与车身同色的徽标灯及其生产工艺的制作方法
- 国知局
- 2024-06-21 10:04:05
本发明涉及车灯,具体涉及一种与车身同色的徽标灯及其生产工艺。
背景技术:
1、在汽车的生产过程中涉及到很多零部件,有些零部件需要其他厂家生产出来以后运输到主机厂组装起来。在这个过程中就存在外加工零件与车身的色差问题,尤其是零件的材质与车身材质不同时色差问题更加突出。
2、车灯是汽车上的一个重要零部件,其包括远光灯、近光灯、转向灯、倒车灯、日行灯、雾灯等。徽标灯是众多车灯中的一种,其主要通过点亮发光的方式展示厂商logo,以此提升品牌知名度和产品吸引力。我司生产的某款徽标灯产品需要先喷涂色漆,然后利用激光镭雕的方式形成logo形状,如何确保批量制造的徽标灯与车身颜色相同成为我司亟待解决的问题。
技术实现思路
1、本发明的目的在于解决现有技术存在的上述问题,提供一种与车身同色的徽标灯的生产工艺,该工艺具体过程如下:(a)成型徽标灯的各个零部件并组装起来;(b)调配与车身同色的色漆;(c)在徽标灯的配光镜外表面喷涂色漆并烘干,接着镭雕文字、图形等logo内容,然后喷涂清漆并再次烘干,最终得到与车身同色的徽标灯。
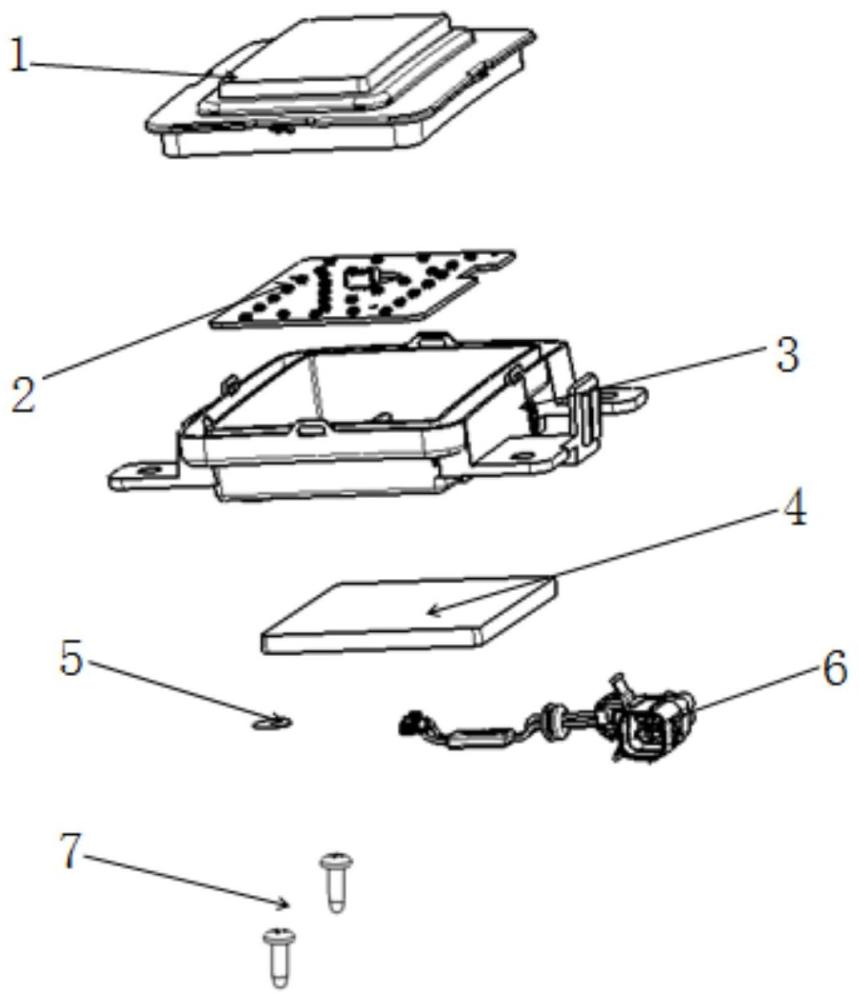
2、进一步的,步骤(a)中徽标灯的零部件包括配光镜、led模组、底座、缓冲垫、线束组件,其中led模组、缓冲垫、线束组件均与底座固定连接,由此形成的装配体与配光镜固定连接,如此封装得到完整的徽标灯。
3、进一步的,所述徽标灯的配光镜与车身共面并且两者颜色相同。
4、进一步的,步骤(b)中色漆的制备方法如下:首先根据主机厂提供的色板进行调漆,然后将配制好的油漆涂装至配光镜样件上并与主机厂提供的涂装车身样品进行对比,通过色差仪检测两者的色差并再次调漆直至色差满足要求,由此得到合格的色漆。由于车身为不透明的金属材质,而徽标灯为透明塑料材质,因此主机厂喷涂车身所使用的油漆并不能直接喷涂到徽标灯的配光镜上,必须反复调漆并用色差仪进行校准,直至色差最小化。
5、进一步的,步骤(c)中喷漆的过程具体如下:依次在配光镜外表面喷涂底漆、色漆、珠光漆后镭雕logo图形,接着在配光镜的同一表面依次喷涂保护漆、清漆,每次喷漆完成后充分烘干再进行下一步操作。
6、进一步的,对于浅色系的车身颜色,底漆喷涂两遍后再喷涂色漆,每次底漆喷涂厚度控制在5-25μm;对于深色系的车身颜色,底漆喷涂一遍后再喷涂色漆,底漆每遍喷涂厚度控制在5-25μm。
7、进一步的,所述浅色系具体指白色、蓝色、绿色等色系,所述深色系具体指灰色、黑色、紫色等色系。
8、进一步的,喷漆后的烘烤温度为65-100℃,烘烤时间为10-60min。
9、进一步的,色漆厚度控制在10-30μm,珠光漆厚度控制在10-40μm,保护漆厚度控制在10-35μm,清漆厚度控制在20-60μm。
10、本发明的目的之二在于提供一种具有上述结构的徽标灯。
