一种机载三色射灯镜头组件装配方法与流程
- 国知局
- 2024-06-21 10:13:18
本申请涉及航空机载设备调试,特别涉及一种机载三色射灯镜头组件装配方法。
背景技术:
1、航空机载三色射灯配套于投影(dlp、lcos)显示系统,要求在处于较为严苛的机载振动条件下,投射到指定置,光斑不会出现边界不清、虚化、明显抖动等现象,同时机载产品需要同时面对低气压、水汽、霉菌、盐雾等恶劣环境。在这些严苛的环境条件下,要有较好的密封性能,防止水汽、霉菌、盐雾等进入镜头内部。
2、以往的产品实现光斑重合的方案一般为:1,采用一个颜色对应一个镜头,将多个镜头按一定角度安装在多个位置,实现投射光斑在指定位置重合,该方案体积庞大,空间利用率低,因为三个镜头分开,为了实现三色切换等控制,往往需要在三个镜头之外做控制电路,同时每一个镜头都需要单独的led灯板,此难以整体密封且无法满足振动环境;2,采用单一镜头,白色led,在led前加装由电机控制的色轮方式实现三色光斑投射到指定位置保证基本重合,该方案因为色轮过滤白色光会降低亮度,电机和色轮引入导致密封困难、无法适应振动环境。以上两种常用方案,均降低了射灯在严苛振动条件下的稳定性和可靠性,且密封困难。实现三色投射,同时对调节人员的技术水平、调焦状态都有较为严苛的要求,导致调节费时费力;变焦的方式也增加了整个镜头密封的难度,水汽盐雾等进入镜头将降低其可靠性和光学精度。
技术实现思路
1、本申请提供了一种机载三色射灯镜头组件装配方法,可用于解决当前密封方法难以满足当前需要的技术问题。
2、本申请提供一种机载三色射灯镜头组件装配方法,方法包括:
3、步骤1,对准直透镜和透镜框进行密封加固处理;
4、将反射聚光杯加固在三色led灯板上;
5、步骤3,粘贴导热垫:加固安装反射聚光杯的三色led灯板,均匀粘贴导热垫;
6、步骤4,对射灯后端1密封槽填充:在射灯后端1的密封槽内填充密封材料,密封材料高度为密封槽深度的1.2-1.5倍;密封材料为三色射灯组件后端第一层密封;
7、步骤5,进行总装处理;
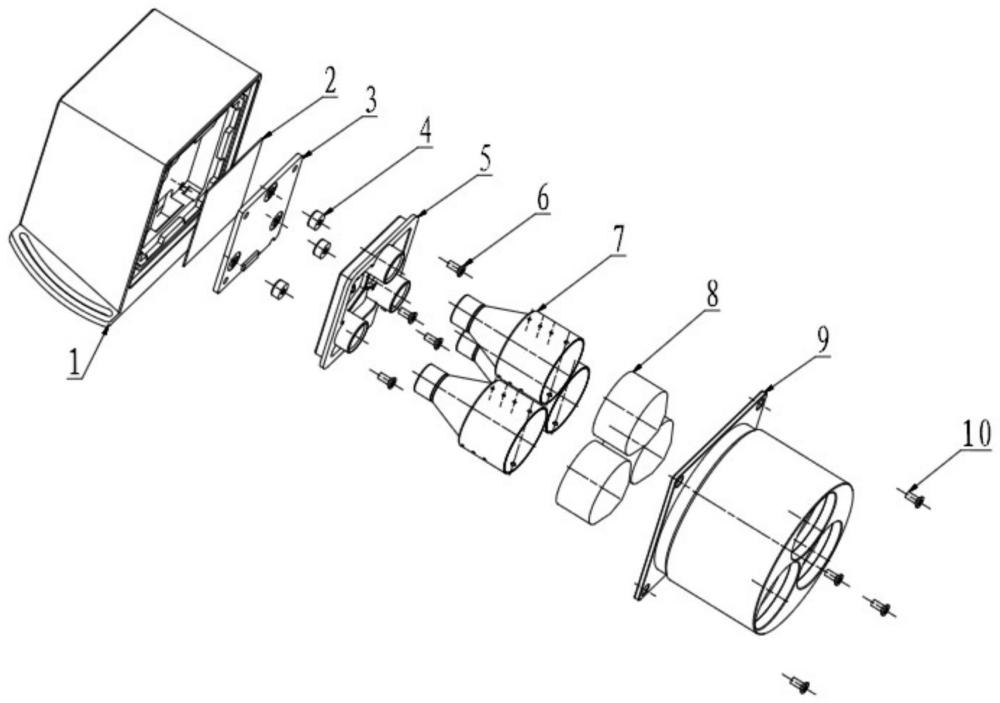
8、机载三色射灯镜头组件包括镜框,射灯后端,导热垫,三色led灯板,3个反射聚光杯,led灯板压板,led灯板压板紧固件,3个透镜框;led灯板压板上呈品字型分布三个同轴阶梯孔,三个孔分布和led分布位置相同,底部为光滑孔,孔直径比反射聚光杯4外径大0.8xmm,上部为对位安装透镜框的螺纹孔。
9、进一步地,步骤1,对准直透镜和透镜框进行密封加固处理,包括:
10、在外直径为d1,侧面高度为h的准直透镜底部侧面涂一圈a mm厚,b mm宽的半流淌型固化胶;
11、将准直透镜缓慢旋转入内直径为d2的透镜框内,d1-d2=2(a*b)/h mm,直至准直透镜和透镜框之间均匀分布(a*b)/h mm厚的加固胶层。
12、静置至加固胶层完全固化。
13、进一步地,步骤2,将反射聚光杯加固在三色led灯板上;
14、将三色led灯板led面朝上,平放在水平台上,三个反射聚光杯和三色led灯板上的3颗led分别进行对位安装;反射聚光杯4底部设置以led对角线长度为直径,以led高度为深度的圆形槽;
15、采用点胶枪在反射聚光杯预留的x mm倒角和三色led灯板形成的侧方点胶槽内点一圈直径1.6x mm的反射聚光杯加固胶,加固胶溢出侧方点教槽,在反射聚光杯底部外圈形成一圈0.8x mm厚,x mm宽的胶圈,然后采用平整重物压在三个反射聚光杯上表面,静置至反射聚光杯加固胶完全固化,等待下一步安装。
16、进一步地,步骤5,进行总装处理,包括:
17、步骤51,三色led灯板定位:将完成步骤2以及步骤3的三色led灯板,对应射灯后端的相关定位特征放置在射灯后端的腔体内;
18、步骤52,关键加固密封:led灯板压板定位加固:将led灯板压板对应射灯后端的相关定位特征放置在射灯后端1腔体内的三色led灯板之上;led灯板压板紧固件穿过led灯板压板和三色led灯板的安装通孔后锁紧在射灯后端对应的安装螺纹孔中,以此led灯板压板压紧三色led灯板;
