一种带保持架的刷头的制备方法与流程
- 国知局
- 2024-07-11 16:54:39
1.本发明属于牙刷生产制造领域,尤其涉及一种带保持架的刷头的制备方法。背景技术:2.从最开始的金属植毛技术到如今越来越多的企业采用无金属植毛技术,随着刷头制造工艺的发展,手动牙刷和电动牙刷两者的刷头均包括用于清洁牙齿、舌头和脸颊的刷毛。在一些牙刷中,刷毛被组织成包含在保持环内的刷毛簇。保持环用于将刷毛簇固定在刷头内,并且通常具有带有内部和外部圆周的中空圆形形状。在制造期间,刷毛簇被插入到保持环的中空内部中,然后使用热将刷毛熔合在一起,以形成不能被拉出通过保持环的头部。然而,保持环通常是不牢固地固定在刷头内的。因此,环和刷毛簇在刷头内可能是松动的或变得松动,并且刷毛可能不总是定位在刷牙的最佳角度。如此,例如在由电动牙刷操作引起的运动的动态状况下,刷毛簇结构可能在动态运动下经受较高的应力,这可能导致分离。另外,将刷毛组织成保持环内的簇、然后将刷头材料冷却或允许刷头材料冷却以便将簇固定在恰当位置的过程,可能是耗时且昂贵的。3.针对上述缺陷,某些现有技术其通过提供多个保持环和多个刷毛簇,然后将所述多个刷毛簇插入到所述多个保持环中;然后熔化刷毛簇近端,以产生近端头部部分;产生所述近端头部部分中的每个近端头部部分与相应的所述保持环之间的第一空间;相对于所述近端头部部分来定位刷颈,其中所述刷颈的所述定位限定相对于所述近端头部部分的第二空间;最后注入热塑性弹性体,包围所述刷颈、所述多个保持环、所述近端头部部分的弹性体基体,其中所述弹性体基体填充所述第一空间和所述第二空间。4.上述方法虽然解决了第一段中提到的缺陷,但其生产工艺较为复杂繁琐,因为现有技术中,刷头头部和刷颈是必须分开制造的,需用到一个专门用来制造刷颈的机器和一个专门用来制造刷头头部的机器,现有技术在制造刷头的过程中必须先在一个机器上制造完成刷颈后,才可以在另一个机器上进行刷头头部的制造,因为在刷头头部的制造开始之前,需要事先将制造完成后的刷颈放入制造刷头头部的模具中,才可以进行刷头头部以及形成刷头的制造,从而导致其工艺过程较为繁琐。技术实现要素:5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种工艺过程简洁、刷毛固定牢靠、刷头使用体验好的刷头制备方法。6.本专利方案提供一种带保持架的刷头的制备方法,包括以下步骤:7.s2:将多个刷毛簇插入到保持架上各个对应的保持环中,产生刷毛簇的近端和自由端,所述近端靠近所述保持环,所述自由端远离所述保持环;8.s3:以足够至少部分地熔化所述刷毛簇近端的温度和距离,向多个所述刷毛簇的近端施加热量,实现热熔,以产生近端头部;9.s4:将热熔产生所述近端头部的所述保持架置入治具的内腔,所述近端头部高出所述治具;10.s5:将置入所述保持架的治具放入模具的内腔中,使得所述刷毛簇的自由端定位于所述模具中,保证整个所述治具稳定固定于所述模具;11.s6:通过用于注塑刷柄的腔道注塑形成刷柄,所述刷柄具有插入部,所述插入部成型于所述保持架的上方或包覆所述保持架;12.s7:调整所述模具的位置,使得能够注塑软胶的孔道与所述治具结合,实现软胶的注塑以形成软胶主体,所述软胶主体分别包覆所述刷柄的插入部、所述保持架以及所述近端头部,从而完成刷头的制备;13.s8:将制备完成的所述刷头从所述模具及所述治具中取出。14.进一步地,还包括:15.s1:制备所述保持架,所述保持架上设有多个所述保持环。16.进一步地,所述的步骤s3中:任两个相邻的所述近端头部之间以及每个所述近端头部与所述保持环之间均紧密贴合。17.进一步地,所述的步骤s3中:靠近所述保持架侧壁的所述近端头部与所述保持架侧壁平齐。18.进一步地,所有的所述近端头部与所述保持架的侧壁平齐,或所述近端头部在所述保持架内形成弧度较小的凹面。19.进一步地,所述的步骤s4中:所述刷毛簇的自由端置入所述治具的内腔中,所述保持架的侧壁高出所述治具。20.