一种提高饰品强度的黄金与珐琅结合加工工艺的制作方法
- 国知局
- 2024-06-21 12:45:18
1.本发明涉及珐琅加工技术领域,具体涉及一种提高饰品强度的黄金与珐琅结合加工工艺。背景技术:2.珐琅又称“佛郎”、“法蓝”,是由中国隋唐时古西域地名拂菻音译而来。珐琅器是以珐琅为材料装饰而制成的器物,其基本成分为石英、长石、硼砂和氟化物,与陶瓷釉、琉璃、玻璃同属硅酸盐类物质。依据具体加工工艺的不同,又可分为掐丝珐琅器、錾胎珐琅器、画珐琅器和透明珐琅器等几个品种。3.珐琅就是将经过粉碎研磨的珐琅釉料,涂施于经过金属加工工艺制作后的金属制品的表面,经干燥、烧成等制作步骤后,所得到的复合性工艺品。珐琅工艺的制作分类很多,一般根据制作方法和胎地种类将其分类。珐琅依据具体加工工艺的不同,又可分为掐丝珐琅器、錾胎珐琅器、画珐琅器和透明珐琅器等几个品种。其中掐丝珐琅器就是俗称的“景泰蓝”,15世纪中期明代景泰年间的制品尤为著称,故有景泰蓝之称。4.为了提升珐琅美感,一般会在珐琅表面镶贴装饰物,其中黄金便是首选之一,同时珐琅也是一种易碎物件,目前作为装饰物镶贴于珐琅表面的黄金仅能起到提升美感的作用,无法对珐琅的整体强度进行辅助提升,因而未达到物尽其用的效果。技术实现要素:5.解决的技术问题针对现有技术所存在的上述缺点,本发明提供了一种提高饰品强度的黄金与珐琅结合加工工艺,解决了上述背景技术中提出的技术问题。6.技术方案为实现以上目的,本发明通过以下技术方案予以实现:一种提高饰品强度的黄金与珐琅结合加工工艺,包括以下步骤:s1:获取珐琅三维视角图像数据,根据珐琅三维视角图像数据构建珐琅虚拟三维模型;s2:接收珐琅虚拟三维模型,根据珐琅虚拟三维模型分析珐琅重心,分析珐琅表面突棱角位置及肢体连接位置;s3:获取珐琅虚拟三维模型中珐琅重心、表面突棱角及肢体连接位置,根据珐琅虚拟三维模型中获取的位置在珐琅实体表面同步获取实体位置;s4:根据珐琅虚拟三维模型中获取位置进行黄金材质装饰物镶贴路径规划;s5:在黄金材质装饰物与珐琅的连接面均匀开设毛刺状凹槽,使用粘丝胶涂抹于金属材质装饰物的毛刺状凹槽开设面,使粘丝胶液面高于毛刺状凹槽开口;s6:根据黄金材质装饰物镶贴路径规划对涂抹有粘丝胶的金属材质装饰物表面向珐琅表面镶贴;s7:将完成黄金材质装饰物粘贴后的珐琅于自然通风环境下晾凉;s8:对晾凉珐琅进行上釉处理,并于烤箱中烘烤至釉面成型。7.更进一步地,所述步骤s1中在获取珐琅三维视角图像数据时,获取珐琅三维视角图像数据不唯一,且所有珐琅三维视角图像数据中包含珐琅外表面所有图像;其中,步骤s1执行时,用户端自定义选择是否对珐琅内部空间三维视角图像数据进行获取。8.更进一步地,所述步骤s3在获取珐琅实体表面的重心、表面突棱角及肢体连接实体位置时,同步在获取位置处进行标记,标记方法包括:喷涂、激光刻印、于指定视角下的机器视觉捕捉。9.更进一步地,在对珐琅进行黄金材质装饰物镶贴路径规划时同步分析黄金材质装饰物的型体,包括:块状、片状及线状;其中,黄金材质装饰物型体为块状或片状时,在对珐琅进行黄金材质装饰物镶贴路径规划时同步对黄金材质装饰物的镶贴顺序进行规划。10.更进一步地,珐琅表面黄金材质装饰物型体为线状时,进一步分析珐琅的实体大小同步参考珐琅表面突棱角及肢体连接位置角度,选择线状黄金材质装饰物的直径及硬度。11.