19、led灯板压板的螺纹孔轴线分别和三个led中心法线平行,led灯板压板的底部孔端面与将挤压完成步骤2后反射聚光杯周围的加固胶,挤压宽度约为0.8x mm,压缩变形量约为0.6x mm至0.8x mm;将加固胶外圈平整压在led灯板压板和led灯板之间;
20、led焊接在led灯板上,反射聚光杯固定在led上方,led灯板压板底部平面紧贴在led灯板上表面,底部孔和上部螺纹孔同轴,底部孔套在反射聚光杯外,反射聚光杯和led灯板压板无接触;
21、反射聚光杯反射聚光杯底部加工有led对角线长度为直径,以led高度为深度的圆形槽,使得反射聚光被杯刚好卡在led上,实现反射聚光杯中轴线与过led中心的法线重合,同时反射聚光杯底部入光口紧贴led上表面,反射聚光杯底部的倒角和led灯板形成一个侧面槽,槽内点胶,胶自然流淌,溢出点胶槽,将反射聚光杯固定在led灯板上;led灯板压板的底部孔套在反射聚光杯外,led灯板压板底部孔端面即led灯板压板底部平面和led灯板紧贴后,将挤压反射聚光杯倒角和led灯板形成的点胶槽溢出的加固胶,从而实现对led及光学空间的密封;
22、步骤53,透镜框定焦初步固定:将完成步骤1的透镜框,依次对应led灯板压板的安装螺纹孔拧入预设位置后,初步固定步骤a的透镜框;
23、步骤54,灯筒固定:灯筒的3个孔对应穿过调初步固定的透镜框,通过灯筒紧固件对应射灯后端安装特征进行安装固定;
24、步骤55,装调加固:透镜框的外侧和灯筒圆孔内侧,留有0.25mm的点胶槽,在装调过程中,通过3个0.2mm厚的装调片13,呈品字形均匀插在透镜框和灯筒之间的间隙内,然后在点胶槽内点半流淌型加固胶加固透镜框和灯筒;
25、当胶初步表干固化后,取出0.2mm厚的装调片,再在装调片取出的缺口处补充点胶;最后竖直三色射灯镜头摆放,胶水会在完全固化的过程中实现融合为整体。
26、本申请具有以下优点:
27、1,装配、调试、加固方法简单,对装配制造人员的要求低,可操作性强;
28、2,三色led灯板、反射聚光杯、准直透镜等可靠性薄弱环节均得到加固,加固方法简单;
29、3,三色射灯组件的关键光学器件,均在周围有隔振层(导热垫、胶层),各部分连接多采用机械连接,有效、可靠,能适应严苛的机载振动环境;
30、4,三色射灯组件的关键光学通道,上下均有2层密封措施,可有效防止水汽、盐雾、霉菌等进入;
技术特征:1.一种机载三色射灯镜头组件装配方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,步骤1,对准直透镜(8)和透镜框(7)进行密封加固处理,包括:
3.根据权利要求1所述的方法,其特征在于,步骤2,将反射聚光杯(4)加固在三色led灯板(3)上;
4.根据权利要求1所述的方法,其特征在于,步骤5,进行总装处理,包括:
技术总结本申请提供一种机载三色射灯镜头组件装配方法,方法包括:步骤1,对准直透镜和透镜框进行密封加固处理;将反射聚光杯加固在三色LED灯板上;步骤3,粘贴导热垫:加固安装反射聚光杯的三色LED灯板,均匀粘贴导热垫;步骤4,对射灯后端1密封槽填充:在射灯后端1的密封槽内填充密封材料,密封材料高度为密封槽深度的1.2‑1.5倍;密封材料为三色射灯组件后端第一层密封;步骤5,进行总装处理。本申请提供的方法将装置的薄弱环节进行加固,加固方法简单、可靠性高。技术研发人员:张伟,李鹏,郭一鸣,郑澄,赵红伟,高合敏,顾克受保护的技术使用者:中国电子科技集团公司第五十五研究所技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240618/18883.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表