装饰面板、制备其的方法和实施此方法的系统与流程
- 国知局
- 2024-06-21 12:55:30
本发明涉及一种光交联制剂(photo-crosslinkable formulation)和以这种方式制成的装饰面板。本发明还涉及一种制造该面板的方法和一种用于实施该方法的设施(plant)。特别地,本发明涉及一种通过数字打印进行装饰和纹理化的地板、保护它的各种漆层以及地板的生产方法。本发明是材料的一部分,特别是用于制作面板来用于地板、遮盖物、家具的生产,更普遍地用于建筑和设计表面。本发明利用了传统技术和数字技术的结合,传统技术提供高机械、化学-物理性质、低成本,而数字技术的多功能性允许完全定制和高精度。
背景技术:
1、在颜色和触感上再现木材和其他天然材料的用于生产地板和家具的面板通常由木材衍生材料制成,例如hdf、mdf和刨花板,或合成材料诸如pvc(spc、lvt、wpc)和最新的聚烯烃,例如pe和pp。
2、特别是,在由木材和衍生物(mdf/hdf/刨花板/胶合板)制成的传统地板的情况下,在纸上打印的装饰被应用到基板上,并且通常通过涂覆氨基塑料树脂来保护。该工艺通过施加压力和热量在连续或不连续的压机中进行。由此产生的表面非常抗刮和抗磨损。以这种方式获得的产品通常被称为层压板。
3、在合成地板例如lvt(石塑地板,luxury vinyl tile)的情况下,在塑料膜上打印的装饰被应用到基板上,并且通常通过涂覆由pvc厚膜(300-500μm)组成的耐磨层来保护。该工艺通过压力和热量在连续或不连续的压机中进行。然后通常通过涂覆光交联涂料来对表面进行精修(finished),以获得所需的光泽并赋予抗刮性。
4、数字打印,尤其是喷墨打印,逐渐在工业行业(sectors)站稳脚跟,取代了基于模拟打印的传统方法。数字打印的优点是相当大的,包括高灵活性、小批量生产能力和减少耗材浪费。
5、特别是,在各种材料上再现木材代表了数字打印在地板、家具面板、踢脚板、型材生产以及在一般设计和建筑领域的典型应用。
6、直接到板材的工业数字打印涉及基板的直接装饰,并且通常使用光固化(light-curable)油墨。
7、后者一旦聚合,就不具有热塑性特征,因此不能与上述层压技术一起使用。另一方面,直接装饰在市场上越来越普遍,有必要为合成材料和非合成材料开发一种特定的保护循环(protection cycle),它可以提供所需的抗磨性、抗刮性和其他列出的性能,例如标准en15468:2016和/或en16511:2019中所示的性能。此外,该循环必须通过传统的模拟技术,或更好地通过数字纹理(digital texturing)技术,例如wo2018069874a1和w020039361a1中描述的那些,而是可纹理化的。
8、通常用于保护木地板(镶木地板)的光交联涂料不具有足够的抗磨性。因此,为了提高抗磨性,需要在制剂中使用诸如氧化铝之类的物质,并涂覆可观量的它们,约100-150g/m2。
9、聚合后的光可交联涂料显示出约10-20%的体积收缩,这导致基板变形。在塑料地板的情况下,这种现象更加突出,当材料在80℃下进行4小时的尺寸稳定性测试时,这种现象更为突出。
10、因此,有必要开发一种制剂和涂装循环(painting cycle),其能够保护底层装饰免受磨损、并且同时柔韧以避免面板变形。
