一种钢琴背架榫头榫孔自动加工系统的制作方法
- 国知局
- 2024-06-21 11:51:55
本技术涉及钢琴生产设备,尤其涉及一种钢琴背架榫头榫孔自动加工系统。
背景技术:
1、目前,国内钢琴制造业采用的都是传统的台钻开榫孔,手工锯榫头的方法,存在较多问题:
2、1)生产效率低,生产成本高;
3、2)产品标准化程度低;
4、3)粉尘污染,无法保证操作员工的身体健康;
5、4)加工安全性差;
6、5)不环保。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种钢琴背架榫头榫孔自动加工系统,实现对钢琴背架榫头榫孔的全自动加工和流转,提高钢琴背架的加工效率和质量,降低生产成本,同时解决传统榫头榫孔加工的污染问题。
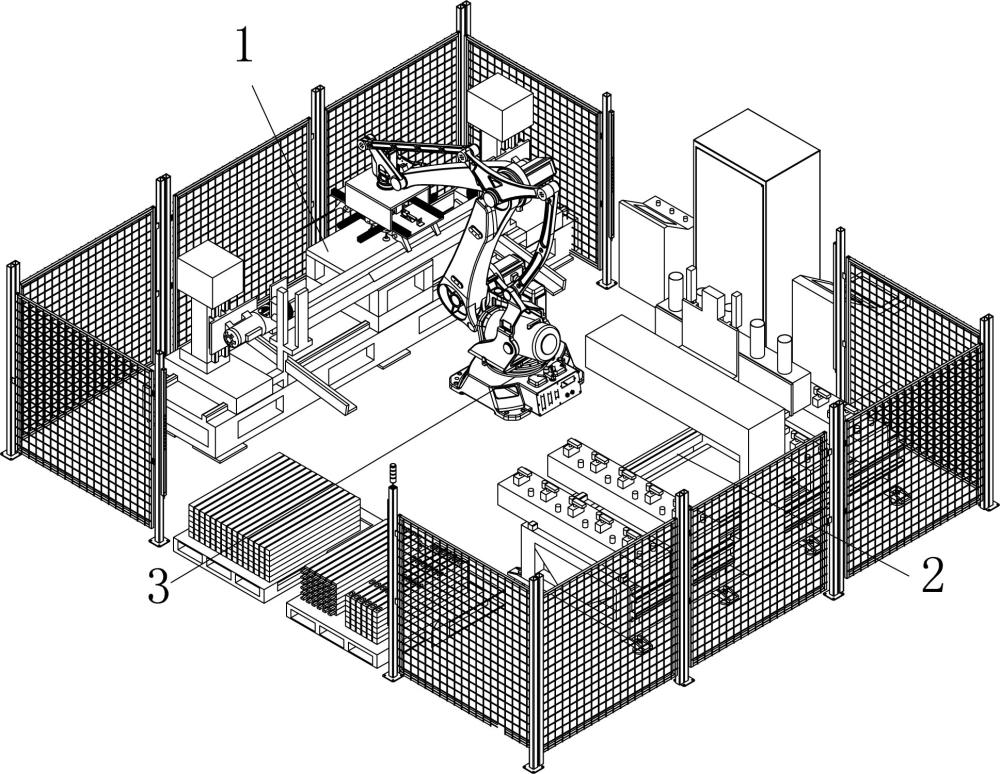
2、为解决上述技术问题,本实用新型采用的技术方案为:一种钢琴背架榫头榫孔自动加工系统,包括进料区、出料区和加工作业区,三个区域在人机操控区的操控下流水线作业,所有区域采用防护栏和安全隔离光栅封闭作业,进料区、出料区和人机操控区进出口采用安全隔离光栅封闭,加工作业区包括自动双端榫头机、五头数控榫槽机和六轴工业机器人,六轴工业机器人将木柱从进料区搬送到自动双端榫头机上加工两端榫头,加工完后搬送到出料区堆放待出料,同理六轴工业机器人将底横从进料区搬送到五头数控榫槽机上开榫孔,加工完后搬送到出料区堆放待出料。
3、优选的方案中,所述自动双端榫头机、五头数控榫槽机和六轴工业机器人分别自带独立的控制系统,互相串连,操作人员启动人机操控区的工作程序,六轴工业机器人将原料从送料区送到自动双端榫头机或五头数控榫槽机上后,发送指令给他们,自动双端榫头机或五头数控榫槽机接收到指令后,在各自系统的设定下开始工作,整套工作流程完成后,发送指令给六轴工业机器人,六轴工业机器人接收到指令后,在其控制系统的操控下搬送成品至出料区,接着再到进料区进料,如此循环流水线作业。
4、优选的方案中,所述自动双端榫头机包含自动控制系统,自动控制系统控制着进料传输装置、双端榫头加工装置和下料装置全自动流水线作业,进料传输装置、双端榫头加工装置和下料装置均固定在自动双端榫头机的床身上,首尾相连。
5、优选的方案中,所述进料传输装置包含进料导向槽和推料气缸,进料导向槽固定在推料气缸上方,进料导向槽连通双端榫头加工装置。
6、优选的方案中,所述双端榫头加工装置设置有夹紧机构和一组加工机构,夹紧机构包含夹紧气缸和夹紧块,夹紧气缸固定在夹紧块上,夹紧块固定在自动双端榫头机的床身上,一组加工机构滑动固定在床身两端,夹紧机构的一侧面,加工机构包含移动支撑架,移动支撑架滑动固定在床身上,移动支撑架上固定有旋转电机和铣刀,铣刀上方固定有吸尘机构。
7、优选的方案中,所述五头数控榫槽机包括主机架,主机架中间滑动固定有多头主轴,两端卡装固定有定位支架,定位支架包括一组定位挡块,定位挡块上固定有若干旋转压紧装置,旋转压紧装置包含旋转气缸和压紧块,两者固定为一体。
8、优选的方案中,所述多头主轴包含龙门架,龙门架滑动固定在主机架上,龙门架上固定有若干榫孔加工装置,榫孔加工装置包含移动刀架,移动刀架上固定有电机和吸尘装置,电机与专用刀具可拆卸连接,吸尘装置固定在专用刀具排屑口。
9、优选的方案中,所述六轴工业机器人包含六自由度关节型机器人,六自由度关节型机器人底部安装有基座,基座固定在地面上,六自由度关节型机器人端部安装有专用工装夹爪。
10、优选的方案中,所述六自由度关节型机器人为六个伺服电机,通过减速器、同步带轮等驱动六个关节轴的旋转,六个关节轴合成实现末端六自由度动作的关节型机器人,六个关节轴包含旋转轴s轴,下臂l轴、上臂u轴、手腕旋转r轴、手腕摆动b轴和手腕回转t轴,旋转轴s轴至手腕回转t轴依次相互连接在一起。
