙烯(pe)、聚丙烯(pp)、聚甲醛(pom)、热塑性弹性体(tpe)或它们的共混物或混合物。材料可为熔融的并且可被直接注入到清洁元件支架上。优选地,覆盖件的材料可与用于清洁元件支架的材料相同。如果两种材料均相同,则实现了在清洁元件支架和覆盖件之间的最佳粘结。优选地,聚丙烯(pp)用作覆盖件的材料。在另选的优选实施方案中,弹性体清洁元件和覆盖件由相同的材料制成,具体地由热塑性弹性体(tpe)制成。覆盖件的材料的颜色可与清洁元件支架的材料的颜色相同或不同。[0087]此外或另选地,清洁元件支架可包括适合于接纳一个或多个弹性体元件的一个或多个狭槽。狭槽可具有任何几何形式和形状,并且该一个或多个狭槽的形式和形状可根据弹性体元件的形式和形状来进行调整。如果更多弹性体元件被包括在清洁元件支架中,则弹性体元件在形式和形状上可彼此相同或可不同。如果将由相同材料制成的更多弹性体元件包括在清洁元件支架中,则清洁元件支架的后表面可包括分配通道,该分配通道将该一个或多个狭槽彼此连接以使得弹性体材料可被分配在清洁元件支架上并且所有弹性体元件均可在一个过程步骤中生产。这意味着弹性体元件经由位于分配通道中的弹性体材料彼此连接。相比之下,不同的弹性体元件可彼此独立地生产。可用于弹性体元件的合适材料包括橡胶、热塑性弹性体(tpe)、或它们的混合物的共混物,优选使用热塑性弹性体(tpe)材料。[0088]包括刷毛簇和任选的弹性体元件的清洁元件支架表示中心部分,即牙刷头部的清洁部分。清洁元件支架可被包括在用于电动牙刷的替换刷头的牙刷头部中,或者可被包括在手动牙刷的牙刷头部中。例如,清洁元件支架可被放置到模具中并且可通过熔融塑性材料来包覆成型,由此形成牙刷、用于电动牙刷的替换刷头或其一部分。这意味着,刷头,具体地牙刷头部或其部分,以及优选通过如本文所公开的方法生产的包括所述刷头或其部分的牙刷可用于制造任何种类的手动牙刷或任何种类的电动牙刷的替换刷子。因此,本公开还提供了一种刷子,具体地包括如本文所公开的提供清洁元件的清洁元件支架的牙刷。[0089]以下将给出几个示例性实施方案的详细描述。应当注意的是,本公开中所述的所有特征,无论它们公开于前面描述的比较普遍的实施方案中还是公开于下面描述的设备或方法的示例性实施方案中,甚至它们可描述于具体实施方案的上下文中,当然是指公开为可与所有其它所公开的特征组合的各个特征,只要这将不与本公开的宗旨和范围相矛盾。具体地,对于设备或其一部分中的任一个所公开的或与方法一起公开的所有特征还可与该设备的其它部分或其一部分(如果适用的话)组合和/或被施加至该设备的其它部分或其一部分,反之亦然。[0090]图1a示出了清洁元件支架30的示例性实施方案。清洁元件支架30包括前表面31、后表面32和厚度t。如本文所公开的清洁元件支架30的合适厚度在2.5mm至3.5mm的范围内。图1所示的清洁元件支架30为盘,但非圆形形状也是可能的。清洁元件支架30包括至少一个突起部37,其中突起部37居中地位于前表面31处。中心突起部37覆盖整个前表面31的至少10%,优选覆盖整个前表面31的15%,更优选覆盖整个前表面的20%。以整个前表面31的%计的中心突起部37的尺寸取决于簇设计。中心突起部37从前表面31突起约0.4mm。中心突起部37优选终止于两个簇之间,但在某些实施方案中,中心突起部37也可终止于一个或多个簇内。[0091]图1b示出了包括前表面31、后表面32和厚度t的清洁元件支架30的另一个示例性实施方案。如本文所公开的清洁元件支架30的合适厚度在2.5mm至3.5mm的范围内。清洁元件支架30包括居中地位于前表面31处的至少一个突起部37,以及后表面32处的中心凹陷部。中心凹陷部35覆盖后表面32的至少70%以使得在周边中形成边缘34。边缘34可为约0.6mm至1.2mm厚,但较小边缘也是可能的,只要形成在制造过程中稳定的边缘即可。中心突起部37覆盖整个前表面31的至少10%,优选覆盖整个前表面31的15%,更优选覆盖整个前表面的20%。[0092]图1c示出了刷头的部分10的示例性实施方案。侧视图中示出的部分10包括具有前表面31和后表面32的清洁元件支架30以及若干刷毛簇20。可看到七个刷毛簇20,其中每个刷毛簇20包括若干长丝22。刷毛簇20从清洁元件支架30的前表面31突起,并且旨在用于清洁的长丝22的端部26为端部圆形的以便确保节省使用。在长丝22的相对端部处形成熔合球(未示出),该熔合球嵌入清洁元件支架30中。