一种碳纤维布夹纻竹编胎超薄快速成型漆画板及其制作方法
- 国知局
- 2024-06-21 12:56:08
本发明属于漆画板制作,具体涉及一种碳纤维布夹纻竹编胎超薄快速成型漆画板及其制作方法。
背景技术:
1、竹编漆器是将竹子劈开,编织成各种器型。西汉时期,工匠们广泛利用竹子制作各种生活用品。首先是将竹篾竹丝编织成型,有的为了牢固用木材框架和底板,在经裱褙纱布,涂盖油灰、打磨、髹漆、抛光而成。
2、夹纻又称夹纾、挟纻,是一种古老的汉族传统手工艺,目前市场漆画板制作,均用实木板、厚木板、三合板结合龙骨、苯胎体板等,基本都上漆渗透,后用夏布(苎麻布)裱糊外面,待表面干透后,调漆糊反复再涂多次,最后表面看不到纹理为止,再以色漆等材料加以髤饰,最终打磨抛光。牢固性逐渐提高,但胎体轻厚,不易磕碰,且整体制作耗时较长。
3、2020年12月4日公开的授权公告号为cn 212073533 u的专利,公开了一种双面画板,包括由画框固定的木质画板,在该木质画板的一面设置有与之贴合为一体结构的防潮湿层。该画板既能够防止画板的板面受潮、又能够满足绘画者尤其是学生的画感。但是,其一木质为材料,较为厚重,携带不方便。
技术实现思路
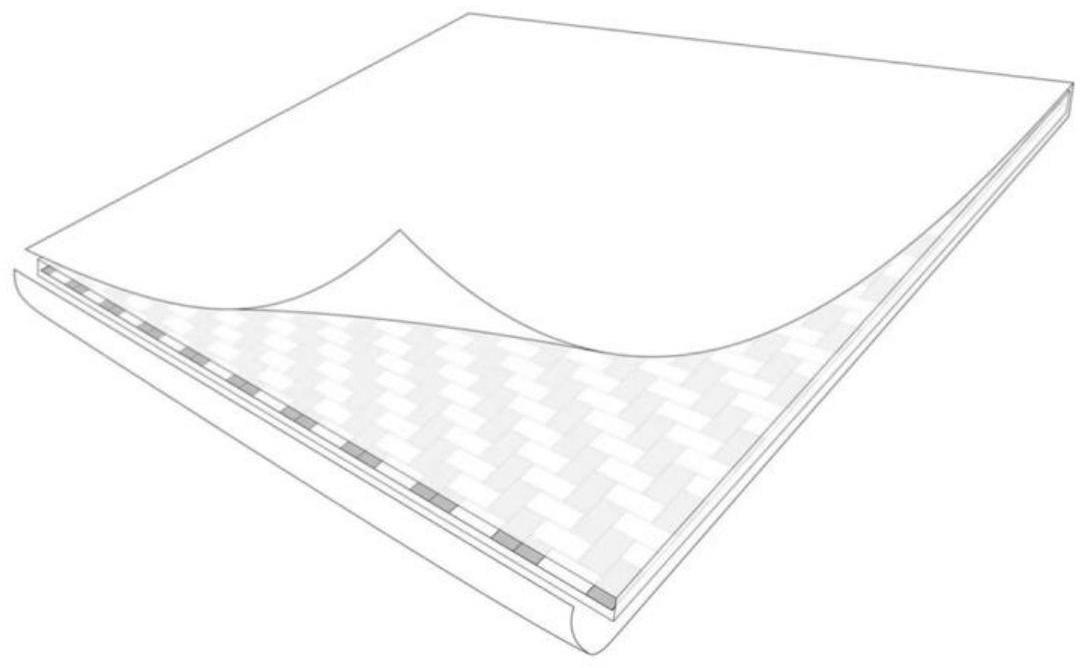
1、本发明的目的在于提供一种碳纤维布夹纻竹编胎超薄快速成型漆画板及其制作方法,先采用竹编制画板胎,平整后,包裹碳纤维布,滚涂碳纤维浸渍胶后撒上竹炭粉,再黑推光漆喷涂、平整即可。本发明制作的漆画板,漆板轻薄、坚固,不易变形折断,表面非常耐磨、不易磕碰,运输邮寄便捷,制作周期短,可实现工业化生产。
2、本发明具体技术方案如下:
3、一种碳纤维布夹纻竹编胎超薄快速成型漆画板的制作方法,包括以下步骤:
4、1)竹编画板胎;
5、2)将画板胎刷漆、压平;
6、3)将步骤2)处理后的画板胎找平;
7、4)将步骤3)处理后的画板胎包裹碳纤维布;
8、5)在步骤4)处理后的画板胎表面滚涂漆;
9、6)对步骤4)处理后的画板胎喷漆、平整,即得。
10、步骤1)所述竹编画板胎具体为:采用竹条编制画板胎,画板胎为竹编胎;
11、所述竹条,采用经粗3-6cm,竿环扁平,竿壁较薄,竹节长85-90cm的优质慈竹制成;所述竹条的宽3.0-3.5cm、竿壁厚0.13-0.16mm;优选为竹条的宽3.3cm、竿壁厚0.15mm,长度90cm;
12、所述竹条的制备方法为:将竹节裁成宽3.0-3.5cm、竿壁厚0.13-0.16mm、长85-90cm的竹条,竹条的宽度在编织过程中重叠需要被压掉0.25-0.35mm。
13、步骤1)中所述竹条使用前进行蒸煮及养灰处理;
14、所述蒸煮为:将竹条在含食用盐的水中蒸煮3-4小时,排除湿度定型;蒸煮过程中,采用的含食用盐的水没过竹条即可。
15、所述食盐的用量为:每千克竹条使用14-20g食盐。