11、优选的方案中,所述专用工装夹爪包括可调节框架,可调节框架固定在六自由度关节型机器人的手腕回转t轴上,可调节框架前后固定有一组气缸夹紧机构,底部固定有两组负压吸盘抓取机构,气缸夹紧机构包含气缸和夹紧爪,负压吸盘抓取机构包含吸盘和气泵。
12、优选的方案中,所述进料区、出料区分别设置有原料和成品托盘,托盘设置有位置检测装置。
13、本实用新型提供的一种钢琴背架榫头榫孔自动加工系统,有如下有益效果:
14、1、本实用新型通过采用现有比较成熟的数控机床,并设置专门的工作台,利用工作台对钢琴背架木柱、底横进行支撑、夹持,这样可自动完成木柱、底横的开榫和挖榫槽加工,可提高钢琴背架装配精度;
15、2、本实用新型通过采用自动开榫机通过独立的上下料工作台,五头数控开榫机采用双工位独立作业,加工与上下料无干涉,可实现连续作业,连续性强,节省时间,可提高加工效率以及降低生产成本;
16、3、本实用新型通过选用一款旋转半径大,负载大的六轴工业机器人,通过示教编程,实现机器人重复作业,设置合适的作业节拍,连续作业,降低停机等待时间,提高加工效率;
17、4、本实用新型吸尘装置的设置,解决了传统作业对环境的污染,同时避免了对设备的污染而带来的运转不灵活,提升了自动加工系统的整机寿命,同时进一步保证了作业人员的健康;
18、5、本实用新型通过作业区域增加防护栏,封闭式作业,避免人员非必要进入机器人动作范围内,减少事故发生,提高安全作业;
19、6、本实用新型通过操作台位置预留安全口,取消防护栏,增加安全隔离光栅,便于设备维护、保养,机器人示教,既方便了设备人员的进入和维护、保养,正常作业时隔离安全光栅开启,又确保了作业安全;
20、7、本实用新型通过进出料区托盘位置取消安全护栏,增加安全隔离光栅,方便叉车进入更换托盘,叉车进入时,安全隔离光栅检测,机器人停止暂停作业,托盘更换完成后,作业人员通过在操作台操作,机器人恢复作业,既提高了更换托盘作业效率,又提高了作业安全的可靠性;
21、8、本实用新型进出料区设置托盘,托盘设置有位置检测装置,利于叉车进出料整体托举,同时托盘就位后,自动加工系统接收信号后启动,避免因托盘放置异常,导致机器人抓取异常,而影响整个自动加工系统的运行。
技术特征:1.一种钢琴背架榫头榫孔自动加工系统,其特征在于:包括进料区、出料区和加工作业区,三个区域在人机操控区的操控下流水线作业,所有区域采用防护栏和安全隔离光栅封闭作业,进料区、出料区和人机操控区进出口采用安全隔离光栅封闭,加工作业区包括自动双端榫头机(1)、五头数控榫槽机(2)和六轴工业机器人(3),六轴工业机器人(3)将木柱从进料区搬送到自动双端榫头机(1)上加工两端榫头,加工完后搬送到出料区堆放待出料,同理六轴工业机器人(3)将底横从进料区搬送到五头数控榫槽机(2)上开榫孔,加工完后搬送到出料区堆放待出料。
2.根据权利要求1所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述自动双端榫头机(1)、五头数控榫槽机(2)和六轴工业机器人(3)分别自带独立的控制系统,互相串连。
3.根据权利要求2所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述自动双端榫头机(1)包含自动控制系统,自动控制系统控制着进料传输装置(11)、双端榫头加工装置(12)和下料装置(13)全自动流水线作业,进料传输装置(11)、双端榫头加工装置(12)和下料装置(13)均固定在自动双端榫头机(1)的床身上,首尾相连。
4.根据权利要求3所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述进料传输装置(11)包含进料导向槽(111)和推料气缸(112),进料导向槽(111)固定在推料气缸(112)上方,进料导向槽(111)连通双端榫头加工装置(12)。
