嵌件成型用装饰膜、其制造方法及树脂成型品的制造方法与流程
- 国知局
- 2024-06-21 13:08:46
本发明涉及嵌件成型用装饰膜、嵌件成型用装饰膜的制造方法以及树脂成型品的制造方法,特别是,涉及具有用于可见光透过的装饰的凹版印刷的图案的嵌件成型用装饰膜、嵌件成型用装饰膜的制造方法以及树脂成型品的制造方法。
背景技术:
1、现有的嵌件成型用装饰膜例如有专利文献1(日本特公平8-5096号公报)中记载的嵌件成型用装饰膜。专利文献1中记载的嵌件成型用装饰膜具有如下结构:在表面配置印刷有用于装饰的图案的第一透光性基材,由第一透光性基材和第二透光性基材夹持图案层。
2、现有技术文献
3、专利文献
4、专利文献1:日本特公平8-5096号公报
技术实现思路
1、发明所要解决的技术问题
2、在现有的嵌件成型用装饰膜上的图案的印刷中,使用了缺乏灰度表现、难以再现漂亮的木纹风格或层次的外观设计的丝网印刷等。因此,嵌件成型用装饰膜的图案的外观设计多为使用了发纹、实心等的单调的外观设计。
3、另外,在现有的嵌件成型用装饰膜中,难以使配置在多层图案层上的不同图案重合,从而得到一个综合美观的外观设计。
4、本发明的技术问题在于提供一种嵌件成型用装饰膜,其与凹版印刷的图案层和透光图案层相关的尺寸精度高并且能够表现出细腻且灰度丰富的图案。
5、用于解决技术问题的技术方案
6、以下,作为用于解决技术问题的技术方案,说明多个方式。这些方式能够根据需要任意地组合。
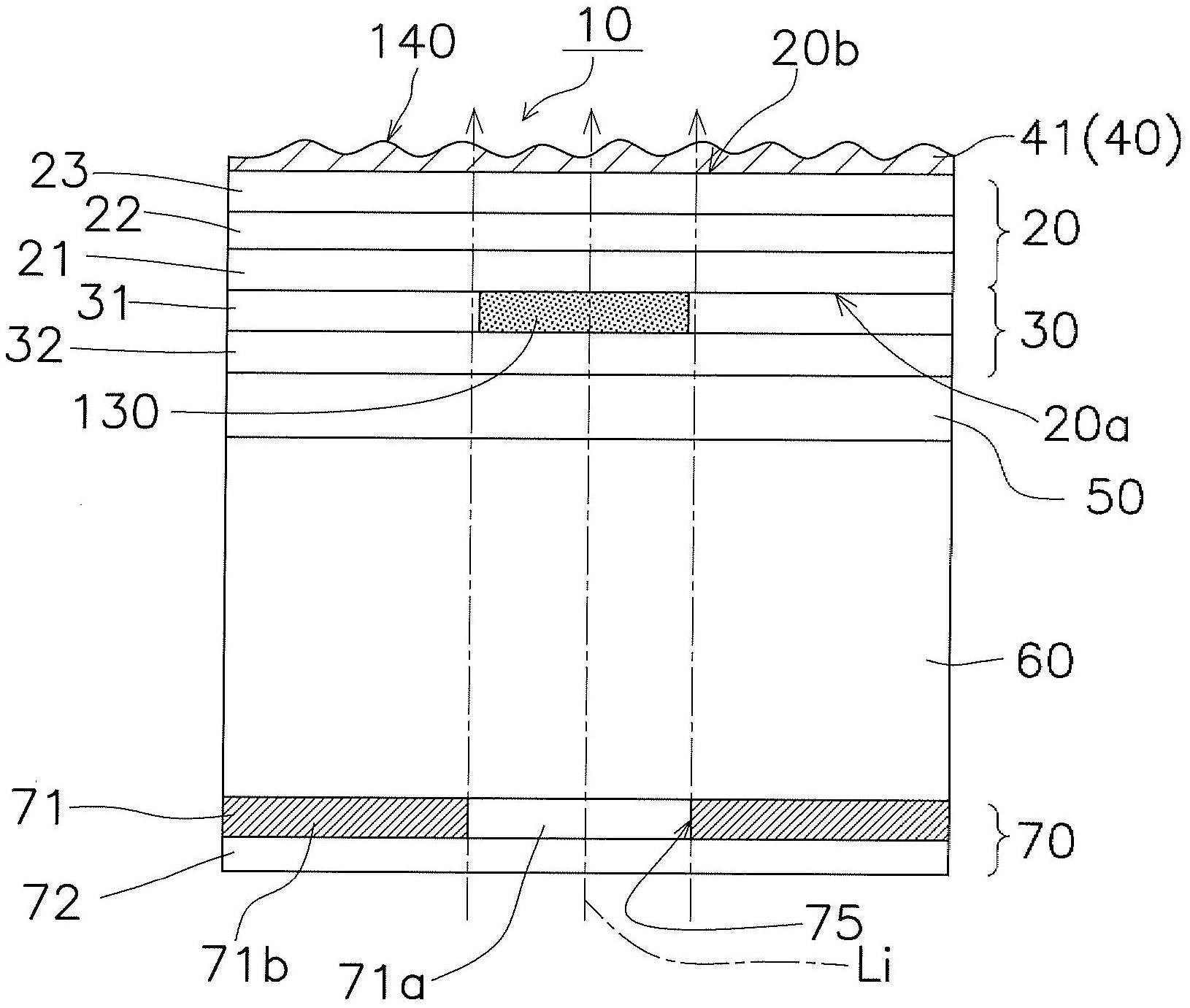
7、本发明的一个方式所涉及的嵌件成型用装饰膜是一种在嵌件成型前立体地成型的膜。嵌件成型用装饰膜具备多层膜、第一凹版印刷层、衬垫膜和透光图案层。多层膜具有第一主面和第二主面,在由丙烯酸系树脂构成的第一丙烯酸树脂层和第二丙烯酸树脂层之间配置由聚碳酸酯系树脂构成的聚碳酸酯树脂层,透过可见光。第一凹版印刷层形成在多层膜的所述第一主面上,具有包含凹版印刷的图案的第一图案层,透过可见光。层压用粘接层粘接在第一凹版印刷层上,由透过可见光的粘接剂形成。衬垫膜由聚碳酸酯系树脂构成,通过层压用粘接层粘接在第一凹版印刷层上,透过可见光。透光图案层形成在衬垫膜上,具有透过可见光的透光图案。第一图案层具有配置在规定位置上的第一图形。透光图案层被图案化,使得可见光通过配置于规定位置的第一图形。