刷头的部分10还包括由热塑性弹性体(tpe)制成的两个弹性体清洁元件40。[0093]图1d示出了刷头的部分10的另一个示例性实施方案的截面图,该刷头包括清洁元件支架30与形成刷毛区28的若干刷毛簇20。示出了三种不同类型的刷毛簇20(20a、20b、20c),这些刷毛簇可在单独长丝的数量、颜色、长度和/或材料方面不同。刷毛簇20c为簇中簇实施方案,其中内部中心簇从周边簇突起。清洁元件支架30包括居中地位于前表面31处的至少一个突起部37,以及后表面32处的中心凹陷部。刷毛簇20从清洁元件支架30的前表面31突起,并且旨在用于清洁的形成刷毛簇20的长丝的端部26为端部圆形的以便确保节省使用。在刷毛簇20的相对端部处形成熔合球24,该熔合球牢固地嵌入清洁元件支架30中。清洁元件支架30的后表面32包括中心凹陷部35,其中中心凹陷部35覆盖后表面32的至少70%以使得在周边中形成边缘34。边缘34可为约0.6mm厚,但较小边缘也是可能的,只要形成在制造过程中稳定的边缘即可。前表面31包括中心突起部37,其中由突起部37覆盖的清洁元件支架的面积小于由凹陷部35覆盖的清洁元件支架的面积,使得突起部37不可被刷头的用户识别。突起部37可覆盖前表面31的至少10%并且可有助于局部地增加清洁元件支架30的厚度t。清洁元件支架30在周边中的标准厚度t在2.5mm至3.5mm的范围内,其中中心凹陷部35可将厚度减少约1.5mm。因此,可能有利的是通过前表面31处的突起部37再次增加厚度t。通过突起部37的厚度t的增加可为约0.4mm,并且可有助于将刷毛簇20牢固地嵌入在清洁元件支架30的中间。[0094]图2a示出了包括空隙38的清洁元件支架30的示例性实施方案的截面图,该空隙可填充有清洁元件。清洁元件支架30的前表面31包括覆盖前表面31的至少20%的中心突起部37。清洁元件支架30的后表面32包括中心凹陷部35,该中心凹陷部覆盖后表面32的至少70%以使得在周边中形成边缘34。在中心凹陷部35的中间示出了第二凹陷部36,该第二凹陷部覆盖后表面32的约10%。图2a所示的清洁元件支架30为盘,但非圆形形状也是可能的。后表面32还包括彼此连接并且位于凹陷部35的区域中的沟槽39的网络。沟槽39可形成适合于连接空隙38的任何网络,使得在沟槽39的每个端部处,空隙38位于可填充有清洁元件的清洁元件支架30中。图2b示出了图2a所示的清洁元件支架30,其中空隙38填充有弹性体清洁元件40。用于弹性体清洁元件40的弹性体材料被添加到沟槽39中并分布在网络上,使得弹性体连接39a形成于其中并且所有弹性体清洁元件40形成在一起。因此,弹性体清洁元件40经由弹性体连接39a在清洁元件支架30的后表面32处彼此连接。[0095]图2c示出了清洁元件支架30的示例性实施方案的截面图,该清洁元件支架包括位于后表面32处的中心凹陷部35和在前表面31处的中心突起部37。驱动部分44被放置在中心凹陷部中。图2d示出了已在图2c中示出的示例性实施方案的截面图,其中驱动部分44通过覆盖件46安装到清洁元件支架30。覆盖件46位于中心凹陷部35的内部,其中覆盖件46的后表面47与边缘34形成平面表面。覆盖件46的材料选自聚乙烯(pe)、聚丙烯(pp)、聚甲醛(pom)或它们的共混物或混合物,优选覆盖件46的材料与清洁元件支架30的材料相同,并且覆盖件46通过注射模制来直接形成到清洁元件支架30的凹陷部35中。因此,覆盖件46和清洁元件支架30彼此连接并且驱动部分44被牢固地安装。覆盖件46的颜色优选不同于清洁元件支架30的颜色。[0096]图2c示出了清洁元件支架30的示例性实施方案的截面图,该清洁元件支架包括位于后表面32处的中心凹陷部35和在前表面31处的中心突起部37。清洁元件支架30在周边中的标准厚度t在2.5mm至3.5mm的范围内,其中中心凹陷部35将厚度减少约1.5mm。驱动部分44被放置在中心凹陷部中并且通过覆盖件46覆盖。覆盖件46位于中心凹陷部35的内部,其中覆盖件46的后表面47与边缘34形成平面表面。覆盖件46优选由与清洁元件支架30相同的材料制成,并且覆盖件46通过直接注射模制到清洁元件支架30的凹陷部35中而形成。若干刷毛簇20和弹性体清洁元件40从清洁元件支架的前表面31突起。可见到七个刷毛簇20,其中每个刷毛簇20在至少一种属性上不同于其它刷毛簇20。例如,刷毛簇20a和20b在刷毛簇20在清洁元件支架30中的位置上不同。中心刷毛簇20c包括更多刷毛长丝并且是包括从周边簇突起的内部簇的簇中簇实施方案。