更进一步地,黄金材质装饰物镶贴于珐琅表面后,珐琅的重心偏移至任意黄金材质装饰物与珐琅的连接位置。12.更进一步地,粘丝胶液面高于黄金材质装饰物表面开设毛刺状凹槽开口0.1~0.3mm。13.更进一步地,珐琅在进行金属材质装饰物镶贴时环境温度为50~55摄氏度,湿度小于40%,珐琅完成金属材质装饰物镶贴后于自然通风环境下晾凉时,湿度小于15%。14.更进一步地,所述步骤s8在中对珐琅进行的上釉烘烤工艺根据用户自定义重复执行3~5次;其中,珐琅在进行上釉烘烤时,烘烤时间为不少于8min,烘烤温度为320~520摄氏度。15.更进一步地,步骤s8结束后,用户根据黄金材质装饰物镶贴路路径规划查看珐琅表面黄金材质装饰物,确认黄金材质装饰物是否处于规划路径上,确认结果为是,判定珐琅与黄金材质装饰物的结合为成品,确认结果为否,判定珐琅与黄金材质装饰物的结合为残次品。16.有益效果采用本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:1、本发明提供一种提高饰品强度的黄金与珐琅结合加工工艺,通过该工艺对现有的珐琅与黄金的结合加工工艺进行了改进,使得相贴于珐琅表面的黄金装饰物能够一定程度的提升珐琅的整体强度,从而使珐琅更加坚固,不易因摔落而损毁,并且由此合理的对作为装饰物的黄金提供了镶贴逻辑,使珐琅表面用于装饰及提升其整体强度的黄金装饰物分布更加匀称、美观。17.2、本发明中加工工艺在其步骤执行的过程中,还通过识别珐琅的重心、表面的突棱角及肢体连接位置,为珐琅表面镶贴的黄金装饰物提供了精准的镶贴路径及逻辑,从而使得珐琅表面的黄金装饰物镶贴过程更加稳定,并在镶贴后进一步通过烘烤的方式来增强珐琅表面黄金装饰物的粘结力,达到提升珐琅与黄金装饰物结合成品品质的目的。附图说明18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。19.图1为一种提高饰品强度的黄金与珐琅结合加工工艺的流程示意图。具体实施方式20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。21.下面结合实施例对本发明作进一步的描述。22.实施例1本实施例的一种提高饰品强度的黄金与珐琅结合加工工艺,如图1所示,包括以下步骤:s1:获取珐琅三维视角图像数据,根据珐琅三维视角图像数据构建珐琅虚拟三维模型;s2:接收珐琅虚拟三维模型,根据珐琅虚拟三维模型分析珐琅重心,分析珐琅表面突棱角位置及肢体连接位置;s3:获取珐琅虚拟三维模型中珐琅重心、表面突棱角及肢体连接位置,根据珐琅虚拟三维模型中获取的位置在珐琅实体表面同步获取实体位置;s4:根据珐琅虚拟三维模型中获取位置进行黄金材质装饰物镶贴路径规划;s5:在黄金材质装饰物与珐琅的连接面均匀开设毛刺状凹槽,使用粘丝胶涂抹于金属材质装饰物的毛刺状凹槽开设面,使粘丝胶液面高于毛刺状凹槽开口;s6:根据黄金材质装饰物镶贴路径规划对涂抹有粘丝胶的金属材质装饰物表面向珐琅表面镶贴;s7:将完成黄金材质装饰物粘贴后的珐琅于自然通风环境下晾凉;s8:对晾凉珐琅进行上釉处理,并于烤箱中烘烤至釉面成型。23.