11、应该注意的是,目前如文献wo2014/207103和ep1495860以及ep1520693所示,具有抗磨和/或抗刮效果或具有涂层的光泽度/不透明度的改性效果并且由包含至少一种光交联树脂的组合物组成的精修层(finishing layer),相对于形成面板的基底层的刚性基板的总厚度,具有相对有限的厚度,并且至多数量级为至多50μm,优选低于25μm,而考虑到其上涂覆有大约250μm大小数量级的抗磨和/或抗刮终端层(terminal layer)的基板的厚度,还包括抗磨和/或抗刮增强颗粒的组合物的总质量的数量级最大为30g/m2。
12、现有技术中所设想的抗磨和抗刮精修层的厚度远低于地板镶板构造中所需的抗磨和抗刮层的厚度。在这些情况中,事实上,通常为抗磨层和/或抗刮层提供的厚度为约300至500μm,并且该层的材料质量的数量级为约100至150g/m2。考虑到现有技术的文献所提供的厚度和质量,一方面,保护性的抗磨和抗刮效果显著降低,另一方面,热收缩的效果是有限的或没有表现出来,因为用于实现面板的涂覆有最终抗磨层的刚性支撑件具有相当大的厚度,并且抗磨层的热收缩并不能发挥足够大的收缩力来引起面板的变形,例如上述的横向和/或纵向拱起(arches)。
13、然而,使用相对较薄的抗磨层和/或抗刮层却具有弊端,特别是考虑到该抗磨端层在地板中承受的相当大的机械应力。在这种应用中,事实上,人们在移动中遵循的路径往往统计上集中在共同的路径带上,因此在这些带内,磨损和/或刮擦的动作比在与这些带不重合的地板区域中更频繁。这意味着由根据现有技术的面板制成的地板的表面的不均匀磨损,并且因此意味着一段时间之后,沿着通道带和在不太频繁的通道区域中的地板的外观不齐。
14、抗磨层和/或抗刮层的热收缩效应的技术问题似乎在上述文献中没有得到解决。特别地,wo2014/207103的目的是达到用于实现抗磨层和/或抗刮层的光交联组合物,其也可以通过喷涂技术和/或数字打印技术例如使用喷墨打印技术来涂覆。
15、如将更清楚呈现,该目的与本发明的增加抗磨性和/或抗刮性效果的一个方面或目的形成对比;由于这种抗性的增加与添加剂组分的大量使用有关,这些添加剂组分加大了抗磨层和/或抗刮层的表面机械阻力,从而考虑到现有喷墨系统的当前标准,不能提供通过传统数字打印技术、特别是喷墨系统对一个或多个抗磨层和/或抗刮层的涂覆。
16、本发明的技术问题
17、本发明的第一方面因此是提供一种光交联制剂,用于生产为了涂覆基板的至少一个最终抗磨层和/或至少一个最终抗刮层和/或至少一个最终精修层,其提供了有效的抗磨性和抗刮性,并且其暴露表面通过以下方式三维可成形:通过传统机械成形系统或通过数字打印系统(压花)使得成形液(forming liquid)在最终层的表面上,例如通过使用喷墨打印机。
18、本发明的另一个目的是提供一种上述类型的制剂,其表现出相对于现有技术改进的机械抗磨性和抗刮性的特性,并且同时能够表现出弹性变形性和/或塑性适应性的特性,这限制了该制剂的热尺寸收缩效应,避免了基板的变形现象,例如纵向和/或横向拱起,在现有技术中已知的用于终端层的制剂中,当以上述量和增加的厚度涂覆时会引起这些变形。
19、根据另一个方面,本发明的目的是提供一种制剂,该制剂除了满足前述方面之外,还可以通过改变添加剂的量和类型以其基本组成来涂覆,从而实现在基板和抗磨层和/或抗刮层和/或精修层之间提供另外的中间层,例如一个或多个基底层(base layer),诸如至少一个油灰(putty)层、至少一个底漆层、至少一个装饰层。
