一种绕线画的绕线设备及绕线方法与流程
- 国知局
- 2024-06-21 12:57:12
本发明涉及绕线画,尤其涉及一种绕线画的绕线设备及绕线方法。
背景技术:
1、绕线画又叫钉子画或弦丝画,是用线绳和钉子设计制作的手工作品,可用于装饰家居,制作小饰品等。传统的绕线画主要采用的是利用人手工钉钉子的方式,再利用手将线一步一步绕在已有的钉子点上,利用分层逐渐体现出图案,达到艺术美感。传统的绕线画的载板需要先在板件上预设钉孔位置,然后将钉子钉在板件上预设的位置处,最终将沿载板的周向钉满钉子。完成钉钉之后,绕线人将线的一端打结固定在一颗钉子上,然后根据图案设计,依次将线绕过不同钉子,直至完成整幅绕线画,并将线的另一端打结固定在最后一颗钉子上。
2、一幅绕线画的质量不仅取决于绕线人的技术,还取决于绕线画的载板。载板在钉钉时的力度、角度都会决定钉子是否能与牢固地保持竖直状态钉在板件上,否则在钉钉过程可能会出现破坏板件、钉子倾斜、或者钉子出现松动等现象,板件破坏、钉子倾斜直接导致该板件不能进行绕线,而钉子松动则会导致后续绕线时钉子因承受绕线压力过大发生倾斜,影响绕线画的质量和视觉效果,甚至在绕线过程中直接导致钉子脱落而无法固定绕线,报废整块载板。
3、目前,为了确保绕线画载板的质量,市面上出现一些专门制造绕线画载板的设备。比如,中国专利cn211441814u公开了一种绕线画机,中国专利cn211221027u公开了一种绕线画自动打孔装置,上述专利都包括了如何将钉子更加准确地钉在板件上,以提高绕线画载板的质量。同时,中国专利cn110626112a公开了一种绕线画自动生成及加工的方法和设备,中国专利cn217495698u也公开了一种基于人工智能的绕线画机器人,这些设备均需要对绕线用针进行精准导向,采用机械手仿人工绕线的动作至少需要四个动作,导致导向用的结构部件多,整体设备复杂,绕线速度慢。
技术实现思路
1、本发明所要解决的问题是提供一种绕线画的绕线设备及绕线方法,这种绕线设备结构简单,通过相应的绕线方法能快速、高效进行绕线以形成绕线画。采用的技术方案如下:
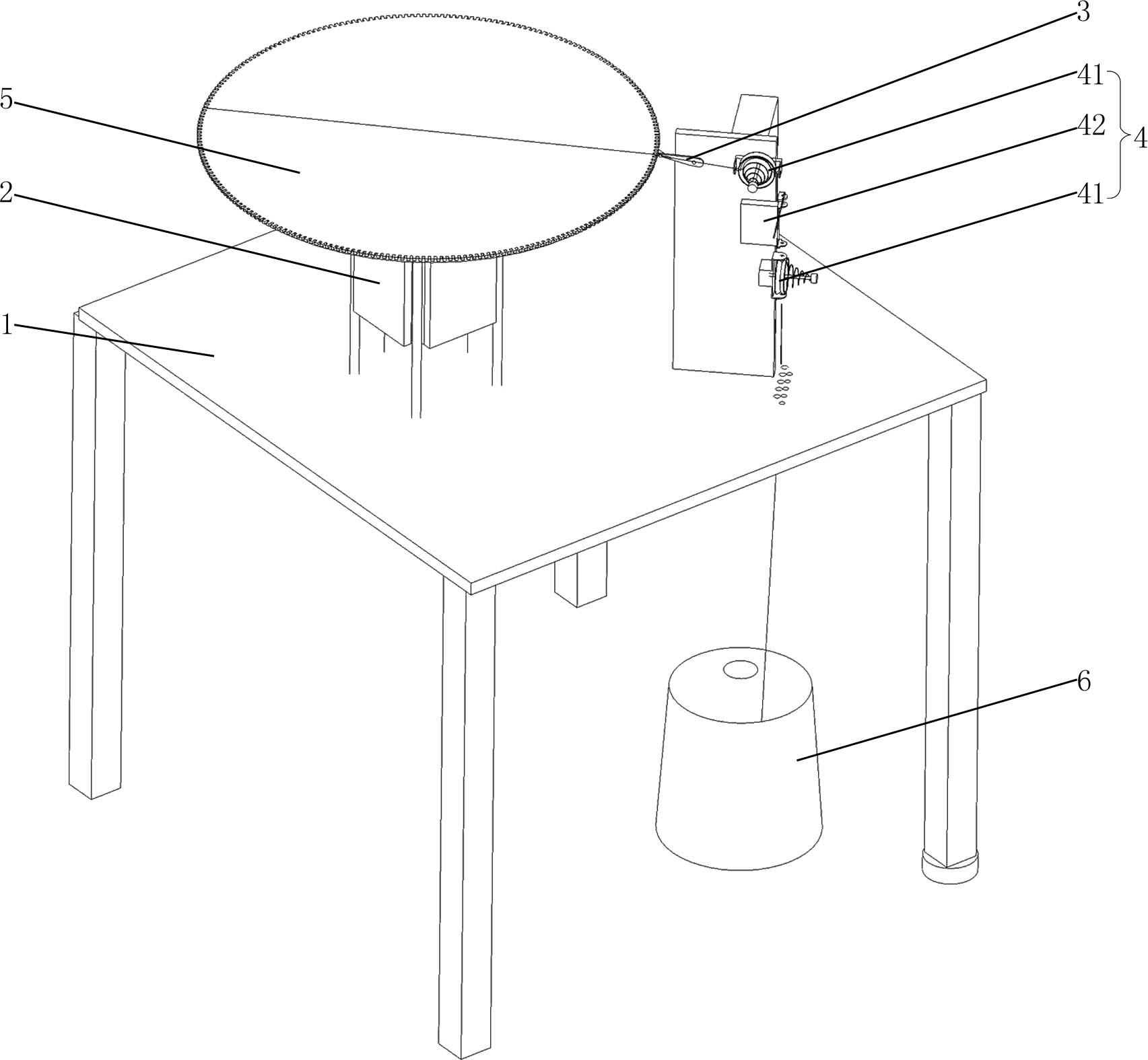
2、一种绕线画的绕线设备,其特征在于:包括机架、旋转驱动装置、绕线机构、理线机构、以及用于绕线的载板,旋转驱动装置设置在机架上,载板水平安装在旋转驱动装置的动力输出端上,绕线机构设置在机架上并处于载板的一侧,绕线机构的绕线端与载板的边沿相对应,导线机构设置在机架上并处于绕线机构的外侧;载板沿其边沿的周向等距设有n个用于勾住绕线的绕线齿,其中n≥3,绕线齿自载板的边沿表面向外凸出,相邻两个绕线齿之间形成用于走线的凹部。
3、一种绕线画的绕线方法,其特特征在于采用上述绕线设备并通过如下步骤进行绕线:
4、步骤(1)将线依次牵引过理线机构、绕线机构,并在第1个绕线齿上打结;
5、步骤(2)驱动载板转动,线自绕线机构送出并跨过载板的板面至另外预设的绕线齿上;
6、步骤(3)绕线机构的绕线端上下动作的同时载板转动一个绕线齿的角度,将线绕在该绕线齿上;