此外,刷毛簇20a、20b、20c的刷毛长丝还可在刷毛簇的材料、颜色或尺寸方面不同。弹性体清洁元件40由热塑性弹性体(tpe)制成。[0097]图3示出了可用于生产如本文所公开的清洁元件支架30的示意性方法。图3a示出了包括前表面61、后表面62、厚度d和多个孔70的穿孔板60的侧视图,其中多个孔70根据待生产的刷头的期望刷毛区28成型并分布在穿孔板60中。厚度d适于将要放置在孔70中(图3b)的刷毛簇20的长度。因此,穿孔板60足够厚以使得刷毛簇20的长丝22在制造步骤期间被稳定和保护,但足够薄以使得刷毛簇20仍然可被处理。穿孔板60的合适厚度d为6mm至14mm。孔70适于将要放置在其中的刷毛簇20的尺寸和形状。例如,刷毛簇20a大于刷毛簇20b,因此孔70相应地是不同的。[0098]在图3c中,穿孔板60旋转90°。刷毛簇20在两侧从穿孔板60突起。刷毛簇20的一个端部26旨在用于清洁,并且因此是端部圆形的并且包括平滑表面。刷毛簇20的相对端部23旨在用于熔合。通过接近端部23的热能源80来执行端部23的熔合。由于刷毛簇20a、20b的不同属性,端部23不同地熔融,即需要不同量的热能来熔融。例如,刷毛簇20a显著大于刷毛簇20b,使得刷毛簇20a需要更多的热能来熔融。因此,刷毛簇20a的端部23和热能源80之间的距离小于刷毛簇20b的端部23和热能源80之间的距离。如果施加热能,则端部23熔融并形成熔合球24(图3d),这些熔合球由于与热能源80相距的不同距离而彼此相比是类似。由此,第一刷毛簇20a的熔合球24的底部边缘25到前表面61的距离不同于第二刷毛簇20b的熔合球24的底部边缘25到前表面61的距离。例如,位于刷毛区的中间的刷毛簇20b通过其相邻的刷毛簇20屏蔽来自热能源80的热能。因此,刷毛簇20b被布置成更靠近热能源80。[0099]在熔合球24形成之后,刷毛簇20根据将生产的刷毛区28中的刷毛簇20的布置来布置在穿孔板60中(图3e)。这意味着,在熔合期间,熔合球24与穿孔板60之间的距离可针对后续过程步骤诸如模制为不同的。刷毛簇20在处于模制位置的穿孔板60中的位置基于在刷毛区28中旨在用于清洁的端部26的位置。穿孔板60表示模具的一部分并且与第二模具半块82一起提供用于清洁元件支架30的模具。然后将熔融材料例如聚乙烯填充到模具中并且形成清洁元件支架30(图3f),其中熔合球24嵌入清洁元件支架30的材料中并因此牢固地安装到其上。[0100]图3g至图3h示出了另选实施方案,其中驱动部分44被进一步集成到清洁元件支架30中。因此,驱动部分44被部分地放置在模具中以使得熔融聚乙烯材料围绕熔合球24和驱动部分44的一部分。图3i示出了另选实施方案,其中穿孔板60包括中心凹陷部63。所述中心凹陷部63将在待形成的清洁元件支架30中形成中心突起部37。[0101]图4a示出了包括柄部13和头部12的手动牙刷14的示意性截面图,其中头部12包括如本文所公开的清洁元件支架30。清洁元件支架30包括若干刷毛簇20,其中刷毛簇20各自通过熔合球24固定在清洁元件支架30中并且旨在用于清洁的端部26从其突起。[0102]图4b示出了用于电动牙刷的包括颈部17和头部16的替换刷头19的示意性截面图。头部16包括如本文所公开的清洁元件支架30以及驱动部分44和齿轮连接18。清洁元件支架30包括若干刷毛簇20,其中刷毛簇20各自通过熔合球24固定在清洁元件支架30中并且旨在用于清洁的端部26从其突起。[0103]图5示出了包括孔70的三个布置65的穿孔板60的前表面61的示意性顶视图。布置65彼此分开至少2mm的距离。布置65中的孔70对应于将形成的刷毛区28并且根据该刷毛区定位。孔70的不同尺寸和形状是可能的,例如,示出了细长孔70a、卵形孔70b、圆形孔70c、弧形孔70d或梯形孔70e,但取决于应当使用的刷毛簇,也可存在其它形状或尺寸。穿孔板60还包括适合于接纳另外的清洁元件诸如弹性体清洁元件的一些盲孔64。多于或少于所示的三种布置65可存在于一个穿孔板60中。两个或更多个穿孔板60可组合成更大的总体。[0104]本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
本文地址:https://www.jishuxx.com/zhuanli/20240615/81486.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表