一种牙刷刷毛及其制备方法、一种牙刷
- 国知局
- 2024-07-11 17:12:00
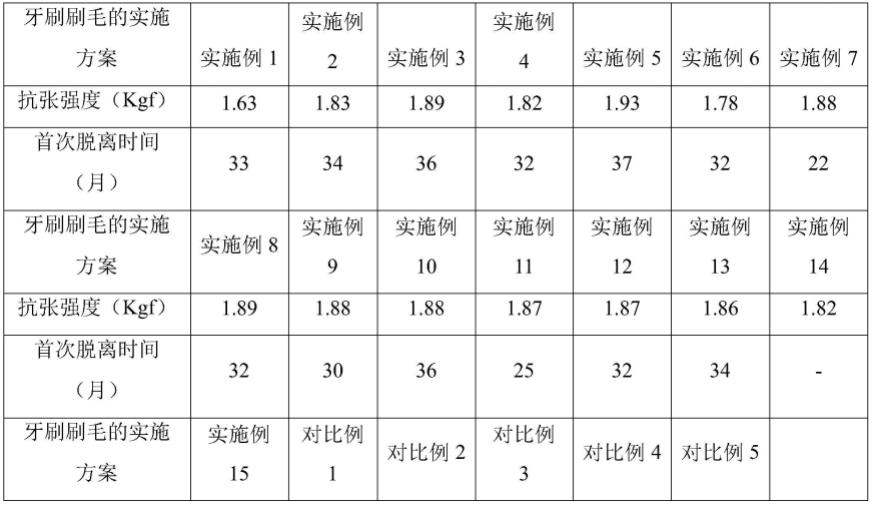
1.本技术涉及牙刷制备的技术领域,更具体地说,它涉及一种牙刷刷毛及其制备方法、一种牙刷。背景技术:2.目前的牙刷刷毛一般是以聚合物为原料制备得到,目前针对牙刷刷毛展开的相关研究中,较多的是在牙刷刷毛的制备原料中添加适当的抗菌、预防龋齿等的物质,以赋予该牙刷一定的第二效果;或者改善牙刷刷毛的制备原料,以改善牙刷的力学性能,以提高牙刷的清洁效果。3.牙刷和牙膏一般是分开的,若是外出携带是十分不方便的,因此为了解决这一问题,市场上有出现牙膏和牙刷一体设计的牙刷,其设计方式为:在牙刷的刷柄处设计单独的腔室,在该腔室内存放一定量的牙膏。4.但是该类牙膏牙刷一体化的牙刷,在每次使用时还是需要将牙膏涂抹在牙刷上才能使用,而牙刷柄的存储空间毕竟有限,牙膏存储空间的存在也必将使得该牙刷体积较大,因此也存在一定携带不便的问题。技术实现要素:5.为了提高牙刷的便携性,同时保证牙刷牙膏一体化的牙刷的清洁效果,本技术提供一种牙刷刷毛及其制备方法,该牙刷刷毛通过将牙膏包覆在刷毛内芯外,使得牙膏和牙刷刷毛一体化,以最终实现牙膏和牙刷的一体化。为了提高牙刷、牙膏一体化牙刷的便携性,本技术还提供一种牙刷。6.第一方面,本技术提供一种刷毛,采用如下的技术方案:一种刷毛,所述刷毛包括刷毛内芯和包覆在刷毛内芯外的牙膏层;所述刷毛内芯的制备原料包括聚合物和微纳米颗粒,所述微纳米颗粒选自微纳米二氧化硅颗粒、微纳米碳纤维粉末、微纳米玻璃珠以及微纳米铝粉中的一种或多种;所述微纳米颗粒占所述聚合物重量的10-20wt%。7.通过采用上述技术方案,通过在制备刷毛的原料中添加微纳米颗粒,一方面微纳米颗粒能够保证刷毛的强度,另一方面,微纳米颗粒的加入能够使得刷毛表面更加粗糙,从而便于将牙膏层稳固包覆在刷毛上,进而实现刷毛和牙膏一体化,因此,以该刷毛制备得到的牙刷既具有牙刷的基本功能,又具有牙膏的效果。8.可选的,所述聚合物选自聚酰胺、聚烯烃、聚酯、聚缩醛和硫聚物中的任意一种或多种。9.可选的,所述微纳米颗粒的粒径为0.05-5μm。10.可选的,所述刷毛内芯的直径为0.12-0.15mm。11.微纳米颗粒的粒径过小时,难以实现对刷毛表面粗糙度改性的效果,因而导致牙膏层难以稳固包覆在刷毛内芯的外表面;微纳米颗粒的粒径过大时,又会进一步影响牙刷刷毛内聚合物和微纳米颗粒的分散均匀性,导致牙刷刷毛的力学性能降低。12.通过采用上述技术方案,在刷毛内芯的直径为0.12-0.15mm的基础上,筛选得到适当粒径的微纳米颗粒,从而使得制备得到的刷毛内芯既具有一定的强度,又具有稳固连接牙膏层的效果。13.可选的,所述微纳米颗粒是以酸处理或硅烷偶联剂处理后得到;酸处理时选用的酸为浓硝酸或浓硫酸。14.进一步可选的,所述微纳米颗粒为微纳米二氧化硅颗粒、微纳米碳纤维粉末和微纳米玻璃珠中的一种或多种时,所述微纳米颗粒是以酸处理;所述微纳米颗粒为微纳米铝粉时,所述微纳米颗粒以硅烷偶联剂处理。15.通过采用上述技术方案,使得微纳米颗粒表面具有更多的活性基团,以便于其更均匀地分散在聚合物中,并增强分散稳定性。16.以牙膏层为参考,所述牙膏层包括以下重量份的原料:摩擦剂18-52份,发泡剂16-34份,胶合填充剂15-30份,水40-80份。17.本技术中摩擦剂和发泡剂作为牙膏的基本成分,选择本领域可实现相应功能的常规组分即可。18.可选的,所述摩擦剂选自碳酸钙、磷酸钙、二氧化硅、氢氧化铝和焦磷酸钙中的任意一种或多种。19.可选的,所述发泡剂选自月桂酰基氨酸钠、椰油酰胺丙基甜菜碱、聚甘油月桂酸酯、peg-20氢化蓖麻油、月桂基葡糖苷和硬脂醇聚醚-5中的任意一种或多种。