20、根据本发明的另一个方面,至少该抗磨层和/或抗刮层和/或最终精修层由一种制剂组成,该抗磨层和/或抗刮层和/或最终精修层的表面可以通过一种或多种当前已知的技术进行三维成形,既可以通过连续和/或不连续模具机械成形;以及根据数字化类型,根据成形液局部分布的预先制定图案(pattern)通过局部涂覆成形,其中在涂覆有成形液的位置,成形液使终端层的表面局部变形和/或使最终层的化学/物理性质局部改变,使得分布有成形液的区域相对于未涂覆成形液的区域对移除工具(removal means)有不同抗性。将在下文更详细描述的这种技术的优选示例例如在文献wo2018069874a1和wo02020039361a1中的描述。
技术实现思路
1、本发明通过一种装饰面板实现了上述目的,该装饰面板由至少一个基板组成,该基板包括两个相对的面,这两个相对的面间隔开预定的厚度,并且在该面之一的至少一部分区域和/或整个表面上,特别是在正面上,涂覆有至少一个抗磨层和/或抗刮层,该抗磨层和/或抗刮层由光交联制剂组成,该光交联制剂包括:
2、i.至少一种光交联树脂;
3、ii.至少一种热塑性树脂;
4、iii.至少一种聚合引发剂,其包括但不限于uv光引发剂、有机过氧化物、电子束。
5、根据一实施例,该抗磨层和/或抗刮层涂覆在至少一个另外中间层上,该另外中间层由装饰层组成,该装饰层涂覆在基板的该面的表面的至少一部分上或该面的整个表面上。
6、仍然根据一可能的实施例,装饰层涂覆在一个或多个中间层上,该中间层设置在基板的该面和由一个或多个基底层(例如,至少一个油灰层和/或至少一个底漆层和/或至少一个有色基底层)组成的装饰层之间。
7、仍然根据另一实施例(其可以以与前述实施例中的一个或多个实施例的任何组合或进行组合来提供),在抗磨层和/或抗刮层上,可以涂覆另外精修层,例如,使成品面板表面的光泽/不透明外观变化的层。
8、如下面将更详细呈现,根据上述实施例的不同组合所列出的不同层和为了一个或多个抗磨层和/或抗刮层和/或为了任何另一层所选的组合物可以使用现有技术提供的涂覆技术来涂覆,例如,但不限于通过打印涂覆、通过刮涂(spatula)涂覆、通过喷涂涂覆和/或通过数字技术,特别是喷墨涂覆。
9、如下面将更详细呈现,根据本发明的抗磨层和/或抗刮层的制剂的优选实施例,该抗磨和抗刮层优选通过不需要通过喷涂涂覆的铺展(spreading)、刮涂(spatulating)和/或打印技术来涂覆。
10、根据一实施例,根据本发明的面板包括至少一个抗磨层和/或抗刮层,其厚度范围为约200至800μm,优选约300至500μm。
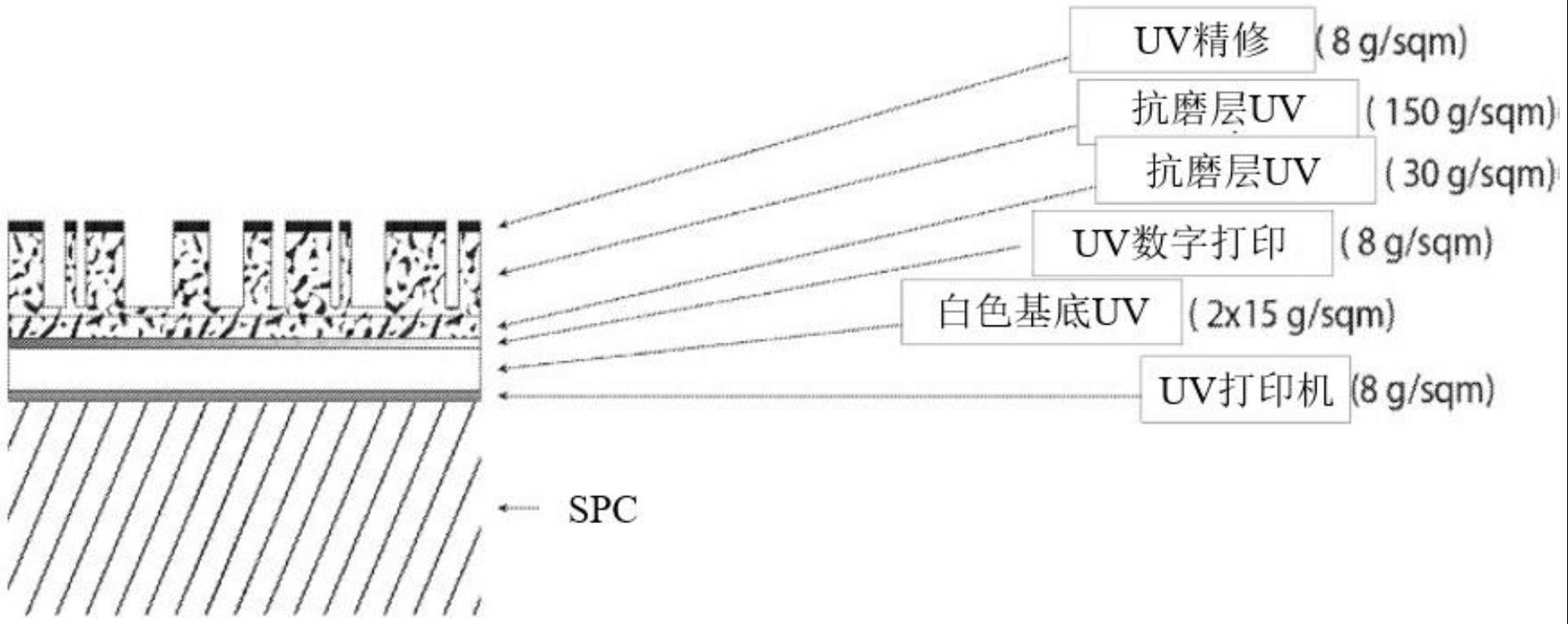
11、根据一实施例,根据本发明的面板包括至少一个由质量约150g/m2组成的抗磨层和/或抗刮层。
12、一实施例提供了在技术行话中被称为表涂层(top coat)的抗磨层和/或抗刮层,其由彼此重叠的至少两个层组成,其具有根据先前示出的实施例相同的基本组成,并且另一方面,由于存在不同量的基本组分(即光交联树脂和热塑性树脂和/或它们的类型和/或任选地也可替代地或结合地添加剂的数量和质量)而彼此不同。
13、可替代地,或与上述差异相结合,在一实施例的变体中提供了形成抗磨层/抗刮层的至少两个层,该至少两个层具有彼此不同的厚度并且对于该两个层中的每一者具有不同的量。
14、在非限制性的变体实施例中,形成抗磨层和/或抗刮层的两个层中的最外层比更内部的第二层(即与第一层的面相邻,面向基板)具有更厚的厚度。