进一步地,所述的步骤s5中:所述模具的腔内侧壁与所述保持架的外侧壁之间设有间隙,该间隙与所述的用于注塑刷柄的腔道连通。21.进一步地,所述的步骤s6中:所述的用于注塑刷柄的腔道设于所述模具或所述治具。22.本专利的改进带来如下优点:23.(1)现有技术中,刷头头部和刷柄是必须分开制造的,需用到一个专门用来制造刷柄的机器和一个专门用来制造刷头头部的机器。现有技术在制造刷头的过程中必须先在一个机器上制造完成刷柄后,才可以在另一个机器上进行刷头头部的制造。因为在刷头头部的制造开始之前,需要事先将制造完成后的刷柄放入制造刷头头部的模具中,才可以在刷柄上进行刷头头部的制造。其工艺过程较为繁琐,使用的机器设备及模具较多。而本技术将刷头头部与刷柄集合在一个机器上一起制造,实现了刷颈与刷头头部制造的快速一体成型。具体是将刷毛(刷毛簇)插入到保持架中,热熔形成近端头部,然后将保持架置入到治具中,治具放入模具内,接着通过注塑硬胶形成刷柄,最后只需调整模具的位置,实现软胶注塑以形成刷头头部即可。该方法不需要事先制造好刷柄即可直接开始刷头头部的制造,刷柄的制造被巧妙地融合于刷头头部的制造中,简化了制造刷头的工艺流程以及节省了时间,优化了制造过程,大大提高了制造效率。24.(2)现有技术中在注塑刷柄时,过大的注塑压力作用于刷毛簇的近端头部,将导致刷毛变形弯曲,严重影响产品质量。而本技术通过使用保持架和治具在整体上对刷毛簇进行支撑固定,克服了注塑刷柄时,注塑压力过大导致刷毛变形的问题,提高良品率,节约成本。25.(3)而且本技术的刷头中还使用了一体化的保持架,相比于现有技术中所使用的多个分散的保持环,本技术使用的一体化保持架一方面在制备刷头时可以做到快速插入刷毛簇,简化制造工艺,提高效率;另一方面一体化的保持架可以更有效地固定刷毛簇。附图说明26.图1为实施例一种带保持架的刷头的制备方法的步骤示意图;27.图2为实施例一种刷头的结构示意图;28.图3为实施例在制备刷头时刷毛簇插入保持架的状态示意图;29.图4为实施例在制备刷头时刷毛簇产生近端头部的状态示意图;30.图5为实施例在制备刷头时保持架置入治具中的状态示意图;31.图6为实施例在制备刷头时注入软胶后的状态示意图;32.其中,刷柄1,插入部11,刷头头部2,刷毛簇22,近端23,自由端24,近端头部25,软胶主体26,保持架27,治具4。具体实施方式33.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。34.如图1-6所示,作为一个实施例,一种带保持架的刷头的制备方法,包括步骤s100-s800。本技术制得的刷头或称刷头组件,包括有刷柄1和刷头头部2,可以在手动牙刷或电动牙刷上安装使用。35.s100:制备保持架27,保持架27上设有多个保持环。通过注塑成型制得保持架27,保持架27为扁平的格栅状,格栅状的每个孔则为保持环。或者是其他能够置入到软胶主体26内部,可以约束固定刷毛簇22的结构形式。使用保持架可以更好地固定刷毛簇并改善刷毛簇的受力结构,让使用者获得更佳的使用体验。36.s200:如图3所示,将多个刷毛簇22插入到保持架27上各个对应的保持环中,产生刷毛簇22的近端23和自由端24,近端23靠近保持环,自由端24远离保持环。刷毛簇22由多条刷毛丝聚拢呈一束形成。刷毛簇22可以具有多种尺寸和形状,其近端23嵌入到刷头的内部以稳固地固定刷毛簇22。其自由端24向外延伸发挥清洁功能,自由端24可以是平齐的,也可以是向一侧倾斜,或是中间凸起的形状。37.s300:以足够至少部分地熔化刷毛簇近端23的温度和距离,向多个刷毛簇22的近端23施加热量,实现热熔,以产生近端头部25,如图4所示。该热熔可以是使用热源直接接触刷毛簇22的近端23,也可以是热源通过加热空气间接熔化其近端23。由刷毛簇近端23熔化形成的近端头部25相对保持环的直径较大,通过保持架27的固定,可以让刷毛簇22更加牢固地保持在刷头上。