20.可选的,所述胶合填充剂包括高水溶性糖和低水溶性糖,所述高水溶性糖和低水溶性糖的重量比为1:(1.2-2.5)。[0021]“高水溶性糖”指的是在水中溶解度较高的糖,“低水溶性糖”指的是在水中热解度较低的糖。[0022]通过采用上述技术方案,当胶合填充剂选择的是高水溶性糖和低水溶性糖时,首先糖类具有较好的粘稠性,能够实现较好的胶黏效果,进而将牙膏层内的多种原料粘合在一起,避免固体牙膏中大量成分的脱落和分散;其次,使用以该刷毛制备得到的牙刷时,高水溶性糖能够逐渐在水的作用下溶解,暴露出牙膏层中的其他组分(摩擦剂、发泡剂以及表面活性剂等),在机械力的作用下,以实现清洁牙齿的作用;与此同时,低水溶性糖的缓慢溶解,能够实现牙膏层中的其他组分(摩擦剂、发泡剂以及表面活性剂等)的缓释,从而避免在一次刷牙过程中大量的牙膏消耗;需要注意的是,牙膏中摩擦剂、发泡剂以及表面活性剂这些组分的缓释,一方面是基于低水溶性糖的缓慢溶解后释放,一方面还在于刷牙时摩擦作用力下的辅助释放。因此以该刷毛制备得到的牙刷,其牙膏是缓释的、能够在多次使用后逐渐被消耗的。在该方案中,高水溶性糖和低水溶性糖适当的重量比能够保证清洁效果物质的优异的缓释效果,以使得一次刷牙中不会有过多牙膏消耗,同时释放出的牙膏也足够一次刷牙所需。[0023]可选的,所述高水溶性糖选自葡萄糖、蔗糖、麦芽糖和海藻糖中的任意一种或多种,所述低水溶性糖选自海藻酸钠、黄原胶和果胶中的任意一种或多种。[0024]可选的,所述牙膏层外还包括保护层;以所述保护层为参考,所述保护层包括以下重量份的原料:胶合填充剂15-30份,水40-80份,淀粉15-30份。[0025]可选的,所述牙膏层的厚度为0.03-0.08mm。[0026]可选的,所述保护层厚度为0.03-0.08mm。[0027]第二方面,本技术提供一种上述刷毛的制备方法,采用如下的技术方案:一种刷毛的制备方法,包括以下步骤:s1、将制备刷毛内芯的原料混合,纺丝后拉伸,得到初始刷毛内芯;s2、将牙膏层的原料混合后涂覆在初始刷毛内芯外,冷却并干燥后即得。[0028]通过采用上述技术方案,在制备该刷毛时,步骤s1中在纺丝拉伸后,先不进行干燥冷却步骤;此时,初始刷毛内芯的聚合物是没有完全固化的,因此使得牙膏层原料能够更容易、更稳固地涂覆在初始刷毛内芯外。[0029]可选的,所述刷毛外还包括保护层时,所述刷毛的制备方法包括以下步骤:s1、将制备刷毛内芯的原料混合,纺丝后拉伸,得到初始刷毛内芯;s2、将牙膏层的原料混合后涂覆在初始刷毛内芯外,冷却并干燥;s3、将保护层的原料混合后涂覆于牙膏层外,干燥后即得。[0030]第三方面,本技术提供一种牙刷,采用如下的技术方案:一种牙刷,包括上述刷毛和/或采用上述方法制备得到的刷毛。[0031]可选的,所述牙刷还包括具有保护层的刷毛;所述具有保护层的刷毛,保护层的厚度相同或不同;以所述保护层为参考,所述保护层包括以下重量份的原料:胶合填充剂15-30份,水40-80份,淀粉15-30份。[0032]通过采用上述技术方案,当牙刷刷头上植入含有保护层的刷毛以及不含有保护层的刷毛时,使用该牙刷后,首先没有保护层的刷毛,其牙膏层是直接暴露在外环境中的,这类刷毛上的牙膏层会首先逐渐缓释牙膏层内的摩擦剂、发泡剂以及表面活性剂等组分;而具有保护层的刷毛,其首先被消耗的是保护层的组分。等没有保护层的刷毛上的牙膏层组分被逐渐消耗完毕并暴露刷毛内芯时,具有保护层的刷毛上的保护层被逐渐消耗完毕并暴露出牙膏层,此时释放牙膏的主要是这部分刷毛。这样的设计方案,能够进一步实现牙膏的缓释,进一步控制每次刷牙时牙膏的消耗量。