步骤s1中在获取珐琅三维视角图像数据时,获取珐琅三维视角图像数据不唯一,且所有珐琅三维视角图像数据中包含珐琅外表面所有图像;其中,步骤s1执行时,用户端自定义选择是否对珐琅内部空间三维视角图像数据进行获取;步骤s3在获取珐琅实体表面的重心、表面突棱角及肢体连接实体位置时,同步在获取位置处进行标记,标记方法包括:喷涂、激光刻印、于指定视角下的机器视觉捕捉;在对珐琅进行黄金材质装饰物镶贴路径规划时同步分析黄金材质装饰物的型体,包括:块状、片状及线状;其中,黄金材质装饰物型体为块状或片状时,在对珐琅进行黄金材质装饰物镶贴路径规划时同步对黄金材质装饰物的镶贴顺序进行规划;珐琅表面黄金材质装饰物型体为线状时,进一步分析珐琅的实体大小同步参考珐琅表面突棱角及肢体连接位置角度,选择线状黄金材质装饰物的直径及硬度;黄金材质装饰物镶贴于珐琅表面后,珐琅的重心偏移至任意黄金材质装饰物与珐琅的连接位置;粘丝胶液面高于黄金材质装饰物表面开设毛刺状凹槽开口0.1~0.3mm;珐琅在进行金属材质装饰物镶贴时环境温度为50~55摄氏度,湿度小于40%,珐琅完成金属材质装饰物镶贴后于自然通风环境下晾凉时,湿度小于15%;步骤s8在中对珐琅进行的上釉烘烤工艺根据用户自定义重复执行3~5次;其中,珐琅在进行上釉烘烤时,烘烤时间为不少于8min,烘烤温度为320~520摄氏度;步骤s8结束后,用户根据黄金材质装饰物镶贴路路径规划查看珐琅表面黄金材质装饰物,确认黄金材质装饰物是否处于规划路径上,确认结果为是,判定珐琅与黄金材质装饰物的结合为成品,确认结果为否,判定珐琅与黄金材质装饰物的结合为残次品。24.实施例2一种提高饰品强度的黄金与珐琅结合加工工艺,包括以下步骤:s1:获取珐琅三维视角图像数据,根据珐琅三维视角图像数据构建珐琅虚拟三维模型;s2:接收珐琅虚拟三维模型,根据珐琅虚拟三维模型分析珐琅重心,分析珐琅表面突棱角位置及肢体连接位置;s3:获取珐琅虚拟三维模型中珐琅重心、表面突棱角及肢体连接位置,根据珐琅虚拟三维模型中获取的位置在珐琅实体表面同步获取实体位置;s4:根据珐琅虚拟三维模型中获取位置进行黄金材质装饰物镶贴路径规划;s5:在黄金材质装饰物与珐琅的连接面均匀开设毛刺状凹槽,使用粘丝胶涂抹于金属材质装饰物的毛刺状凹槽开设面,使粘丝胶液面高于毛刺状凹槽开口;s6:根据黄金材质装饰物镶贴路径规划对涂抹有粘丝胶的金属材质装饰物表面向珐琅表面镶贴。25.步骤s1中在获取珐琅三维视角图像数据时,获取珐琅三维视角图像数据不唯一,且所有珐琅三维视角图像数据中包含珐琅外表面所有图像;其中,步骤s1执行时,用户端自定义选择是否对珐琅内部空间三维视角图像数据进行获取;步骤s3在获取珐琅实体表面的重心、表面突棱角及肢体连接实体位置时,同步在获取位置处进行标记,标记方法包括:喷涂、激光刻印、于指定视角下的机器视觉捕捉;在对珐琅进行黄金材质装饰物镶贴路径规划时同步分析黄金材质装饰物的型体,包括:块状、片状及线状;其中,黄金材质装饰物型体为块状或片状时,在对珐琅进行黄金材质装饰物镶贴路径规划时同步对黄金材质装饰物的镶贴顺序进行规划;珐琅表面黄金材质装饰物型体为线状时,进一步分析珐琅的实体大小同步参考珐琅表面突棱角及肢体连接位置角度,选择线状黄金材质装饰物的直径及硬度;黄金材质装饰物镶贴于珐琅表面后,珐琅的重心偏移至任意黄金材质装饰物与珐琅的连接位置;粘丝胶液面高于黄金材质装饰物表面开设毛刺状凹槽开口0.1~0.3mm。26.