一种增压加深花纹的电池极耳加工模具装置的制作方法
- 国知局
- 2024-06-21 12:51:16
本技术涉及一种增压加深花纹的电池极耳加工模具装置,属于模具领域。
背景技术:
1、目前,电池极耳特别是锂电池的极耳,也就是从电芯中将正负极引出来的金属导电体,通俗的说电池正负两极的耳朵是在进行充放电时的接触点。这个接触点并不是我们看到的电池外表的那个铜片,而是电池内部的一种连接,这里所述的极耳是由胶片和锂带等金属带两部分复合而成,在实际使用过程中,极耳与金属带连接处表面光滑或花纹很浅,容易发生分离,导致极耳在使用过程中,极易发生短路,导致电池无法充放电。
技术实现思路
1、本实用新型提供了一种增压加深花纹的电池极耳加工模具装置,可以有效解决上述问题。
2、本实用新型是这样实现的:
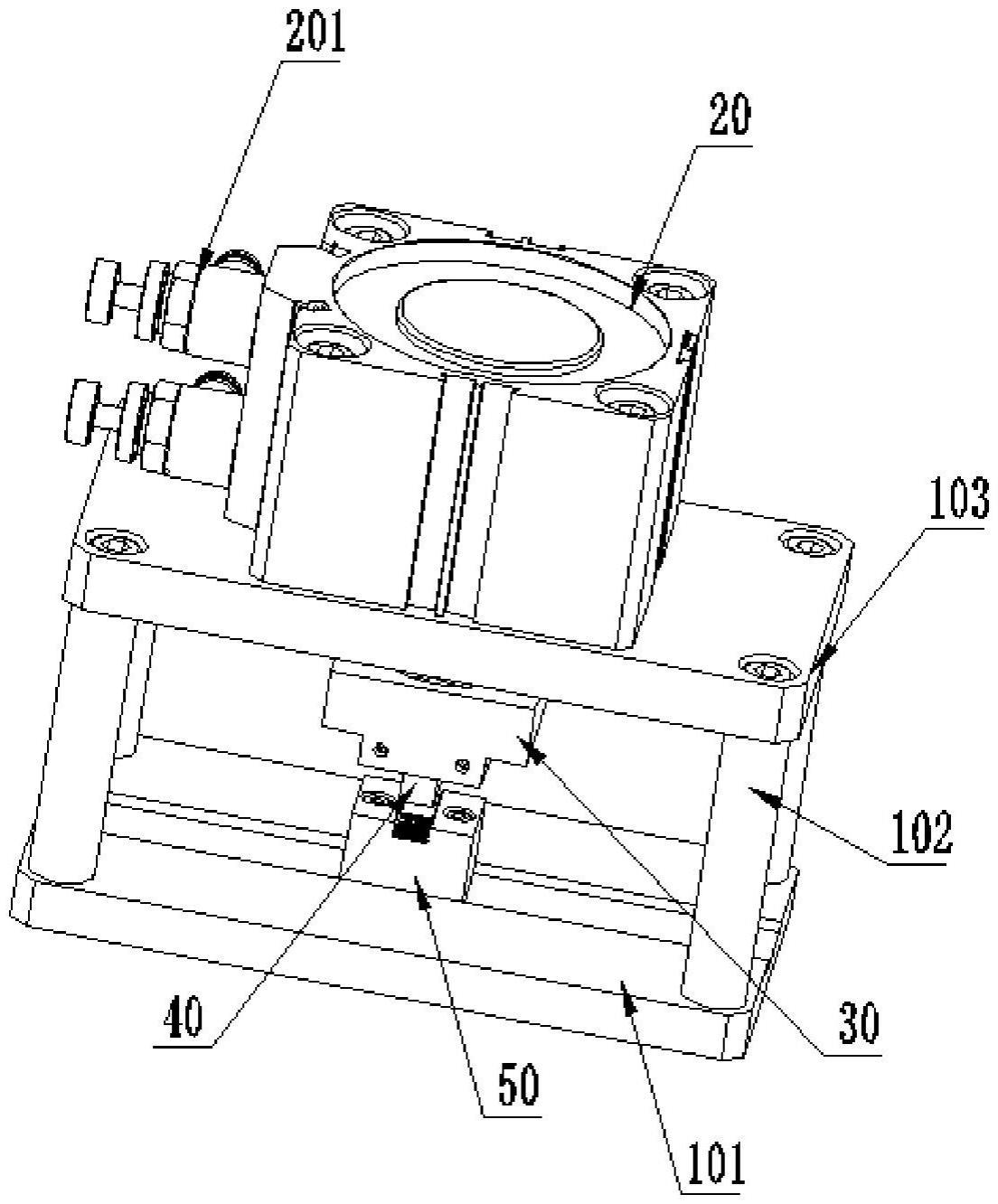
3、一种增压加深花纹的电池极耳加工模具装置,包含导向单元,所述导向单元包含下底板,设置在所述下底板四个角落的光杆,位于下底板正方方并与光杆顶端采用螺钉连接的上底板;
4、气缸,安装在所述上底板正中间,所述气缸的活塞杆贯穿上底板后,其末端安装有上膜安装座;
5、上压膜,所述上压膜顶端通过螺钉锁定在所述上膜安装上,所述上压膜其中一端设有若干凸起;
6、下压膜,所述下压膜水平两侧通过螺钉锁定在和所述上压膜相对应的下底板上,所述下压膜正中间设有极耳压槽,所述极耳压槽内设有和若干凸起相对应的凹槽。
7、作为进一步改进的,所述凸起和凹槽均是每三个一组,呈平行排列分布。
8、作为进一步改进的,相邻两组所述凹槽之间的距离l为1.5-3mm。
9、作为进一步改进的,所述凸起和凹槽的横截面皆为菱形。
10、作为进一步改进的,所述凸起和凹槽的菱形夹角a为60°-70°。
11、作为进一步改进的,所述气缸侧面安装有排气节流阀。
12、本实用新型的有益效果是:本实用新型以气缸作为设备的动力源,通过气缸带动上压膜下压,和所述下压膜相互配合,将放置在所述极耳压槽的极耳进行压花,相对电机和液压系统而言,气缸可以简单实现快速直线循环运动,对于极耳等小零件加工中造成的粉尘或者碎屑这类环境适应性很强。