而当具有保护层刷毛的保护层厚度并不完全相同时,通过保护层厚度的不同实现对不同刷毛暴露出刷毛牙膏层的时间的调节,从而进一步实现牙刷释放量的控制,从而避免牙膏浪费,延长牙刷的使用时间。[0033]综上所述,本技术具有以下有益效果:1、本技术首先制备得到的一种含有牙膏层的牙刷刷毛,即制备的牙刷刷毛是在刷毛内芯外包覆有固体牙膏,以实现牙膏和牙刷一体化、牙刷牙膏便携的目的。[0034]2、为了使得牙膏层和刷毛内芯具有较好的结合稳定性,以微纳米颗粒改性聚合物之后再制备牙刷刷毛内芯,通过微纳米颗粒的引入,一方面可以改善刷毛内芯的表面粗糙度,以使得刷毛内芯和牙膏层更好复合在一起,另一方面可以保证牙刷刷毛一定的抗张强度。[0035]3、本技术为了使得制备得到的牙刷具有一定的使用寿命,其牙膏层内的牙膏不致于快速被消耗殆尽,以特殊的胶合填充剂实现牙膏层内有效清洁物质的缓释,以尽可能增加该牙刷使用寿命(即增加牙膏层内的牙膏被消耗殆尽的刷牙次数)。[0036]4、本技术为了进一步增加牙刷的使用次数,制备一种在牙膏层外还具有保护层的牙刷刷毛;在制备牙刷时,在牙刷刷头上通过同时植入含有保护层和不含有保护层的牙刷刷毛,以区别不同刷毛上牙膏层的消耗时间,从而进一步增加牙刷的使用次数,即延长了牙刷的使用寿命。具体实施方式[0037]以下结合实施例对本技术作进一步详细说明。[0038]牙刷刷毛实施例牙刷刷毛实施例1一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.12mm,牙膏层的厚度为0.08mm。[0039]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚酰胺(pa6)和微纳米二氧化硅颗粒。其中,微纳米二氧化硅颗粒是将微纳米二氧化硅颗粒原料经过酸处理后得到的,具体方法为:取微纳米二氧化硅颗粒原料,并加入浓硫酸溶液(98wt%浓硫酸)浸泡5min后水洗,随后干燥后过筛,筛选粒径为0.05-1μm的微纳米二氧化硅颗粒备用。聚酰胺原料粉碎后备用。[0040]将粉碎后的聚酰胺和粒径为0.05-1μm的微纳米二氧化硅颗粒混合,且微纳米二氧化硅颗粒占聚酰胺的10wt%;将得到的混合料熔融纺丝,随后拉伸至细丝直径为0.12mm,此时并不进行降温和干燥过程,备用。[0041]s2、牙膏层的制备原料为:取重量比例为18:16:15:40的原料氢氧化铝(cas号:1333-84-2)、月桂酰基氨酸钠、胶合填充剂和水,其中,胶合填充剂是将蔗糖和海藻酸钠以1:1.2的重量比混合得到。[0042]将上述原料混合搅拌均匀后涂覆至s1得到的细丝上,随后干燥,得到牙刷刷毛;其中,刷毛内芯的直径为0.12mm,牙膏层的厚度为0.08mm。[0043]牙刷刷毛实施例2一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.15mm,牙膏层的厚度为0.03mm。[0044]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚乙烯基吡咯烷酮k30(聚酮)和0.1-5μm的微纳米玻璃珠。其中,微纳米玻璃珠是将10000-15000目的玻璃珠原料经过酸处理后得到的,具体方法为:取10000-15000目的玻璃珠原料,并加入浓硝酸溶液(68wt%浓硫酸)浸泡5min后水洗,随后干燥后过筛,筛选粒径为0.1-5μm的微纳米玻璃珠备用。聚酮原料粉碎后备用。[0045]将粉碎后的聚酮和粒径为0.1-5μm的微纳米玻璃珠混合,且微纳米玻璃珠占聚酮的20wt%;将得到的混合料熔融纺丝,随后拉伸至细丝直径为0.15mm,此时并不进行降温和干燥过程,备用。