11、传统的徽标灯配光镜不需要喷涂色漆,只需借助饰圈实现特定形状的logo图案点亮效果,但是这种设计存在车身与徽标灯颜色不一致、不融合等问题。为此,我们开发出了一种新型徽标灯及其制备工艺,在徽标灯的配光镜外表面喷涂完色漆后镭雕logo图案,led光源发出的光穿过镭雕图案向外射出,实现特定的点亮效果。喷漆能够使徽标灯的视觉主体——配光镜与车身保持同样的颜色,达到灯体与车身浑然一体的效果。与现有技术相比,本发明提供的徽标灯具有结构简单、视觉效果独特、生产成本较低等优点,能够满足客户苛刻的质量要求,产生了较好的经济效益。
技术特征:1.一种与车身同色的徽标灯的生产工艺,其特征在于该工艺包括以下步骤:(a)成型徽标灯的各个零部件并组装起来;(b)调配与车身同色的色漆;(c)在徽标灯的配光镜外表面喷漆并镭雕图形,得到与车身同色的徽标灯。
2.如权利要求1所述的生产工艺,其特征在于:步骤(a)中徽标灯的零部件包括配光镜、led模组、底座、缓冲垫、线束组件,其中led模组、缓冲垫、线束组件均与底座固定连接,由此形成的装配体与配光镜固定连接。
3.如权利要求2所述的生产工艺,其特征在于:所述徽标灯的配光镜与车身共面并且两者颜色相同。
4.如权利要求1所述的生产工艺,其特征在于:步骤(b)中色漆的制备方法如下:首先根据主机厂提供的色板进行调漆,然后将配制好的油漆涂装至配光镜样件上并与主机厂提供的涂装车身样品进行对比,通过色差仪检测两者的色差并再次调漆直至色差满足要求,由此得到合格的色漆。
5.如权利要求1所述的生产工艺,其特征在于:步骤(c)中喷漆的过程具体如下:依次在配光镜外表面喷涂底漆、色漆、珠光漆并镭雕图形,接着在配光镜的同一表面依次喷涂保护漆、清漆,每次喷漆完成后充分烘干再进行下一步操作。
6.如权利要求5所述的生产工艺,其特征在于:对于浅色系的车身颜色,底漆喷涂两遍后再喷涂色漆,每次底漆喷涂厚度控制在5-25μm;对于深色系的车身颜色,底漆喷涂一遍后再喷涂色漆,底漆喷涂厚度控制在5-25μm。
7.如权利要求6所述的生产工艺,其特征在于:所述浅色系包括白色、蓝色、绿色,所述深色系包括灰色、黑色、紫色。
8.如权利要求5所述的生产工艺,其特征在于:喷漆后的烘烤温度为65-100℃,烘烤时间为10-60min。
9.如权利要求5所述的生产工艺,其特征在于:色漆厚度控制在10-30μm,珠光漆厚度控制在10-40μm,保护漆厚度控制在10-35μm,清漆厚度控制在20-60μm。
10.一种与车身同色的徽标灯,其特征在于:该徽标灯按照权利要求1-9中的任意一种方法制备得到。
技术总结本发明涉及一种与车身同色的徽标灯及其生产工艺。该徽标灯包括配光镜、LED模组、底座、缓冲垫、线束组件,其中LED模组、缓冲垫、线束组件均与底座固定连接,由此形成的装配体与配光镜固定连接。制作时首先成型徽标灯的各个零部件并将其组装起来,然后调配与车身同色的色漆,接着在徽标灯的配光镜外表面喷漆并镭雕LOGO,最终得到与车身同色的徽标灯。该徽标灯装在车身上后,实现了灯体与车身浑然一体的视觉效果,满足了客户的要求和消费者审美。技术研发人员:卢经纬,程开甲,朱圣银,李冬林,雷飚受保护的技术使用者:湖北孝感华中车灯有限公司技术研发日:技术公布日:2024/5/10本文地址:https://www.jishuxx.com/zhuanli/20240618/17986.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表