一种聚乳酸FDY长丝的制备方法与流程
- 国知局
- 2024-07-05 16:46:54
本发明涉及纤维,更具体地,涉及一种聚乳酸fdy长丝的制备方法。
背景技术:
1、聚乳酸具有良好的易加工性、可降解性等优点而引起人们的重视,同时对聚乳酸材料的研究也日趋活跃。但现有的聚乳酸纤维通常韧性较差,限制了其广泛应用,而抗菌性也难以满足较高的抑菌要求。为了使聚乳酸纤维具备韧性、抗菌效果,通常需要对聚乳酸纤维进行改性,在聚乳酸纤维中或表面上添加抗菌剂、增韧剂,但增韧剂得加入往往会降低纤维的拉伸强度,抗菌剂与聚乳酸之间相容性较差,导致抗菌效果持久性一般。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种聚乳酸fdy长丝的制备方法,所制备纤维兼具韧性、拉伸强度和抗菌持久性,能够满足更高需求。
2、为了实现上述目的,本发明采用根据下技术方案:
3、一种聚乳酸fdy长丝的制备方法,包括以下步骤:
4、(a)将荸荠皮进行干燥、研磨处理,得荸荠皮粉;
5、(b)将聚乳酸切片进行干燥,然后与荸荠皮粉、衣康酸甲酯环氧化玉米油混合均匀,注入螺杆挤出机挤出造粒,制成母粒;
6、(c)将聚乳酸切片结晶干燥,之后与步骤(b)制备母粒按比例注入螺杆挤出机中进行熔融挤出,经纺丝组件纺丝生成初生丝后,再经环吹风冷却、集束上油、预网络、牵伸定型、卷绕成型处理,制得聚乳酸fdy长丝。
7、进一步的,步骤(b)中,荸荠皮粉占聚乳酸切片质量的5~10%,衣康酸甲酯环氧化玉米油占聚乳酸切片质量的5~10%。
8、进一步的,步骤(b)中,螺杆加工温度为180~200℃。
9、进一步的,步骤(c)中,母粒占聚乳酸切片质量的1~5%;螺杆挤出机一区加热温度为170~180℃,二区加热温度为180~190℃,三区加热温度为190~200℃,四区加热温度为200~210℃,五区加热温度为210~220℃;纺丝温度为220~230℃,纺丝组件压力为15.1mpa;环吹风温度为20~22℃,风速为0.35~0.4m/s;预网络压力为0.09mpa;牵伸定型时第一牵伸辊速度为2000~2200m/min,温度为70~80℃,第二牵伸辊的速度为2450~2600m/min,温度为90~110℃;卷绕成型处理时卷绕速度为2100~2800m/min,卷绕张力为9.3~10cn。
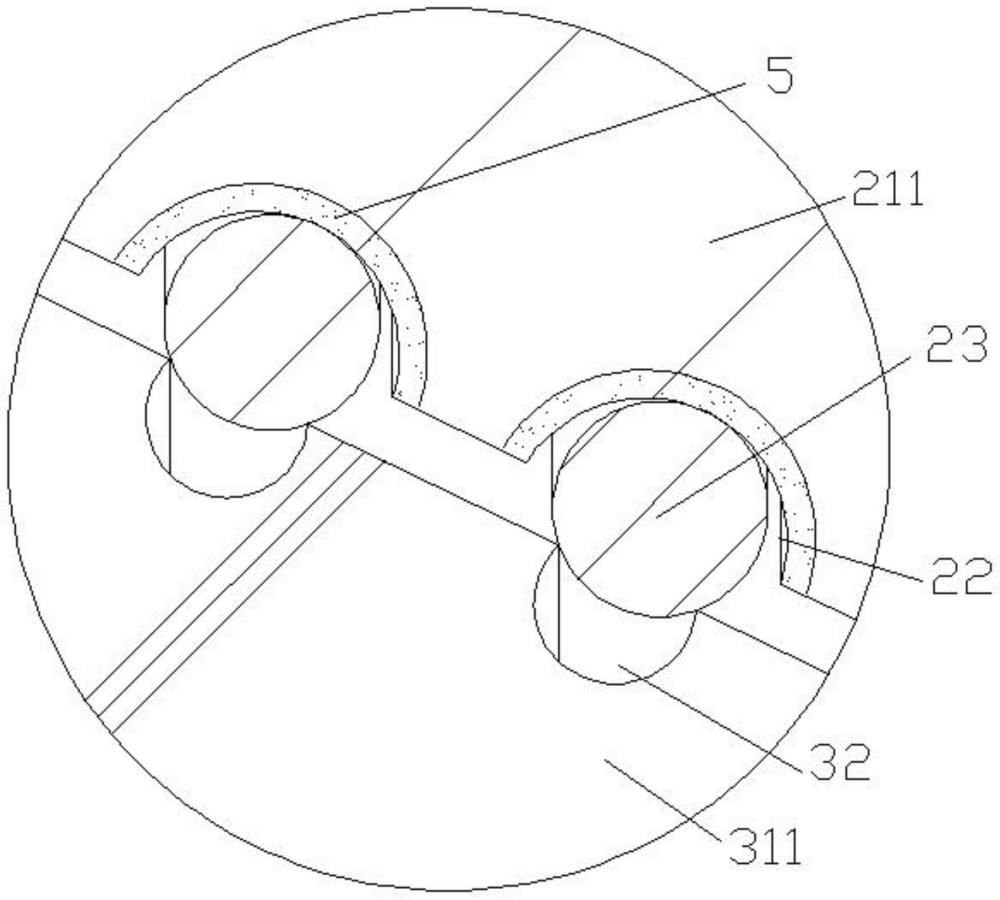
10、进一步的,集束上油时采用的上油装置包括上油箱、分别转动设于上油箱内的第一上油辊和第二上油辊,所述第一上油辊包括横向沙漏形的第一辊体,所述第一辊体表面凹陷形成多圈间隔分布的第一凹槽,每圈所述凹槽内均固装有圆环状上油环,所述第二上油辊包括横向双圆锥体状的第二辊体,所述第二辊体表面凹陷形成多圈间隔分布的第二凹槽,所述第一辊体与第二辊体上下间隔分布,且多个所述上油环一一对应滑动抵接入多个第二凹槽,所述上油环与第二凹槽配合抵接形成穿丝孔。
11、进一步的,所述第一凹槽截面呈半圆形或弓形,所述上油环截面呈圆形,所述第一凹槽半径大于上油环半径。
12、进一步的,所述第二凹槽截面呈呈半圆形或弓形,所述第二凹槽半径小于上油环半径。
13、进一步的,所述第一辊体两端分别包覆有一圈吸油材料a,所述吸油材料a处于第二辊体端部外侧。
14、进一步的,所述第一辊体长度大于第二辊体。
15、进一步的,所述第一上油辊为可升降设置。
16、本发明的有益效果是:
17、以荸荠皮(荸荠皮中含淀粉、纤维素、黄酮类化合物等物质)、衣康酸甲酯环氧化玉米油共混改性聚乳酸,荸荠皮与衣康酸甲酯环氧化玉米油能发挥协同增效作用,有效改善了聚乳酸长丝的韧性、拉伸强度和抗菌持久性;通过第一上油辊、第二上油辊的配合设置实现聚乳酸长丝的均匀上油,改善纤维可纺性,进一步提高产品韧性和拉伸强度。