[0046]s2、牙膏层的制备原料为:取重量比例为52:34:30:80的原料二水磷酸氢钙(cas号:7757-93-9)、月桂基葡糖苷、胶合填充剂和水,其中,胶合填充剂是将葡萄糖和果胶以1:2.5的重量比混合得到。[0047]将上述原料混合搅拌均匀后涂覆至s1得到的细丝上,随后干燥,得到牙刷刷毛;其中,刷毛内芯的直径为0.15mm,牙膏层的厚度为0.03mm。[0048]牙刷刷毛实施例3一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0049]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚酯tpee和微纳米碳纤维粉末。其中,微纳米碳纤维粉末是将碳纤维原料经过粉碎至微纳米级别后酸处理后得到的,具体方法为:取800-1000目的碳纤维粉,并加入浓硫酸溶液(98wt%浓硫酸)浸泡搅拌30min后水洗,随后干燥后研磨粉碎并过筛,筛选粒径为1-2.5μm的微纳米碳纤维粉末备用。聚酯原料粉碎后备用。[0050]将粉碎后的聚酯和粒径为1-2.5μm的微纳米碳纤维粉末混合,且微纳米碳纤维粉末占聚酯的15wt%;将得到的混合料熔融纺丝,随后拉伸至细丝直径为0.14mm,此时并不进行降温和干燥过程,备用。[0051]s2、牙膏层的制备原料为:取重量比例为45:24:23:60的原料天然碳酸钙(cas号:471-34-1)、椰油酰胺丙基甜菜碱、胶合填充剂和水,其中,胶合填充剂是将麦芽糖和黄原胶以1:2.1的重量比混合得到。[0052]将上述原料混合搅拌均匀后涂覆至s1得到的细丝上,随后干燥,得到牙刷刷毛;其中,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0053]牙刷刷毛实施例4本实施例和实施例3的区别在于,制备刷毛内芯时,本实施例中选用等重量的微纳米铝粉替换微纳米碳纤维粉末,其余同实施例3。[0054]微纳米铝粉是将铝粉原料经过硅烷偶联剂处理后得到的,具体方法为:取铝粉加入乙醇中浸泡,随后加入铝粉15wt%的硅烷偶联剂,搅拌浸泡处理40min,随后干燥后研磨过筛,筛选粒径为1-2.5μm的微纳米铝粉备用。[0055]牙刷刷毛实施例5本实施例和实施例3的区别在于,制备刷毛内芯时,本实施例中选用等重量的微纳米二氧化硅颗粒替换微纳米碳纤维粉末,其余同实施例3。[0056]微纳米二氧化硅颗粒是将微纳米二氧化硅颗粒原料经过酸处理后得到的,具体方法为:取微纳米二氧化硅颗粒原料,并加入浓硫酸溶液(98wt%浓硫酸)浸泡5min后水洗,随后干燥后过筛,筛选粒径为0.05-1μm的微纳米二氧化硅颗粒备用。[0057]牙刷刷毛实施例6本实施例和实施例3的区别在于,制备刷毛内芯时,本实施例中选用等重量的微纳米玻璃珠替换微纳米碳纤维粉末,其余同实施例3。[0058]微纳米玻璃珠是将10000-15000目的玻璃珠原料经过酸处理后得到的,具体方法为:取10000-15000目的玻璃珠原料,并加入浓硝酸溶液(68wt%浓硝酸)浸泡5min后水洗,随后干燥后过筛,筛选粒径为0.1-5μm的微纳米玻璃珠备用。[0059]牙刷刷毛实施例7本实施例和实施例3的区别在于,制备牙膏层时,本实施例中的胶合填充剂仅仅为黄原胶,即牙膏层的制备原料为:取重量比例为45:24:23:60的原料天然碳酸钙(cas号:471-34-1)、椰油酰胺丙基甜菜碱、黄原胶和水;其余同实施例3。[0060]牙刷刷毛实施例8本实施例和实施例3的区别在于,制备牙膏层时,本实施例中的胶合填充剂是将麦芽糖和黄原胶以1:1.2的重量比混合得到;其余同实施例3。[0061]牙刷刷毛实施例9本实施例和实施例3的区别在于,制备牙膏层时,本实施例中的胶合填充剂是将麦芽糖和黄原胶以1:2.5的重量比混合得到;其余同实施例3。