16、蒸煮后,将竹条拉直后冷却,冷却至室温后,放入石灰水中养灰处理;冷却时拉直,能达到定型效果。
17、所述养灰处理为:室温条件下,将竹条浸入石灰水中,浸泡3-5天,石灰水的用量淹没竹条即可。养灰处理目的是为了防虫防蛀、变软韧性更好更稳定,编制过程流畅。
18、所述石灰水中,石灰和水的质量比为1:5;石灰块和水混合会发热,待石灰水冷却4-5小时至室温后再放入竹。
19、步骤1)中,竹编画板胎采用常规编制方法即可;
20、优选的,竹编画板胎采用压二挑二编织法,此编法按照公知的方法进行,编制的画板胎没有缝隙且结实,与后面涂覆的生漆结合后稳定性好。不同的工艺需求编织方法有所区别,选择压二挑二竹编法较为牢固,与生漆(大漆)结合密封性加强。采用竹编画板胎既解决漆板面硬度问题,满足使用要求,不易变形,又使漆板薄而轻便,携带方便。
21、步骤2)中,刷漆具体为:在画板胎的正面、反面和侧面刷生漆3-4遍,直到画板胎所有表面及缝隙吃透漆;刷生漆时,采用连续刷3-4遍的方式,不需要干燥后再刷漆,目的是使画板胎吃透生漆。
22、步骤2)中所述压平为:将画板胎在温度25-32℃下压放3-4天;由于编织过后画板胎容易翘边不水平,在生漆充分渗透后,包裹保护画板胎,然后在一定压力下压制画板胎固定成形。
23、步骤3)所述找平采用的材料为:硅藻土、糯米粉和生漆的混合物,三种原料混匀而成。质量比为硅藻土:糯米粉:生漆=1:1:2混合调制,获得找平材料;硅藻土有防霉抗潮作用,克重较轻,有较好的强度,加入糯米粉和生漆,增加粘性,更有利于后续材料粘合。
24、具体找平方法为:将找平材料先刷在画板胎表面,再用刮板找平,把画板胎编织后表面的凹凸填平,然后放置温度25-30℃、湿度80-85%的荫房干燥3-5天至彻底干燥,重复此步骤2-3次;画板胎的正面、反面和侧面均进行以上操作;最后砂纸修整水平即可。
25、步骤4)中具体为:采用碳纤维浸渍胶为粘结剂,在画板胎表面包裹碳纤维布。
26、所述碳纤维浸渍胶为碳纤维浸渍胶ab型,为免涂底胶通用型,a:b=2:1,优选为福斯力,型号:zn-800。
27、优选的,步骤4)具体为:采用碳纤维浸渍胶均匀刷在步骤3)处理后的画板胎的每个面,然后将碳纤维布绷紧绷直水平包裹画板胎的每个面;再将碳纤维浸渍胶均匀刷在包裹碳纤维布后画板胎的每个面,再将碳纤维布绷紧绷直水平包裹画板胎的每个面;即画板包裹2层碳纤维布,且为交叉包裹,两次包裹的方向相互垂直,一次按照画板长度方向包裹,另一次按照画板宽度方向包裹。采用碳纤维浸渍胶为粘结剂,粘附力好,碳纤维布和画板胎结合牢固。
28、步骤4)处理时,温度要求为:10℃<温度<40℃,相对湿度不大于82%,保持碳纤维布表面干净无灰尘,不可有水。本发明选用碳纤维布作为竹编胎的胎体夹纻,坚硬耐磨,拉力强,薄而坚固,不易变形,不易折断。
29、步骤5)中滚涂所用的漆为碳纤维浸渍胶和黑推光漆的混合物,其中碳纤维浸渍胶和黑推光漆的质量比为1:5。