15、在一实施例中,第一层的质量为约150g/m2,而至少两层中的第二层的质量较小,例如30g/m2。
16、仍然在一变体实施例中,抗磨层和/或抗刮层由至少三个层组成,该至少三个层包括另一第三最外精修层。
17、根据一实施例,面板的表面根据预定设计(在分支(branch)的技术行话中也称为纹理)设置有由凹陷(hollow)和凸起(protrusion)或凹区(concave zone)和凸区(convexzone)组成的三维结构,该凹陷和凸起呈现预定厚度和深度。
18、在一实施例中,该凹陷和凸起的厚度最多延伸小于抗磨层和/或抗刮层的总厚度,并且特别地,与由两个层或三个层形成的抗磨层和/或抗刮层提供的实施例相结合,该凹陷和凸起延伸的厚度基本上对应于和/或略小于三个层的组合的两个最外层的总厚度。
19、由于本发明提供了一种具有热塑性特性的混合体系形式的抗磨和/或抗刮最终层的组合物(其由光可交联树脂和非光可交联热塑性树脂作为基本制剂(其中可以根据如下所述的需求添加额外的添加剂)的组合构成),与现有方案所设想的那些相比,它可以提供相对高含量和厚度的抗磨层和/或抗刮层,从而使面板具有更大的抗磨性和抗刮性,并防止在冷却阶段抗磨层和/或抗刮层的质量收缩可能导致面板的不期望的变形,例如成品面板的纵向和/或横向拱起。
20、光可交联树脂或更确切地说能量固化(energy curable)树脂的共同点是,它们通过紫外线设备和/或用eb(electron beam,电子束)辐照而辐射的能量或通过添加有机过氧化物来进行聚合和硬化,并且基于这些交联机制分为两类,这两种类型或其组合都可用于根据前述实施例和变体中任一个或多个的工序中:
21、1)自由基树脂,通常来自乙烯基单体和丙烯酸酯树脂,它们分为几个亚类:环氧丙烯酸酯、氨基甲酸乙酯丙烯酸酯、聚酯丙烯酸酯、聚醚丙烯酸酯、氨基丙烯酸酯、有机硅丙烯酸酯、聚异戊二烯丙烯酸酯、聚丁二烯丙烯酸酯和丙烯酸酯单体。在乙烯基单体中,我们可以提及n-乙烯基己内酰胺(n-vinyl caprolactam,nvc)、丙烯酰吗啉(acryloylmorpholine,acmo)、二甘醇二乙烯基醚(diethyleneglycol di vinyl ether,dve-2)、三乙二醇二乙烯基乙醚(triethyleneglycoldi vinyl ether,dve-3)及其混合物。需要强调的是,这里的术语丙烯酸酯是指丙烯酸酯树脂和甲基丙烯酸酯树脂。
22、2)阳离子树脂,例如环氧树脂、多元醇和单体,例如氧杂环丁烷和乙烯基醚。
23、关于光可交联系统的更多信息可以在“radiation curing:science andtechnology”(pappas)中找到。
24、可以与根据上述一个或多个实施例的光交联系统组合使用的热塑性树脂可以例如由包括在以下非穷举和非限制性的热塑树脂组成:
25、·聚苯并咪唑pbi
26、·聚碳酸酯pc
27、·聚乙烯pe
28、·聚对苯二甲酸乙二醇酯pet
29、·聚甲基丙烯酸甲酯pmma
30、·聚丙烯pp
31、·聚苯乙烯ps或聚苯乙烯
32、·聚氯乙烯pvc
33、·聚酰胺pa
34、·丙烯腈-丁二烯-苯乙烯abs
35、·聚乳酸pla
36、·聚四氟乙烯ptee
37、·聚醚砜pes(u)
38、·聚甲醛pom
39、·聚醋酸乙烯酯pvac