5.根据权利要求4所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述双端榫头加工装置(12)设置有夹紧机构(121)和一组加工机构(122),夹紧机构(121)包含夹紧气缸和夹紧块,夹紧气缸固定在夹紧块上,夹紧块固定在自动双端榫头机(1)的床身上,一组加工机构(122)滑动固定在床身两端,夹紧机构(121)的一侧面,加工机构(122)包含移动支撑架(1221),移动支撑架(1221)滑动固定在床身上,移动支撑架(1221)上固定有旋转电机(1222)和铣刀(1223),铣刀(1223)上方固定有吸尘机构(1224)。
6.根据权利要求2所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述五头数控榫槽机(2)包括主机架(21),主机架(21)中间滑动固定有多头主轴(22),两端卡装固定有定位支架(23),定位支架(23)包括一组定位挡块(231),定位挡块(231)上固定有若干旋转压紧装置(232),旋转压紧装置(232)包含旋转气缸和压紧块,两者固定为一体。
7.根据权利要求6所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述多头主轴(22)包含龙门架(221),龙门架(221)滑动固定在主机架(21)上,龙门架(221)上固定有若干榫孔加工装置(222),榫孔加工装置(222)包含移动刀架(2221),移动刀架(2221)上固定有电机(2222)和吸尘装置(2223),电机(2222)与专用刀具(2224)可拆卸连接,吸尘装置(2223)固定在专用刀具(2224)排屑口。
8.根据权利要求2所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述六轴工业机器人(3)包含六自由度关节型机器人(31),六自由度关节型机器人(31)底部安装有基座(32),基座(32)固定在地面上,六自由度关节型机器人(31)端部安装有专用工装夹爪(33)。
9.根据权利要求8所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述六自由度关节型机器人(31)为六个伺服电机,通过减速器、同步带轮驱动六个关节轴的旋转,六个关节轴合成实现末端六自由度动作的关节型机器人,六个关节轴包含旋转轴s轴,下臂l轴、上臂u轴、手腕旋转r轴、手腕摆动b轴和手腕回转t轴,旋转轴s轴至手腕回转t轴依次相互连接在一起。
10.根据权利要求9所述的一种钢琴背架榫头榫孔自动加工系统,其特征在于:所述专用工装夹爪(33)包括可调节框架(331),可调节框架(331)固定在六自由度关节型机器人(31)的手腕回转t轴上,可调节框架(331)前后固定有一组气缸夹紧机构(332),底部固定有两组负压吸盘抓取机构(333),气缸夹紧机构(332)包含气缸和夹紧爪,负压吸盘抓取机构(333)包含吸盘和气泵。
技术总结一种钢琴背架榫头榫孔自动加工系统,包括进料区、出料区和加工作业区,三个区域在人机操控区的操控下流水线作业,加工作业区包括自动双端榫头机、五头数控榫槽机和六轴工业机器人,六轴工业机器人将木柱从进料区搬送到自动双端榫头机上加工两端榫头,加工完后搬送到出料区堆放待出料,同理六轴工业机器人将底横从进料区搬送到五头数控榫槽机上开榫孔,加工完后搬送到出料区堆放待出料;各区设备分别自带独立的控制系统,互相串连,在人机操控区的操控下,指令互通、循环流水线作业;本技术实现了钢琴背架榫头榫孔全自动加工,提高了钢琴背架的加工效率和质量,降低了生产成本,标准化程度高,安全系数高,同时解决了传统背架加工的污染问题。技术研发人员:王军,施屈原,黄维,郑家胜受保护的技术使用者:宜昌金宝乐器制造有限公司技术研发日:20231012技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240618/24080.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表