一种用于金属制品成型工艺的制作方法
- 国知局
- 2024-06-21 13:05:06
本发明涉及金属制品成型相关,具体为一种用于金属制品成型工艺。
背景技术:
1、金属制品是采用金属为主要原料加工而成的生活、工业等用品的统称。包括以金属为原料的冲压、钣金等所有工艺的制品。
2、其中金属容器广泛的运用到生活中,而为了使得金属容器具有一定的美观性,以及辨识度,通常在金属容器的表面形成一定的凸起的图案,而现有金属容器上的图案是通过机械加工或模具进行成型的,但是金属制品加工或开模流程期长,前期成本费用较高;成型周期长,不良较高。
技术实现思路
1、为解决现有技术存在金属容器上的图案是通过机械加工或模具进行成型的,但是金属制品机械加工效率低开模流程期长,前期成本费用较高;成型周期长,不良较高;本发明提供一种用于金属制品成型工艺。
2、为了解决上述技术问题,本发明提供了如下的技术方案:
3、本发明一种用于金属制品成型工艺,包括以下步骤:
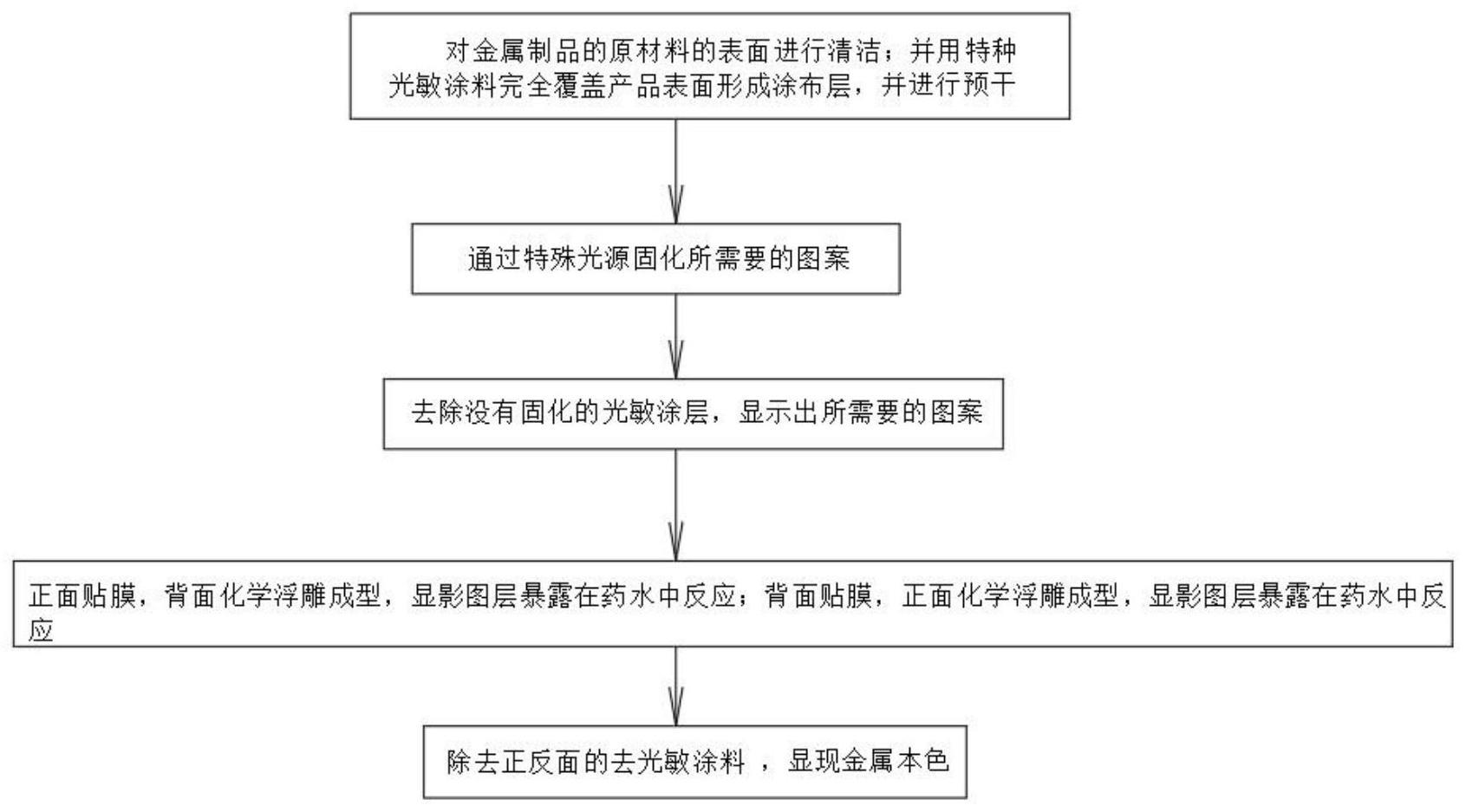
4、步骤1、金属制品的原材料的表面进行清洁;并用特种光敏涂料完全覆盖产品表面形成涂布层,并进行预干;
5、步骤2、通过特殊光源固化所需要的图案;
6、步骤3、去除没有固化的光敏涂层,显示出所需要的图案;
7、步骤4、正面贴膜,背面化学浮雕成型,显影图层暴露在药水中反应;背面贴膜,正面化学浮雕成型,显影图层暴露在药水中反应;
8、步骤5、除去正反面的去光敏涂料,显现金属本色。
9、作为本发明的一种优选技术方案,所述的步骤5中的除去正反面的去光敏涂料,显现金属本色的具体做法是,在去除正面的涂布层后,对金属制品的正面进行贴膜,然后再去除背的涂布层,最后贴上转模。
10、作为本发明的一种优选技术方案,所述的光敏涂层的厚度为0.035±0.005mm;所述的显影图层暴露在药水中,显影液ph值:10-12,显影液温度:33±3℃。
11、作为本发明的一种优选技术方案,所述的步骤2中通过特殊光源固化所需要的图案的方法是通过设定的固化装置对光敏涂层进行固化,所述固化装置包括机架,所述机架的上端设有光源室,所述光源室的内部安装有多个固化光源,所述固化光源在安装在光源室的内部,且所述机架的底部设有抽拉架,且所述抽拉架固定有载物托板,所述载物托板上设有用于对喷涂有产品进行定位的定位槽,所述机架在位于抽拉架的上方设有遮光板,且所述遮光板上设有与显影图层相适配的透光孔。
12、作为本发明的一种优选技术方案,还包括用于对金属制品的正反面进行贴膜的贴膜装置,所述贴膜装置包括机体,所述机体上设有用于对金属制品进行定位的定位座,且定位座上设有用对产品进行定位的固位槽,且所述机体上还设有用于对pet膜进行放卷的放卷辊,以及对贴膜后的残膜进行收卷的收卷辊,还包括对pet膜进行上膜的按压机构,所述按压机构包括设置在机体上设有竖直向下的伸缩缸,且所述伸缩缸的伸缩端设有按压块,所述按压块上设有软质的且进行下压的橡胶块;所述机体上还设有用于对贴膜后的金属产品进行切模的切膜机构。