[0062]牙刷刷毛实施例10本实施例和实施例3的区别在于,制备牙膏层时,本实施例中的胶合填充剂是将麦芽糖和黄原胶以1:0.8的重量比混合得到;其余同实施例3。[0063]牙刷刷毛实施例11本实施例和实施例3的区别在于,制备牙膏层时,本实施例中的胶合填充剂是将麦芽糖和黄原胶以1:3的重量比混合得到;其余同实施例3。[0064]牙刷刷毛实施例12本实施例和实施例3的区别在于,本实施例制备得到的刷毛的牙膏层厚度为0.03mm;其余同实施例3。[0065]牙刷刷毛实施例13本实施例和实施例3的区别在于,本实施例制备得到的刷毛的牙膏层厚度为0.08mm;其余同实施例3。[0066]牙刷刷毛实施例14一种牙刷刷毛,包括刷毛内芯、包覆在刷毛内芯外的牙膏层以及包覆在牙膏层外的保护层:刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm,保护层的厚度为0.03mm。[0067]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚酯tpee和微纳米碳纤维粉末。其中,微纳米碳纤维粉末是将碳纤维原料经过粉碎至微纳米级别后酸处理后得到的,具体方法为:取800-1000目的碳纤维粉,并加入浓硫酸溶液(98wt%浓硫酸)浸泡搅拌30min后水洗,随后干燥后研磨粉碎并过筛,筛选粒径为1-2.5μm的微纳米碳纤维粉末备用。聚酯原料粉碎后备用。[0068]将粉碎后的聚酯和粒径为1-2.5μm的微纳米碳纤维粉末混合,且微纳米碳纤维粉末占聚酯的15wt%;将得到的混合料熔融纺丝,随后拉伸至细丝直径为0.14mm,此时并不进行降温和干燥过程,备用。[0069]s2、牙膏层的制备原料为:取重量比例为45:24:23:60的原料天然碳酸钙(cas号:471-34-1)、椰油酰胺丙基甜菜碱、胶合填充剂和水,其中,胶合填充剂是将麦芽糖和黄原胶以1:2.1的重量比混合得到。[0070]将上述原料混合搅拌均匀后涂覆至s1得到的细丝上,随后冷却并干燥。[0071]s3、保护层的制备原料为:取重量比例为23:60:24的原料胶合填充剂、水和淀粉混合,其中,胶合填充剂是将麦芽糖和黄原胶以1:2.1的重量比混合得到。[0072]将上述保护层的原料混合搅拌均匀后涂覆至s2得到的细丝的牙膏层外,干燥后即得牙刷刷毛。[0073]牙刷刷毛实施例15一种牙刷刷毛,和牙刷刷毛实施例14的区别在于牙膏层的厚度为0.03mm,保护层的厚度为0.05mm。[0074]牙刷刷毛对比例牙刷刷毛对比例1本对比例和牙刷刷毛实施例3的区别在于:制备刷毛内芯的原料不含有微纳米颗粒,仅仅为聚合物。具体的牙刷刷毛的制备步骤为:一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0075]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚酯tpee,将粉碎后的聚酯熔融纺丝,随后拉伸至细丝直径为0.14mm,此时并不进行降温和干燥过程,备用。[0076]s2、牙膏层的制备原料同实施例3。[0077]采用同实施例3相同的方法制备得到牙刷刷毛,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0078]牙刷刷毛对比例2本对比例和牙刷刷毛实施例3的区别在于:制备刷毛内芯时,微纳米碳纤维粉末占聚酯的7wt%,其余同实施例3。[0079]采用同实施例3相同的方法制备得到牙刷刷毛,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0080]牙刷刷毛对比例3本对比例和牙刷刷毛实施例3的区别在于:制备刷毛内芯时,微纳米碳纤维粉末占聚酯的23wt%,其余同实施例3。