13、另外本实用新型通过凸起和凹槽的形状以及排列方式,既能保证压花深度足够,压的花纹足够多,表面更粗糙,也不会造成两组凹槽距离过近,极耳会破损,进而提高和锂带压接时,更容易贴合,不易分离。
技术特征:1.一种增压加深花纹的电池极耳加工模具装置,其特征在于,包含
2.根据权利要求1所述的增压加深花纹的电池极耳加工模具装置,其特征在于,所述凸起(401)和凹槽(502)均是每三个一组,呈平行排列分布。
3.根据权利要求2所述的增压加深花纹的电池极耳加工模具装置,其特征在于,相邻两组所述凹槽(502)之间的距离l为1.5-3mm。
4.根据权利要求1所述的增压加深花纹的电池极耳加工模具装置,其特征在于,所述凸起(401)和凹槽(502)的横截面皆为菱形。
5.根据权利要求4所述的增压加深花纹的电池极耳加工模具装置,其特征在于,所述凸起(401)和凹槽(502)的菱形夹角a为60°-70°。
6.根据权利要求4所述的增压加深花纹的电池极耳加工模具装置,其特征在于,所述气缸(20)侧面安装有排气节流阀(201)。
技术总结本技术提供了一种增压加深花纹的电池极耳加工模具装置,一种增压加深花纹的电池极耳加工模具装置,包含导向单元,所述导向单元包含下底板,设置在所述下底板四个角落的光杆,本技术以气缸作为设备的动力源,通过气缸带动上压膜下压,和所述下压膜相互配合,将放置在所述极耳压槽的极耳进行压花,相对电机和液压系统而言,气缸可以简单实现快速直线循环运动,对于极耳等小零件加工中造成的粉尘或者碎屑这类环境适应性很强,另外本技术通过凸起和凹槽的形状以及排列方式,既能保证压花深度足够,压的花纹足够多,表面更粗糙,也不会造成两组凹槽距离过近,极耳会破损,进而提高和锂带压接时,更容易贴合,不易分离。技术研发人员:王燕梅受保护的技术使用者:厦门佳谊新能源科技股份有限公司技术研发日:20221013技术公布日:2024/1/11本文地址:https://www.jishuxx.com/zhuanli/20240618/29643.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表