40、·乙烯醋酸乙烯酯共聚物eva
41、·热塑性聚氨酯tpu
42、以及通过一种或多种上述树脂的组合和/或来自上述树脂的混合物和共聚物。
43、参考上述实施例和变体中的任何一个,通常在光交联树脂中使用溶解1%至其溶解度极限之间的热塑性树脂,该溶解度极限取决于树脂的化学性质与其分子量。
44、在本发明的另一个实施例(其与一个或多个前述实施例或变体以任何组合或子组合的形式来提供)中,热塑性聚合物在光交联树脂中不溶解,而是分散在其中。
45、在本发明的优选形式中,本发明的制剂对象包括一种或多种光交联树脂、光引发剂、一种或多种热塑性树脂,并且可以包含填料,例如氧化铝(刚玉(corundum))以增加其耐磨性,以及任选的下列中的一种或多种组分:
46、滑石,以改变其流变性,
47、二氧化硅,以降低其亮度,
48、碳酸钙,作为填料,
49、颜料,以赋予颜色,
50、添加剂,例如流平剂和/或润湿剂和/或滑动剂和/或流变改性剂。
51、在可以与一个或多个前述实施例和/或可执行变体组合所提供的本发明的另一个实施例中,本发明的制剂对象可以包含其他非交联系统,例如环氧树脂、聚氨酯、丙烯酸树脂和/或这些树脂的组合。
52、在可以与一个或多个前述实施例和/或变体组合所提供的本发明的另一个实施例中,本发明的制剂对象可以经历二次交联工序(双重固化)。
53、本发明的涂装循环对象可以包括各种替代方案,例如根据上述任何形式和变体,在基板的至少一个面上仅直接涂覆抗磨层和/或抗刮层,以保护基板的该面的表面,和/或根据上述任何形式和变体在抗磨层和/或抗刮层与基板之间插入的一个或多个层的组合上涂覆该抗磨层和/或抗刮层,该一个或多个层的组合可以根据基板的类型和所需的保护程度和/或基板的用途而变化。
54、本发明涉及一种根据上述一种或多种形式和可执行变体的面板的制造方法,该方法包括以下步骤:
55、-可选的表面处理以制备基板;
56、-根据上述一种或多种形式和实施例制备至少一个涂层/漆层,特别是至少一个抗磨层和/或抗刮层的光交联制剂;
57、-通过从下列选择的技术在基板的至少一个表面上涂覆光可交联制剂:辊涂覆、喷涂涂覆、遮盖(veil)涂覆、移动(drawing)涂覆、槽模具(slot-die)涂覆、涂抹和/或铺展涂覆以形成该抗磨层和/或抗刮层;
58、-该抗磨层和/或抗刮层的光交联;
59、-对基板与抗磨层和/或抗刮层的组合的最终热处理。
60、根据该工艺的一实施例,在最终热处理步骤的上游,在至少一个抗磨层和/或抗刮层的光交联步骤之前或之后,提供了该层的暴露表面(即,与基板相对的表面)的三维成形步骤,这意味着生成三维结构的步骤,该三维结构包括根据预定图案在表面上分布的凹陷和凸起的组合。
61、该三维成形步骤可以使用各种已知的技术来执行,例如连续和/或不连续的压印成型模具,或通过使用成形技术,该成形技术涉及使用成形液,由数字化涂覆装置(例如喷墨打印机)根据预定义分布图案而使成形液分布在该层的表面的选定区域中,其中该成形液物理地和/或化学地干扰该层,在移除步骤结束时,通过干燥和/或从选定区域或从与选定区域相邻的区域移除,生成与预知的分布图案相对应的凹陷和凸起的组合。
62、在成形步骤的第一实施例中,该方法提供了:通过喷墨打印机在非交联或部分交联的表面,即,非凝胶或部分凝胶的表面上涂覆水基形成液,该喷墨打印机根据与沿着至少一个抗磨层和/或抗刮层的表面提供的凹陷和凸起所对应的数字化分布模型来使液体分布;以及随后在干燥阶段移除该成形液,这可以在抗磨层和/或抗刮层的光交联步骤之前、之后和/或同时进行,和/或在抗磨层和/或抗刮层的最终热处理步骤之前、之后或同时进行。