实施例3一种提高饰品强度的黄金与珐琅结合加工工艺,包括以下步骤:s1:获取珐琅三维视角图像数据,根据珐琅三维视角图像数据构建珐琅虚拟三维模型;s2:接收珐琅虚拟三维模型,根据珐琅虚拟三维模型分析珐琅重心,分析珐琅表面突棱角位置及肢体连接位置;s3:获取珐琅虚拟三维模型中珐琅重心、表面突棱角及肢体连接位置,根据珐琅虚拟三维模型中获取的位置在珐琅实体表面同步获取实体位置;s4:根据珐琅虚拟三维模型中获取位置进行黄金材质装饰物镶贴路径规划;s5:在黄金材质装饰物与珐琅的连接面均匀开设毛刺状凹槽,使用粘丝胶涂抹于金属材质装饰物的毛刺状凹槽开设面,使粘丝胶液面高于毛刺状凹槽开口;s6:根据黄金材质装饰物镶贴路径规划对涂抹有粘丝胶的金属材质装饰物表面向珐琅表面镶贴;s7:将完成黄金材质装饰物粘贴后的珐琅于自然通风环境下晾凉;s8:对晾凉珐琅进行上釉处理,并于烤箱中烘烤至釉面成型。27.步骤s1中在获取珐琅三维视角图像数据时,获取珐琅三维视角图像数据不唯一,且所有珐琅三维视角图像数据中包含珐琅外表面所有图像;其中,步骤s1执行时,用户端自定义选择是否对珐琅内部空间三维视角图像数据进行获取;步骤s3在获取珐琅实体表面的重心、表面突棱角及肢体连接实体位置时,同步在获取位置处进行标记,标记方法包括:喷涂、激光刻印、于指定视角下的机器视觉捕捉;在对珐琅进行黄金材质装饰物镶贴路径规划时同步分析黄金材质装饰物的型体,包括:块状、片状及线状;其中,黄金材质装饰物型体为块状或片状时,在对珐琅进行黄金材质装饰物镶贴路径规划时同步对黄金材质装饰物的镶贴顺序进行规划;珐琅表面黄金材质装饰物型体为线状时,进一步分析珐琅的实体大小同步参考珐琅表面突棱角及肢体连接位置角度,选择线状黄金材质装饰物的直径及硬度;黄金材质装饰物镶贴于珐琅表面后,珐琅的重心偏移至任意黄金材质装饰物与珐琅的连接位置;步骤s8在中对珐琅进行的上釉烘烤工艺根据用户自定义重复执行3~5次;其中,珐琅在进行上釉烘烤时,烘烤时间为不少于8min,烘烤温度为320~520摄氏度;步骤s8结束后,用户根据黄金材质装饰物镶贴路路径规划查看珐琅表面黄金材质装饰物,确认黄金材质装饰物是否处于规划路径上,确认结果为是,判定珐琅与黄金材质装饰物的结合为成品,确认结果为否,判定珐琅与黄金材质装饰物的结合为残次品。28.综上而言,上述实施例中工艺对现有的珐琅与黄金的结合加工工艺进行了改进,使得相贴于珐琅表面的黄金装饰物能够一定程度的提升珐琅的整体强度,从而使珐琅更加坚固,不易因摔落而损毁,并且由此合理的对作为装饰物的黄金提供了镶贴逻辑,使珐琅表面用于装饰及提升其整体强度的黄金装饰物分布更加匀称、美观;此外,加工工艺在其步骤执行的过程中,还通过识别珐琅的重心、表面的突棱角及肢体连接位置,为珐琅表面镶贴的黄金装饰物提供了精准的镶贴路径及逻辑,从而使得珐琅表面的黄金装饰物镶贴过程更加稳定,并在镶贴后进一步通过烘烤的方式来增强珐琅表面黄金装饰物的粘结力,达到提升珐琅与黄金装饰物结合成品品质的目的。29.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
本文地址:https://www.jishuxx.com/zhuanli/20240618/29109.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
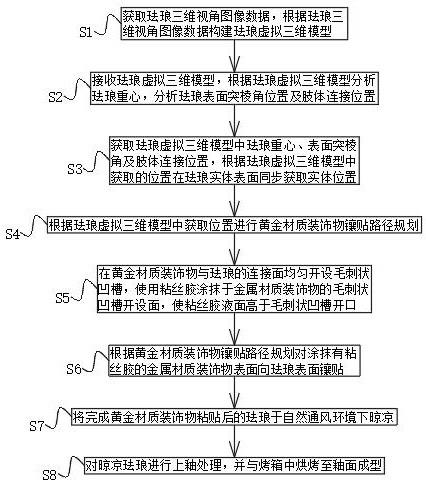
下一篇
返回列表