13、作为本发明的一种优选技术方案,所述切膜机构包括设置在按压块外围的且竖直向下的切膜刀片,且所述切膜刀片的内轮廓与金属制品的表面外轮廓一致。
14、作为本发明的一种优选技术方案,所述橡胶块的顶部设有硬质板,且硬质板与按压块之间设有弹性件。
15、作为本发明的一种优选技术方案,所述橡胶块为拱形结构。
16、作为本发明的一种优选技术方案,所述定位座在固位槽的外围设有与切膜刀片相配合的刀槽。
17、本发明的有益效果是:
18、1、该种用于金属制品成型工艺具有以下步骤,首先对金属制品的原材料的表面进行清洁;并用特种光敏涂料完全覆盖产品表面形成涂布层,并进行预干;通过特殊光源固化所需要的图案去除没有固化的光敏涂层,显示出所需要的图案;正面贴膜,背面化学浮雕成型,显影图层暴露在药水中反应;背面贴膜,正面化学浮雕成型,显影图层暴露在药水中反应;除去正反面的去光敏涂料,显现金属本色。本发明是采用是显影浮雕的方法,来完成对金属制品的浮雕工作,其优点是化学溶液腐蚀加工的原理,所以加工的精度上会比机械加工更高,且平整度更好,采用菲林胶片模具,经曝光显影后,需要加工的图形显影在加工材料上,无需开模,节省开模费用;各类复杂图案均可浮雕,无需增加成本。并且通过正面贴膜,背面化学浮雕成型,显影图层暴露在药水中反应;背面贴膜,正面化学浮雕成型,显影图层暴露在药水中反应;来进行交替贴膜保护,起到了保护产品的作用,从而使得显影浮雕后的产品质量较高。
19、2、该种用于化学浮雕成型工艺中通过设置特定的固化装置来对光敏涂层进行固化,其中在遮光板上设有与显影图层相适配的透光孔,这样使得固化的光敏涂层显示出图案为所需要的图案,具有亦如操作的特点,遮光板上的透光孔,可以设置所需要的图案形状的,可对遮光板进行更换,来满足不同的显影需求。
20、3、该种用于化学浮雕成型工艺中通过设置特定的贴膜装置,来完成对金属制品的正、反面贴膜,其中将需要进行正反面贴膜的金属容器放置到固位槽内,然后通过收卷辊和放卷辊的作用,将pet膜移动到金属容器的上方,然后按压机构下压对pet膜进行上膜,将pet膜贴合在金属制品的正、反面,其中在按压机构下压到一定程度后,则切膜机构对对贴膜后的金属产品进行切模,从而完成贴膜动作。
技术特征:1.一种用于金属制品成型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,所述的步骤5中的除去正反面的去光敏涂料,显现金属本色的具体做法是,在去除正面的涂布层后,对金属制品的正面进行贴膜,然后再去除背的涂布层,最后贴上转模。
3.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,所述的光敏涂层的厚度为0.035±0.005mm;所述的显影图层暴露在药水中,显影液ph值:10-12,显影液温度:33±3℃。