63、在wo2018069874中详细描述了这种类型的技术,其通过引用而包括在本说明书中。
64、成形步骤的替代实施例提供了:通过喷墨打印机在非交联或部分交联的表面,即,非凝胶或部分凝胶的表面上涂覆成形液,该喷墨打印机根据与沿着至少一个抗磨层和/或抗刮层的表面提供的凹陷和凸起所对应的数字化分布模型来使液体分布,其中成形液包括聚合引发剂和/或与该至少一个抗磨层和/或抗刮层的组成相互作用,产生相对于该至少一个抗磨层和/或抗刮层的制剂具有不同硬度或脆性的组合;构成抗磨层和/或抗刮层的制剂的交联和/或凝胶;在以下阶段中的成形液的聚合:其可以发生在该抗磨层和/或抗刮层的光交联阶段之前、之后和/或同时发生和/或在抗磨层和/或抗刮层的最终热处理步骤之前、之后和/或同时发生;以及随后通过机械、液压和/或气动移除来去除可能与下层的至少一部分结合并且符合抗磨层和/或抗刮层的制剂的成形液。
65、此替代实施例在wo2020039361a1中详细描述,其通过引用并入本说明书中。
66、根据又一实施例(其可以与任何前述实施例以组合的方式提供),该方法可提供在至少一个抗磨层和/或抗刮层的顶部上涂覆至少一个精修层,该涂覆优选在抗磨层和/或抗刮层的表面的三维成形步骤之后进行,该成形在抗磨层和/或抗刮层和精修层的组合上进行。
67、根据上述方法的再又一个实施例,通过在基板上涂覆第一下部抗磨层和/或抗刮层和在该第一层的顶部涂覆至少一个第二抗磨层和/或抗刮层,在两个阶段中进行抗磨层和/或抗刮层的涂覆,该第一层在制剂的组成和/或材料的量和/或厚度方面与第二层不同,优选地第二层的材料的量或厚度大于第一层的材料的量或厚度,而三维结构的凹陷在深度上不超过第二层的厚度。
68、根据本发明方法的再又一个特征,可以在涂覆至少一个抗磨层和/或抗刮层之前,在基板上提供一个或多个中间层的涂覆步骤。
69、该一个或多个中间层通过使用诸如从以下列表中选择的技术的涂覆技术而在彼此之上连续地涂覆:辊涂覆、喷涂涂覆、遮盖涂覆、移动涂覆、槽模具涂覆、涂抹涂覆,和/或铺展涂覆,其通过数字化技术,例如喷墨打印机涂覆。
70、应该注意的是,该列表不应被认为是详尽的,甚至不限于迄今为止已知的涂覆技术,因为可以使用适合于要涂覆的层所用材料类型的任何涂覆技术。
71、根据该方法的实施例,所述一个或多个层可以由从以下列表中选择的一个或更多个层组成:
72、可选的灌浆层;
73、有色基底的黏附底漆;
74、有色基底,优选为白色;
75、有色基底层上的用于装饰层的黏附底漆;
76、装饰层。
77、优选地但非限制性地,层以上述顺序从基板的表面开始朝着第一抗磨层和/或抗刮层的顺序提供。
78、根据优选实施例,装饰层由通过数字化设备(例如通过喷墨打印机)涂覆的在任何基底层和/或任何打印底漆层的表面上再现的图像构成。
79、有利地,根据本发明的一实施例,抗磨层和/或抗刮层(其可选地与精修层相结合)的三维结构与装饰层中再现的图像配准提供。
80、在一实施例中,例如在天然材料,例如木材、矿物材料或石头的复制品的情况下,通过扫描样品的表面来获得天然材料中样品表面的色度表示和表面的三维结构的构象,从扫描生成再现该自然样品表面的色度方面的数字化图像模型和再现样品表面的三维结构的构象的数字化模型,这些模型相互配准,并且这些模型用于控制喷墨打印机以涂覆装饰和涂覆成形液,从而生成其表面再现自然表面的色彩外观并且与该表面的三维构象的外观一致的面板。