7、步骤(4)驱动载板转动,将线牵引至另一绕线齿上,
8、步骤(5)重复步骤(2)至步骤(4),直至线绕至最后一个绕线齿上,剪断线,将线的末端打结固定在最后一个绕线齿上,完成绕线画的制作。
9、上述载板沿其边沿等距设有n个绕线齿,用于勾住绕线,取代现有绕线画载板上的钉子,大幅度降低载板的制作,无需进行高精度的钉钉作业;更重要的是,一方面在绕线齿上绕线相当于在绕线齿上打半结,使线能够更加牢固地绕在绕线齿上;另一方面是利用相邻两个绕线齿之间的凹部进行走线,线的压力转移到载板的边沿,区别于以往线的压力都集中在钉子上而容易造成钉子倾斜,更能够保持绕线画的整体稳定性。
10、上述绕线机构的绕线端与载板的边沿相对应,是指绕线端处于载板边沿的凹部上方;在绕线作业时,绕线机构使其绕线端在凹部处上下移动,配合旋转驱动装置驱动载板转动一个绕线齿的角度,使线能够绕在绕线齿上。
11、上述理线机构用于将线从线锤牵经绕线机构到第1个绕线齿上,并且在后续的绕线作业过程中保持线的导向不会发生偏移和保持线的张力。
12、上述载板的材质为透光或半透光,可以采用透光或半透光的塑料板,也可以采用其他透光或半透光的板材。
13、作为本发明的优选方案,所述绕线机构包括旋转绕线电机、绕线转轴和走线件;旋转绕线电机安装在所述机架上,绕线转轴水平设置并且绕线转轴的一端与旋转绕线电机的输出轴传动连接;走线件传动安装在绕线转轴的另一端上,走线件的内端指向所述旋转驱动装置的旋转轴线,走线件的内端作为所述绕线端在竖直面内摆动。线牵引经过走线件,走线件的内端作为绕线端处于载板的凹部上方。在进行绕线时,载板转动到走线件的内端处于凹部上方;然后旋转绕线电机驱动绕线转轴转动,带动走线件的内端下摆,将线拉至凹部下方;然后载板转过一个绕线齿的角度,将线拉到相邻凹部的下方;旋转绕线电机再驱动绕线转轴转动,带动走线件的内端上摆,将线拉至相邻凹部的上方,完成一个绕线齿的绕线。
14、当然,也可以直接将旋转绕线电机水平设置,将旋转绕线电机的输出轴直接作为绕线转轴。
15、为了方便走线,还可以在走线件的内端设有第一走线轮、在走线件的外端设有第二走线轮。对线进行导向和张紧。
16、作为本发明的优选方案,所述旋转驱动装置包括电机、转轴和转盘,电机固定安装在所述机架上,转轴的下端与电机的输出轴传动连接并且转轴竖直朝上,转盘传动安装在转轴的上端;转盘的上表面设有至少一个插接柱,所述载板的下表面设有至少一个与插接柱相匹配的插接孔,载板通过插接孔、插接柱的插接配合水平安装在转盘上。
17、作为本发明的优选方案,所述理线机构包括至少一个理线装置和至少一个被动张力装置,被动张力装置设置在理线装置与所述绕线机构之间;理线装置包括理线座、理线固定块、理线弹性块、滑轴和弹簧,理线座固定安装在所述机架上,理线座上设有两个用于导向走线的第一通孔,理线固定块固定设置在理线座上并处于两个第一通孔之间,滑轴的一端固定连接在理线座上,理线弹性块可滑动套接在滑轴上并与理线固定块相向配合形成走线用的缝隙,弹簧套设在滑轴上并处于理线弹性块与滑轴的另一端之间;被动张力装置包括张力底座、张力摆臂和张力压块,张力底座上设有两个用于走线的第二通孔,张力摆臂的一端可转动地安装在张力底座上,张力压块安装在张力摆臂的另一端并处于两个第二通孔之间。