技术特征:1.一种聚乳酸fdy长丝的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述一种聚乳酸fdy长丝的制备方法,其特征在于,步骤(b)中,荸荠皮粉占聚乳酸切片质量的5~10%,衣康酸甲酯环氧化玉米油占聚乳酸切片质量的5~10%。
3.根据权利要求1所述一种聚乳酸fdy长丝的制备方法,其特征在于,步骤(b)中,螺杆加工温度为180~200℃。
4.根据权利要求1所述一种聚乳酸fdy长丝的制备方法,其特征在于,步骤(c)中,母粒占聚乳酸切片质量的1~5%;螺杆挤出机一区加热温度为170~180℃,二区加热温度为180~190℃,三区加热温度为190~200℃,四区加热温度为200~210℃,五区加热温度为210~220℃;纺丝温度为220~230℃,纺丝组件压力为15.1mpa;环吹风温度为20~22℃,风速为0.35~0.4m/s;预网络压力为0.09mpa;牵伸定型时第一牵伸辊速度为2000~2200m/min,温度为70~80℃,第二牵伸辊的速度为2450~2600m/min,温度为90~110℃;卷绕成型处理时卷绕速度为2100~2800m/min,卷绕张力为9.3~10cn。
5.根据权利要求1~4中任意一项所述一种聚乳酸fdy长丝的制备方法,其特征在于:集束上油时采用的上油装置包括上油箱(1)、分别转动设于上油箱(1)内的第一上油辊(2)和第二上油辊(3),所述第一上油辊(2)包括横向沙漏形的第一辊体(21),所述第一辊体(21)表面凹陷形成多圈间隔分布的第一凹槽(22),每圈所述凹槽(22)内均固装有圆环状上油环(23),所述第二上油辊(3)包括横向双圆锥体状的第二辊体(31),所述第二辊体(31)表面凹陷形成多圈间隔分布的第二凹槽(32),所述第一辊体(21)与第二辊体(31)上下间隔分布,且多个所述上油环(23)一一对应滑动抵接入多个第二凹槽(32),所述上油环(23)与第二凹槽(32)配合抵接形成穿丝孔。
6.根据权利要求5所述一种聚乳酸fdy长丝上油装置,其特征在于,所述第一凹槽(22)截面呈半圆形或弓形,所述上油环(23)截面呈圆形,所述第一凹槽(22)半径大于上油环(23)半径。
7.根据权利要求5所述一种聚乳酸fdy长丝上油装置,其特征在于,所述第二凹槽(32)截面呈呈半圆形或弓形,所述第二凹槽(22)半径小于上油环(23)半径。
8.根据权利要求5所述一种聚乳酸fdy长丝上油装置,其特征在于,所述第一辊体(21)两端分别包覆有一圈吸油材料a(4),所述吸油材料a(4)处于第二辊体(31)端部外侧。
9.根据权利要求5所述一种聚乳酸fdy长丝上油装置,其特征在于,所述第一辊体(21)长度大于第二辊体(31)。
10.根据权利要求5所述一种聚乳酸fdy长丝上油装置,其特征在于,所述第一上油辊(2)为可升降设置。
技术总结本发明公开一种聚乳酸FDY长丝的制备方法,包括步骤:(a)将荸荠皮进行干燥、研磨处理,得荸荠皮粉;(b)将聚乳酸切片进行干燥,然后与荸荠皮粉、衣康酸甲酯环氧化玉米油混合均匀,注入螺杆挤出机挤出造粒,制成母粒;(c)将聚乳酸切片结晶干燥,之后与步骤(b)制备母粒按比例注入螺杆挤出机中进行熔融挤出,经纺丝组件纺丝生成初生丝后,再经环吹风冷却、集束上油、预网络、牵伸定型、卷绕成型处理,制得聚乳酸FDY长丝。本发明所制备纤维兼具韧性、拉伸强度和抗菌持久性,能够满足更高需求。技术研发人员:李君军,许云辉,王建刚,章磊,方斌,王守宇,李奕成,孙婷婷,谈杰,王森受保护的技术使用者:绍兴迈宝科技有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240617/44256.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表