[0081]采用同实施例3相同的方法制备得到牙刷刷毛,刷毛内芯的直径为0.14mm,牙膏层的厚度为0.05mm。[0082]牙刷刷毛对比例4本对比例和牙刷刷毛实施例1的区别在于:制备刷毛内芯的原料不含有微纳米颗粒,仅仅为聚合物。具体的牙刷刷毛的制备步骤为:一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.12mm,牙膏层的厚度为0.08mm。[0083]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚酰胺(pa6),将粉碎后的聚酰胺熔融纺丝,随后拉伸至细丝直径为0.12mm,此时并不进行降温和干燥过程,备用。[0084]s2、牙膏层的制备原料同实施例1。[0085]采用同实施例1相同的方法制备得到牙刷刷毛,刷毛内芯的直径为0.12mm,牙膏层的厚度为0.08mm。[0086]牙刷刷毛对比例5本对比例和牙刷刷毛实施例2的区别在于:制备刷毛内芯的原料不含有微纳米颗粒,仅仅为聚合物。具体的牙刷刷毛的制备步骤为:一种牙刷刷毛,包括刷毛内芯和包覆在刷毛内芯外的牙膏层,刷毛内芯的直径为0.15mm,牙膏层的厚度为0.03mm。[0087]上述牙刷刷毛的制备方法:s1、准备制备刷毛内芯的原料和制备牙膏层的原料刷毛内芯的制备原料为:聚乙烯基吡咯烷酮k30(聚酮),将粉碎后的聚酮熔融纺丝,随后拉伸至细丝直径为0.15mm,此时并不进行降温和干燥过程,备用。[0088]s2、牙膏层的制备原料同实施例2。[0089]采用同实施例2相同的方法制备得到牙刷刷毛,刷毛内芯的直径为0.15mm,牙膏层的厚度为0.03mm。[0090]性能检测力学性能依据astm d638标准及规格进行试验:通过固定装置将一根牙刷毛的两端固定后,沿着试片的轴向拉伸,测量破坏所需要的力即抗张强度。[0091]采用上述方法对实施例和对比例制备得到的牙刷刷毛进行抗张强度的测定,具体结果见表1。同时观察制备得到的牙刷刷毛的刷毛内芯和牙膏层出现首次脱离的时间。[0092]表1不同牙刷刷毛的抗张强度及刷毛内芯和牙膏层出现首次脱离的时间表1不同牙刷刷毛的抗张强度及刷毛内芯和牙膏层出现首次脱离的时间注:表1中“‑”表示并未检测该牙刷刷毛的该行能指标。[0093]牙刷刷毛的刷毛内芯并未经微纳米颗粒改性时,更重要的还会影响刷毛内芯和牙膏层的粘合强度(例如将实施例1的牙刷刷毛和对比例4的相比,将实施例2的牙刷刷毛和对比例5相比,或者将实施例3的和对比例1的相比),在4-7个月内容易出现牙膏层自刷毛内芯上脱落分离,造成部分牙膏并未发挥其牙膏的作用,直接在使用中脱落,带来牙膏的浪费以及该牙刷使用次数的显著减少。因此,对牙刷刷毛的内芯以微纳米颗粒改性是必要的。而实施例1-3制备得到的牙刷刷毛在长达33-36个月的时间内其牙膏层和刷毛内芯不会出现脱离的情况。[0094]此外,通过比较实施例1-3和对比例1、对比例4-5,从表1中看出,若牙刷刷毛并未经微纳米颗粒改性,其抗张强度显著降低:牙刷刷毛的制备原料仅仅为聚酮时,其牙刷刷毛的抗张强度为1.61kgf(牙刷刷毛对比例5);牙刷刷毛的制备原料仅仅为聚酰胺时,其牙刷刷毛的抗张强度为0.84kgf(牙刷刷毛对比例4);牙刷刷毛的制备原料仅仅为聚酯tpee时,其牙刷刷毛的抗张强度为1.51kgf(牙刷刷毛对比例1),均远低于实施例制备得到的牙刷刷毛的抗张强度。[0095]从实施例4-6的数据结果中看出,选用不同的微纳米颗粒改性刷毛内芯时,其均可以实现较好的保证牙刷刷毛抗张强度的效果。