18、由于线锤在牵引出线时,线处于旋转出线的状态,在进行绕线前线通过理线装置对线进行整理,使线保持在到达绕线机构时处于张紧拉直的状态。线在载板的旋转带动下进行牵引前进,从理线固定块、理线弹性块之间的间隙走过,弹簧对理线弹性块的弹力使理线弹性块贴紧理线固定块,对线夹紧理直。线经两个第二通孔穿过张力底座,张力压块压住线使其保持张力,当线在载板的旋转带动下进行牵引时,带动张力压块使张力摆臂摆动。
19、作为本发明的优选方案,所述绕线齿与所述载板一体成型,绕线齿的数量不少于120齿。绕线齿与载板一体成型,更加方便载板的批量化生产。为了确保绕线画的视觉效果,绕线齿的数量一般不少于120齿。当绕线齿的数量超过120齿时,能够获得2倍帧的视觉效果。如果要保持更高的视觉效果,绕线齿的数量通常不少于240齿。
20、作为本发明进一步的优选方案,所述载板为圆形;所述绕线齿为圆角矩形,绕线齿沿载板的径向向外凸出;所述凹部的底角为圆角。绕线齿采用圆角矩形,使绕线画外边沿更加平滑,还能使绕线时线的着力点能保持平衡。凹部的两个底角也采用圆角,绕线时线会绕在圆角上,使绕线齿与载板之间的受力更加平滑,线不会集中缠在折角点上。当然,绕线齿还可以采用矩形、三角形等其他轴对称形状。
21、作为本发明的优选方案,所述步骤(2)中,驱动载板转动,线自绕线机构送出并跨过载板的板面至另外预设的第i个绕线齿上,此时,绕线机构的绕线端处于第i个绕线齿与i-1个绕线齿之间的凹部上方。
22、作为本发明进一步的优选方案,所述步骤(3)中,绕线机构上下动作的同时载板转动一个绕线齿的角度,将线绕在该绕线齿上,具体包括以下步骤:
23、步骤(3-1)绕线机构的绕线端竖直向下移动至第i个绕线齿与i-1个绕线齿之间的凹部下方,使线压在第i个绕线齿与i-1个绕线齿之间的凹部上;
24、步骤(3-2)载板转动一个绕线齿的角度,线被牵引从第i个绕线齿的下方绕过,绕线机构的绕线端处于第i个绕线齿与i+1个绕线齿之间的凹部下方;
25、步骤(3-3)绕线机构的绕线端再竖直向上移动至第i个绕线齿与i+1个绕线齿之间的凹部上方,在第i个绕线齿上打半结,完成第i个绕线齿的绕线。
26、根据绕线齿不同编序,配合旋转驱动装置进行顺时针或逆时针转动一个绕线齿的角度,上述绕线过程可以出现如图1和图2的两种情况,均能够在第i个绕线齿上打结。
27、本发明与现有技术相比,具有如下优点:
28、本发明绕线画的绕线设备结构简单,使用本发明绕线画的绕线方法,通过旋转驱动装置驱动载板在平面内转动,配合绕线机构的绕线端在竖直面内上下移动,围绕一个绕线齿打半结,即能完成一个绕线齿的绕线作业;随着载板不停转动,即能对载板进行快速绕线,从而提高绕线画的生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30257.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表