30、步骤5)中所述碳纤维浸渍胶为碳纤维浸渍胶ab型,为免涂底胶通用型,a:b=2:1,优选为福斯力,型号:zn-800。
31、步骤5)具体为:将漆滚涂在裱糊好两层碳纤维布的画板胎表面上,漆膜180-200μm。如果只刷黑推光漆较厚点就会起皱不平整。而黑推光漆和碳纤维浸渍胶按上述特定比例掺和后,干燥速度极快,不会起皱流平性好。
32、进一步的,步骤5中)在画板胎上滚涂的漆未干时,表面撒竹炭粉,包裹保鲜膜,用重物水平压制,以排除气泡、空鼓、翘边,使板面平整紧实硬度更好。
33、步骤5中)中,在滚涂的漆未干时均匀撒一层竹炭粉,使画板表面粗糙有颗粒感,目的为了让下一步喷的漆能充分抓牢稳定。竹炭粉均匀撒满表面直至看不到漆面,多余的竹炭粉不会被漆面黏住,用刷子扫去多余的竹炭粉即可,再包裹保鲜膜。
34、现有技术只刷黑推光漆时,都需要稀释和薄刷,否则很容易起皱、需要多遍且干燥速度慢,而在黑推光漆里加上碳纤维浸渍胶,可以厚涂不起皱且流平性极好,干燥速度增加10倍以上。即黑推光漆不加碳纤维浸渍胶时,流平性差,很容易起皱,加了碳纤维浸渍胶之后可以厚刷不会起皱,提高流平性。采用滚涂技术,使用海绵滚筒滚涂,漆和胶混合后用刷的方法容易产生空鼓气泡、不均匀,用海绵滚涂提高效率和避免空鼓气泡产生。在未干时撒上一层竹炭粉,目的是为了后续与喷漆牢牢抓紧,不会出现剥离,稳定性增强。
35、步骤6)中所述喷漆,喷漆采用的是黑色推光漆与橘子油的混合物,优选的,黑色推光漆与橘子油质量比为4:1;
36、步骤6)中所述喷漆,采用电动喷枪,喷漆速度1000-1300ml/min;漆板保持竖直或水平。喷嘴距离漆板30cm距离,水平移动折返。传统漆工艺用涂刷的方式,本发明采用喷枪喷涂,快速均匀。
37、步骤6)中,画板的每个面均需要两次喷涂,两次喷涂厚薄不同,第一次薄膜,厚度25-30μm,等待干燥后再次喷涂,第二次厚膜,厚度90-100μm。
38、步骤6)中所述平整,采用机磨,采用砂纸的目数依次为600目、800目、1000目、2000目,磨机均速运转的过程,既找平板面,摩擦抛光,快速效果佳。
39、本发明提供的一种碳纤维布夹纻竹编胎超薄快速成型漆画板,采用上述方法制作得到,漆画板厚度为6-8mm。
40、与现有技术相比,本发明先采用竹编制胎,用硅藻土、糯米粉和生漆混合,填充找平表面,再碳纤维浸渍胶ab型胶,裱糊碳纤维布置竹编胎上,碳纤维浸渍胶调和黑推光漆混合涂刷表面,未干时撒上竹炭粉,黑推光漆喷涂、机磨即可。此方法制作的漆画板,漆板薄、轻、坚固,不易变形折断,表面非常耐磨、不易磕碰,运输邮寄便捷,周期非常短,提高效率推广价值较高。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30156.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表