4.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,所述的步骤2中通过特殊光源固化所需要的图案的方法是通过设定的固化装置对光敏涂层进行固化,所述固化装置包括机架(1),所述机架(1)的上端设有光源室(2),所述光源室(2)的内部安装有多个固化光源(3),所述固化光源(3)在安装在光源室(2)的内部,且所述机架(1)的底部设有抽拉架(4),且所述抽拉架(4)固定有载物托板(5),所述载物托板(5)上设有用于对喷涂有产品进行定位的定位槽(6),所述机架(1)在位于抽拉架(4)的上方设有遮光板(7),且所述遮光板(7)上设有与显影图层相适配的透光孔(8)。
5.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,还包括用于对金属制品的正反面进行贴膜的贴膜装置(9),所述贴膜装置(9)包括机体(10),所述机体(10)上设有用于对金属制品进行定位的定位座(11),且定位座(11)上设有用对产品进行定位的固位槽(12),且所述机体(10)上还设有用于对pet膜进行放卷的放卷辊(13),以及对贴膜后的残膜进行收卷的收卷辊(14),还包括对pet膜进行上膜的按压机构,所述按压机构包括设置在机体(10)上设有竖直向下的伸缩缸(15),且所述伸缩缸(15)的伸缩端设有按压块(16),所述按压块(16)上设有软质的且进行下压的橡胶块(17);所述机体(10)上还设有用于对贴膜后的金属产品进行切模的切膜机构(18)。
6.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,所述切膜机构(18)包括设置在按压块(16)外围的且竖直向下的切膜刀片(19),且所述切膜刀片(19)的内轮廓与金属制品的表面外轮廓一致。
7.根据权利要求1所述的一种用于金属制品成型工艺,其特征在于,所述橡胶块(17)的顶部设有硬质板(20),且硬质板(20)与按压块之间设有弹性件(21)。
8.根据权利要求5所述的一种用于金属制品成型工艺,其特征在于,所述橡胶块(17)为拱形结构。
9.根据权利要求6所述的一种用于金属制品成型工艺,其特征在于,所述定位座(11)在固位槽(12)的外围设有与切膜刀片(19)相配合的刀槽(22)。
技术总结本发明公开了一种用于金属制品成型工艺,首先对金属制品的原材料的表面进行清洁;并用特种光敏涂料完全覆盖产品表面形成涂布层,并进行预干;通过特殊光源固化所需要的图案,去除没有固化的光敏涂层,显示出所需要的图案;正面贴膜,背面化学浮雕成型,显影图层暴露在药水中反应;背面贴膜,正面化学浮雕成型,显影图层暴露在药水中反应;除去正反面的去光敏涂料,显现金属本色。本发明是采用是显影浮雕的方法,来完成对金属制品的浮雕工作,其优点是化学溶液腐蚀加工的原理,所以加工的精度上会比机械加工效率更高,图形更加细致,因为是柔性加工,所以产品平整度更好,采用菲林胶片模具,经曝光显影后,需要加工的图形显影在加工材料上,无需开模,节省开模费用。技术研发人员:许九刚受保护的技术使用者:安徽福耐沃包装科技有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240618/31017.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表