一种喷印方法、喷印系统及喷印装置与流程
- 国知局
- 2024-07-05 16:08:42
本技术涉及喷印,特别涉及一种喷印方法、喷印系统及喷印装置。
背景技术:
1、喷码是一种通过软件控制,采用喷头非接触方式在产品上进行相关标识(如二维码、文字或图片等)喷印的工艺。喷头是运用带电的墨水微粒,由高压电场偏转的原理,在承印物上喷印出标识,是集机电一体化的高科技产品,产品广泛应用于食品、医药工业、烟酒等行业领域。
2、传统喷码工艺在根据产品拼版进行喷头定位后,无法自动切换喷头;在线检测发现喷印标识质量不良需对喷头进行清理时,需将喷头脱离工作状态,进行清理后,再进入工作状态;而喷码工序出现喷头问题是极为常见,尤其对于大订单产品,清理喷头的次数则更多。
3、对于传统离线喷印装置,如果停机进行喷头清理,则耗费时间。
4、对于传统凹印连线喷印装置,如果停机进行喷头清理,有两种处理方式;第一种就是凹印停机进行喷头清理,凹印再次启动时,纸张张力变化需重新进入套位追踪,该过程耗时、产生套位不良品且严重影响凹印设备性能;第二种就是凹印不停机进行喷头清理,将喷头脱离工作状态,则会产生未喷码产品;该部分未喷码产品要么作废,要么采用离线喷印装置进行补喷,该方式严重依赖补喷设备,造成产品浪费,同时对喷印标识数据拆分的管理要求更高。
技术实现思路
1、本技术为解决现有的喷印方法需停机清理喷头或依赖于补喷设备,而导致的喷印效率低、产品浪费和硬件要求高的技术问题,提供一种喷印效率高且可以节约产品和硬件成本的喷印方法、喷印系统及喷印装置。
2、具体的,本技术提供一种喷印方法,采用预设组装载有至少两组喷头清理结构和喷头的喷印装置进行喷印工作,所述喷印方法包括以下步骤:
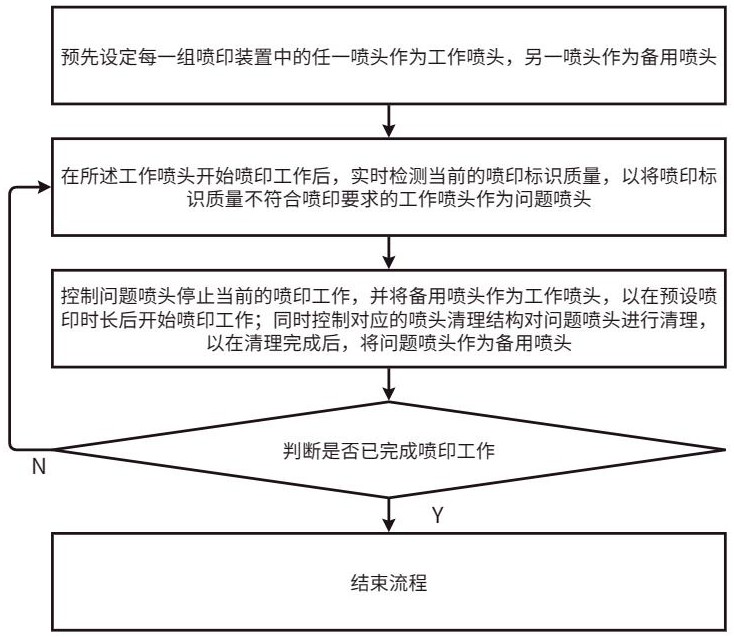
3、s100:预先设定每一组喷印装置中的任一喷头作为工作喷头,另一喷头作为备用喷头。
4、s200:在所述工作喷头开始喷印工作后,实时检测当前的喷印标识质量,以将喷印标识质量不符合喷印要求的所述工作喷头作为问题喷头。
5、s300:控制所述问题喷头停止当前的喷印工作,并将所述备用喷头作为工作喷头,以在预设喷印时长后开始喷印工作;同时控制对应的喷头清理结构对所述问题喷头进行清理,以在清理完成后,将所述问题喷头作为备用喷头。
6、s400:判断是否已完成喷印工作,若是,则结束流程;否则返回至步骤s200。
7、在上述技术方案中,采用了预设组装载有至少两组喷头清理结构和喷头的喷印装置,通过实时检测喷印标识质量来确保满足喷印要求;当检测到问题喷头时,自动切换备用喷头并对问题喷头进行清理,然后将其作为备用喷头,从而实现持续的喷印工作,这种方法可以提高喷印效率和一致性,并且最大程度地减少了生产中断的风险。
8、该方法同时确保了喷印质量和设备稳定性,减少了生产中断的频率,提高了生产效率。此外,通过自动迭代整个工作流程,这种方法还可以减少人为操作并提高生产线的自动化程度,从而降低了人工成本和设备维护成本。
9、此外,该方法不需要依赖补喷设备,从而在一定程度上还降低了硬件成本。
10、进一步的,在执行步骤s100之前,包括:
11、获取承印物的制版周长、拼版咬口长度和制版内的第一喷印数量。
12、根据所述制版周长、拼版咬口长度和所述第一喷印数量计算制版内相邻喷印标识的第一标识间距,并根据所述第一标识间距和所述拼版咬口长度计算拼版咬口相邻喷印标识的第二标识间距。
13、在上述技术方案中,通过计算制版内相邻喷印标识的间距和拼版咬口相邻喷印标识的间距,可以确保喷印位置的准确性和一致性,避免喷印位置偏移或重叠而导致废品的产生,提高生产线上产品的质量和稳定性。