此外,实施例4-6制备得到的牙刷刷毛,其刷毛内芯和牙膏层结合较佳,能够保证牙膏层和刷毛内芯在32-37个月内不出现首次分离和脱落的情况。[0096]从实施例7-11看出,制备牙膏层中胶合填充剂中组分以及组分的用量比例均会在一定程度上影响牙膏层和刷毛内芯的粘合稳定性,即这两层出现首次脱离的时间不同,但是该影响相对较小。对这两层粘合稳定性影响更大的是微纳米颗粒和聚合物的相对用量(参见对比例2-3)。[0097]牙刷实施例牙刷实施例1一种牙刷,包括牙刷头、牙刷柄和种植在牙刷头上的牙刷刷毛,牙刷柄和牙刷头一体成型,其中的牙刷刷毛是以牙刷刷毛实施例1制备得到。该牙刷刷头的长度为2.55cm,宽度为0.85cm,刷毛4排,每排10束。[0098]牙刷实施例2一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例2制备得到。[0099]牙刷实施例3一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例3制备得到。[0100]牙刷实施例4一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例4制备得到。[0101]牙刷实施例5一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例5制备得到。[0102]牙刷实施例6一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例6制备得到。[0103]牙刷实施例7一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例7制备得到。[0104]牙刷实施例8一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例8制备得到。[0105]牙刷实施例9一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例9制备得到。[0106]牙刷实施例10一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例10制备得到。[0107]牙刷实施例11一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例11制备得到。[0108]牙刷实施例12一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例12制备得到。[0109]牙刷实施例13一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例13制备得到。[0110]牙刷实施例14一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例3和牙刷刷毛实施例14制备得到,具体为:该牙刷中其中两排刷毛(即50%的刷毛)是以牙刷刷毛实施例3制备得到,另外两排刷毛是以牙刷刷毛实施例14制备得到。[0111]牙刷实施例15一种牙刷,和牙刷实施例1的区别在于:其中的牙刷刷毛是以牙刷刷毛实施例3、牙刷刷毛实施例14和牙刷刷毛实施例15制备得到,具体为:该牙刷中其中两排刷毛(即50%的刷毛)是以牙刷刷毛实施例3制备得到,其中一排刷毛(即25%的刷毛)是以牙刷刷毛实施例14制备得到,剩余一排刷(即25%的刷毛)毛是以牙刷刷毛实施例15制备得到。[0112]牙刷性能检测1、使用时间检测检测方法:制备具有牙菌斑的人造牙齿:将颚模型(gnathostaic model)的牙齿部分放入着色剂10s后拿出,并在25℃以及55%湿度中干燥60min后使用。