作为更加优选的方案,任意两个相邻的近端头部25之间紧密贴合或者融为一体,不产生第一空间;所有近端头部25紧密连接或融合为一体,增大软胶主体的包覆面积,让刷毛簇固定更为牢靠,并改善刷毛簇的受力情况。每个近端头部25与对应的保持环紧密贴合,不产生第二空间。所有靠近保持架27侧壁的近端头部25均与保持架27侧壁平齐。如果近端头部25的上方与所述保持架27的侧壁的高度保持同一水平线,可保证刷毛簇近端头部25与保持架27侧壁热熔接触面积最大,可以让刷毛簇22的近端头部25与保持架27的连接更加牢固。同时在成型刷头头部2的过程中,刷柄1的插入部11相当于一个盖子,需要盖在近端头部25上,如果近端头部25不平齐,会导致插入部11与近端头部25无法完全包覆配合。38.s400:如图5所示,将热熔产生近端头部25的保持架27置入治具4的内腔,近端头部25高出治具4。治具4由较硬的材料制成,在保持架27置入治具4的内腔后,治具4可以在保持架27的基础上进一步在整体上支撑和固定刷毛簇22的近端头部25。具体是刷毛簇22在进行刷柄1注塑,其近端头部25在承受较大的注塑压力时提供支撑固定,不会导致刷毛簇22的受力变形。作为其中一种选择,治具4的一端面向治具4内凹入形成凹陷结构,并具有容置刷毛簇22的腔道;凹陷结构用于容置保持架27,实现保持架27的定位。具体的,刷毛簇22面向治具4插入治具4中,保持架27的侧壁高于治具4,即刷毛簇22与保持架27的相接的部位与治具4的高度平齐,使得刷毛簇22恰好插于治具4中。近端头部25高出治具4以便更好嵌入到软胶主体26中,让软胶能更好地全面包覆,加强固定效果。39.s500:将置入保持架27的治具4放入模具的内腔中,使得刷毛簇22的自由端24定位于模具中,保证整个治具4稳定固定于模具。模具的腔内侧壁与保持架27的外侧壁之间设有间隙,该间隙用于注塑刷柄1的腔道连通,用于在注塑硬胶时刷柄1的形成,让刷柄1的插入部11可以包覆于保持架27的外侧壁或形成于保持架27的上方。该模具主要用于刷柄1的注塑成型,其具有可以容纳治具4的内腔。治具4放入到模具中时,刷毛簇22的自由端24随治具4置入到模具的内腔中。在水平方向上,近端头部25与模具的内腔侧壁间具有间隙,以便注塑软胶时,软胶能全面地包覆近端头部25,增强刷毛簇22的固定效果,并获得更佳的使用手感。40.s600:通过用于注塑刷柄1的腔道注塑形成刷柄1,刷柄1具有插入部11,插入部11成型于保持架27的上方或包覆保持架27。该用于注塑刷柄1的腔道可以设置在模具上,或设置在治具4上;设置在治具4上时,模具上也设置有相应的用于注塑刷柄1的流道。使用注塑机通过用于注塑刷柄1的腔道向模具中注入硬胶以形成刷柄1。刷柄1的插入部11由刷柄1一端面的至少一部分延伸形成,其插入到刷头头部2的软胶主体26中,以改善刷头头部2一端的受力结构,提升使用体验。在插入部11与近端头部25之间具有一定的间隙以便软胶注入,当然,所述插入部11也可直接覆盖或包覆在所述近端头部25上,以获得更佳的使用手感。41.s700:调整模具的位置,使得能够注塑软胶的孔道与治具4结合,实现软胶的注塑以形成软胶主体26,如图6所示,软胶主体26分别包覆刷柄1的插入部11、保持架27以及近端头部25,从而完成刷头的制备。具体是取出模具的上半部分并将模具水平旋转180°,让注塑机上注塑软胶的孔道和治具4结合(即双色模制造工艺),进而注塑弹性硅胶以形成包覆插入部11、保持架27以及近端头部25的软胶主体26。42.s800:将制备完成的刷头从模具及治具4中取出。自然冷却后,脱除治具4和模具,即可得到本技术的刷头。43.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
本文地址:https://www.jishuxx.com/zhuanli/20240615/81662.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
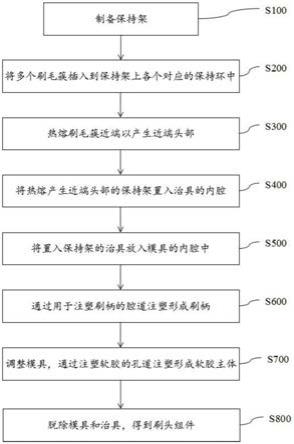
返回列表