14、进一步的,在执行步骤s100之前,还包括:
15、根据所述第一喷印数量确定跨拼版咬口处喷头间距内间插的第二喷印数量为第一预设数量q和所述制版内的喷头间距内间插的第三喷印数量为第二预设数量p。
16、根据所述第一预设数量q、第一标识间距和拼版咬口长度确定两个喷头的喷头间距,和/或根据所述第二预设数量p和第一标识间距确定喷头间距。
17、或者是,自适应设置所述喷头间距。
18、在上述技术方案中,可以确保喷印符合要求并且不会出现误差;同时还可以有效减少由于喷印数量错误造成的废品率,这样能够更好地保证生产线上的产品质量。
19、同时,所述喷头间距也可以自适应进行设置,提高了喷印的灵活性和可扩展性。
20、进一步的,在执行步骤s100之前,还包括:
21、获取制版输动速度。
22、根据所述第一标识间距和制版输动速度计算制版内相邻喷印标识的第一喷印间隔时长t1,并根据所述喷头间距和制版输动速度计算喷印时差△t。
23、根据所述第一标识间距、拼版咬口长度和制版输动速度计算制版输动方向的拼版咬口相邻喷印标识的第二喷印间隔时长t2。
24、在上述技术方案中,通过根据第一标识间距和制版输动速度计算喷印间隔时长t1,可以确保喷印频率的精准控制,使喷印间隔符合要求;根据喷头间距和制版输动速度计算喷印时差△t,可以确保多个喷头之间的喷印协调,避免喷印重叠或错位;通过精确计算制版输动方向的拼版咬口相邻喷印标识的间隔时长t2,可以提高喷印速度和生产效率,确保喷印工作的连续性和稳定性。
25、进一步的,所述步骤s300中,在控制所述问题喷头停止当前的喷印工作后,还包括:根据预先设定的工作喷头和备用喷头的前后位置、第一喷印间隔时长t1、第二喷印间隔时长t2、喷印时差△t、第一预设数量q和第二预设数量p,以及当前喷印的制版喷印完成状态确定预设喷印时长。
26、在上述技术方案中,通过根据上述参数确定预设喷印时长,可以最大程度地减少生产线的停产时间,从而提高生产效率和减少生产停滞损失。
27、进一步的,所述确定预设喷印时长包括:
28、以制版输动方向为前面,当预先设定的备用喷头在工作喷头前面时,判断当前喷印的制版内是否已完成喷印,若是,所述预设喷印时长则为t2+△t;否则所述预设喷印时长为t1+△t。
29、进一步的,所述确定预设喷印时长包括:
30、当预先设定的工作喷头在备用喷头前面时,判断所述喷头间距是否小于或等于所述第一标识间距,若所述喷头间距小于或等于所述第一标识间距,则判断当前喷印的制版内是否已完成喷印,若已完成喷印,所述预设喷印时长则为t2-△t;否则所述预设喷印时长为t1-△t。
31、若所述喷头间距大于所述第一标识间距,则判断所述喷头间距是否小于或等于所述第二标识间距,若所述喷头间距小于或等于所述第二标识间距,则判断当前喷印的制版内是否已完成喷印,若已完成喷印,所述预设喷印时长则为t2-△t;否则所述预设喷印时长为(p+1)t1-△t。
32、若所述喷头间距大于所述第二标识间距,则判断当前喷印的制版内是否已完成喷印,若已完成喷印,所述预设喷印时长则为(q*t1+t2)-△t;否则所述预设喷印时长为(p+1)t1-△t。
33、在上述技术方案中,通过根据工作喷头位置和当前喷印制版内是否已完成喷印来确定预设喷印时长,能够根据实际情况灵活应对生产需求,确保生产线顺畅运行。
34、基于同一构思,本技术还提供一种喷印系统,所述喷印系统包括:
35、设定模块:用于预先设定每一组喷印装置中的任一喷头作为工作喷头,另一喷头作为备用喷头。
36、检测模块:用于在所述工作喷头开始喷印工作后,实时检测当前的喷印标识质量,以将喷印标识质量不符合喷印要求的所述工作喷头作为问题喷头。
37、控制模块:用于控制所述问题喷头停止当前的喷印工作,并将所述备用喷头作为工作喷头,以在预设喷印时长后开始喷印工作;同时控制对应的喷头清理结构对所述问题喷头进行清理,以在清理完成后,将所述问题喷头作为备用喷头。
38、判断模块:用于判断是否已完成喷印工作,以在完成喷印工作时,结束流程,以及在未完成喷印工作时,转入所述检测模块。
39、在上述技术方案中,通过实时质量监测、智能切换工作喷头和自动化操作流程,能够有效提高生产效率、保障生产质量、简化操作流程,提高生产线的稳定性。
40、进一步的,所述喷印系统还包括:
41、第一获取模块:用于获取承印物的制版周长、拼版咬口长度和制版内的第一喷印数量,以根据所述制版周长、拼版咬口长度和所述第一喷印数量计算制版内相邻喷印标识的第一标识间距,并根据所述第一标识间距和所述拼版咬口长度计算拼版咬口相邻喷印标识的第二标识间距。
42、第二获取模块:用于根据所述第一喷印数量确定跨拼版咬口处喷头间距内间插的第二喷印数量为第一预设数量q和所述制版内的喷头间距内间插的第三喷印数量为第二预设数量p,并根据所述第一预设数量q、第一标识间距和拼版咬口长度确定两个喷头的喷头间距,和/或根据所述第二预设数量p和第一标识间距确定喷头间距;或者是,自适应设置所述喷头间距。
43、第三获取模块:用于获取制版输动速度,根据所述第一标识间距和制版输动速度计算制版内相邻喷印标识的第一喷印间隔时长t1,并根据所述喷头间距和制版输动速度计算喷印时差△t,以及根据所述第一标识间距、拼版咬口长度和制版输动速度计算制版输动方向的拼版咬口相邻喷印标识的第二喷印间隔时长t2。
44、确定模块:用于根据预先设定的工作喷头和备用喷头的前后位置、第一喷印间隔时长t1、第二喷印间隔时长t2、喷印时差△t、第一预设数量q和第二预设数量p确定预设喷印时长。
45、在上述技术方案中,通过计算相关参数,可以实现精确的喷印控制,确保喷印标识的精准位置和间距,提高喷印的质量和一致性;并且通过预设喷印时长的计算可以减少生产线的停产时间,提高喷印效率和产能。
46、基于同一构思,本技术还提供一种喷印装置,所述喷印装置装载有至少两组喷头清理结构和喷头,且所述喷印装置由一喷印系统控制,以通过所述喷印系统采用所述的喷印方法控制所述喷印装置进行喷印工作。
47、与现有技术相比,本技术的有益效果在于:
48、本技术基于预设组装载有至少两组喷头清理结构和喷头的喷印装置进行喷印工作;先预先设定每一组喷印装置中的任一喷头作为工作喷头,另一喷头作为备用喷头;喷印过程中,实时检测当前喷印标识质量,如果发现工作喷头的喷印标识质量不符合要求,则自动切换备用喷头作为工作喷头,并对问题喷头进行清理,以在清理完成后,将问题喷头作为备用喷头,继续进行喷印操作,直至完成喷印工作。
49、本技术可以提高喷印效率和一致性,并确保喷印质量和设备稳定性,减少了生产中断的频率,提高了生产效率;同时还可以减少人为操作并提高生产线的自动化程度,从而降低了人工成本和设备维护成本;此外,该方法不需要依赖补喷设备,从而在一定程度上还降低了硬件成本。
本文地址:https://www.jishuxx.com/zhuanli/20240617/40737.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表