81、这种被称为eir(embossing in register,配准压花)的技术优选地使用诸如上述的工艺来执行。然而,可以相同的方式,使用现有技术已知的涂覆装饰层和/或三维成形的技术的变体。
82、本发明还涉及一种用于实施前述根据一个或多个前述权利要求的面板的生产方法的设施,该设施包括:
83、用于在基板的至少一个面的表面上涂覆至少一个抗磨层和/或抗刮层的至少一个工作站;
84、用于至少一个抗磨层和/或抗刮层的至少一个表面成形工作站;
85、用于该抗磨层和/或抗刮层的至少一个光交联工作站;以及
86、用于基板与至少一个抗磨层和/或抗刮层加热的至少一个热处理的工作站。
87、对应于根据本发明方法的先前描述的不同变体和实施例,设施可以根据引用的顺序依次提供有以下工作站中的一个或多个:
88、用于通过抛光基板的表面来制备基板的至少一个表面的第一工作站;
89、用于将油灰涂覆至基板的至少一个表面的工作站;
90、用于油灰的干燥和/或交联的工作站;
91、用于油灰的抛光的工作站;
92、用于在基板的表面上和/或油灰层上涂覆有色基底(优选地,白色基底)的底漆的工作站;
93、用于有色基底层的干燥和/或交联的工作站;
94、用于装饰层涂覆打印底漆的工作站;
95、用于打印底漆的干燥和/或交联的工作站;
96、用于将装饰层涂覆到底漆层的工作站;
97、用于装饰层的干燥和/或交联的工作站;
98、用于涂覆至少一个抗磨层和/或抗刮层的工作站;
99、用于至少一个抗磨层和/或抗刮层的至少部分的可选的干燥和/或交联的工作站;
100、用于涂覆至少一个另外抗磨层和/或抗刮层的可选的至少一个另外工作站,和该至少一个抗磨层和/或抗刮层的相关联的可选的干燥和/或至少部分交联的工作站;
101、用于涂覆至少一个精修层的工作站;
102、用于至少一个精修层的可选的干燥和/或至少部分交联的工作站;
103、根据预定模型的三维成形的工作站;
104、最终交联和/或最终加热热处理的工作站;
105、对于至少一个抗磨层和/或抗刮层(可能与叠加在其上的至少一个精修层相结合)的厚度的选定部分的可选的移除的工作站。
106、根据从那些可用的涂覆技术中选择的涂覆技术的类型,不同的涂覆工作站配备有相应的涂覆单元。
107、特别地,对于装饰层的涂覆,优选使用数字打印机,尤其是喷墨打印机。
108、根据一实施例,抗磨层和/或抗刮层(其可选地与其顶部的精修层相结合)的三维成形可以通过连续或不连续的机械模具进行。
109、可替代地,使用压花液来进行三维成形,该压花液是根据由数字化打印、特别是由喷墨打印机设想的分布模型而分布的压花液。
110、作为根据上述方法的变体并且与文献w002020039361a1中描述的技术相关的用于移除至少一个抗磨层和/或抗刮层(可选地,其与叠加在其上的至少一个精修层相结合)的厚度的选定区域的装置,用于移除该部分的工作站可替代地或组合地包括机械工具,例如刷子等,或者用于吹送气态流体或液体移除的流的喷嘴(其可选地与由该流携带的研磨颗粒相结合),吸入口。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30074.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表