着色剂的制备方法如下,按照以下重量比例准备原料:玉米淀粉18%,甘油5%,消泡剂十八醇硬脂酸酯7%,乙醇10%,品红16%以及余量的水;将上述原料混合,即得到着色剂;将得到的着色剂涂覆至洁净的人造牙齿的表面,在55℃下固化着色15min,以形成具有牙菌斑的人造牙齿。[0113]随后使得牙刷的刚毛截面和涂层后颚模型的颊面保持水平,以在刷牙时尽可能最大限度地覆盖;对全部牙刷施加300g压力,每个产品将交替进行4次“30秒垂直刷牙+30秒水平刷牙”的过程。然后,统计在不使用额外牙膏的情况下不同牙刷的使用次数,即牙膏消耗殆尽的使用次数,具体结果见表2。牙刷的实施方案实施例1实施例2实施例3实施例4实施例5刷牙次数(次)4527393239牙刷的实施方案实施例6实施例7实施例8实施例9实施例10刷牙次数(次)3626304228牙刷的实施方案实施例11实施例12实施例13实施例14实施例15刷牙次数(次)4426486381[0114]从表2的实施例7、实施例10-11和实施例3的数据结果中看出,牙膏层中胶合填充剂中高水溶性糖和低水溶性糖的相对用量比例对牙刷的使用次数的影响较大。主要是胶合填充剂中高水溶性糖和低水溶性糖的相对用量将直接影响的是牙膏层中其它组分的缓释效果,从而影响牙刷的使用次数。而在制备牙刷时,牙刷刷毛同时含有具有保护层和不具有保护层的牙刷刷毛时,将显著增加牙刷的使用次数(实施例14):这是由于,若是牙刷上不含有保护层时,在刷牙时直接消耗所有牙刷刷毛牙膏层上的牙膏,消耗速度较快;但是牙刷上含有保护层时,在刷牙时首先消耗不含保护层牙刷刷毛上牙膏层的牙膏;再随着保护层的缓慢磨损,含有保护层的牙刷刷毛逐渐暴露其牙膏层,后期消耗该类牙膏层,以实现不同牙刷刷毛牙膏层的消耗时间的不同,从而增加牙刷使用次数,延长牙刷使用寿命。而设置不同厚度保护层的牙刷刷毛,能够进一步增加牙刷的使用次数(实施例15)。[0115]2、牙刷的牙菌斑去除效果检测方法:制备具有牙菌斑的人造牙齿:将颚模型(gnathostaic model)的牙齿部分放入着色剂10s后拿出,并在25℃以及55%湿度中干燥60min后使用。着色剂的制备方法如下,按照以下重量比例准备原料:玉米淀粉18%,甘油5%,消泡剂十八醇硬脂酸酯7%,乙醇10%,品红16%以及余量的水;将上述原料混合,即得到着色剂;将得到的着色剂涂覆至洁净的人造牙齿的表面,在55℃下固化着色15min,以形成具有牙菌斑的人造牙齿。[0116]随后使得牙刷的刚毛截面和涂层后颚模型的颊面保持水平,以在刷牙时尽可能最大限度地覆盖;对全部牙刷施加300g压力,每个产品将交替进行4次“30秒垂直刷牙+30秒水平刷牙”的过程。然后,通过显微镜测定人造齿面在刷牙前后的牙菌斑面积,将牙菌斑除去率以百分率(%)评价,牙菌斑去除率%=(刷牙前牙菌斑面积-刷牙后牙菌斑面积)/刷牙前牙菌斑面积*100%。对不同实施方式制备得到的牙刷进行牙菌斑去除效果的测定,其结果见表3。[0117]表3不同牙刷的牙菌斑去除效果从表3的数据结果中看出,本技术制备得到的牙刷具有相对优异的牙菌斑去除效果。其中,实施例7(实施例9或者实施例11)制备得到的牙刷,由于在牙膏层中胶合填充剂的不同,主要是低水溶性糖的用量过多,使得牙膏层中的其余组分难以缓释出来,从而影响牙齿清洁效果。[0118]本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
本文地址:https://www.jishuxx.com/zhuanli/20240615/82866.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表