8、在具有这样的结构的嵌件成型用装饰膜中,通过包含聚碳酸酯树脂层的多层膜的多层结构,可以抑制形成第一凹版印刷层时的印刷干燥时的收缩。另外,通过多层膜的聚碳酸酯树脂层和由聚碳酸酯系树脂构成的衬垫膜,耐热性提高,在制造聚碳酸酯制的树脂成型品时,可以抑制第一凹版印刷层的油墨流动的发生。其结果是,能够从透光图案对第一凹版印刷层的第一图形高精度地引导可见光,能够在树脂成型品的期望的部位配置可见光透过的第一图形。
9、需要说明的是,在本说明书中,聚碳酸酯制是指使用聚碳酸酯系树脂作为注射成型的材料而制作的。
10、上述的嵌件成型用装饰膜也可以构成为,还具备第二凹版印刷层,所述第二凹版印刷层形成在多层膜的第二主面上,具有包含凹版印刷的图案的第二图案层,第二凹版印刷层具有配置在以第一图形为基准的位置上的第二图形。在具有这种结构的嵌件成型用装饰膜中,可以抑制印刷干燥时的第一图形以及第二图形的位置偏移。
11、上述的嵌件成型用装饰膜也可以构成为,第二凹版印刷层的表面凹凸的最大高度粗糙度为20μm以上,层压用粘接层的厚度为16μm以上。在这样构成的嵌件成型用装饰膜中,能够通过层压用粘接层来抑制由于第二凹版印刷层的凹凸的原因而产生空气积存。
12、上述的嵌件成型用装饰膜也可以构成为,第一凹版印刷层在第一图案层与层压用粘接层之间具有由热塑性树脂构成且透过可见光的底涂层。这样构成的嵌件成型用装饰膜通过底涂层保护第一图案层。
13、本发明的一个方式所涉及的嵌件成型用装饰膜的制造方法是嵌件成型前立体成型的膜即嵌件成型用装饰膜的制造方法。在嵌件成型用装饰膜的制造方法的第一步骤中,在由丙烯酸系树脂构成的第一丙烯酸树脂层以及第二丙烯酸树脂层之间配置由聚碳酸酯系树脂构成的聚碳酸酯树脂层且透过可见光的多层膜的第一主面上,通过凹版印刷,印刷透过可见光的第一凹版印刷层。在第二步骤中,在由聚碳酸酯系树脂构成且透过可见光的衬垫膜和形成有第一凹版印刷层的多层膜之间设置层压用粘接层,将衬垫膜和多层膜在100℃以下的温度下干式层压,形成长条的第一部件。在第四步骤中,在第一部件上,在衬垫膜上形成具有透过可见光的透光图案的透光图案层。在该嵌件成型用装饰膜的制造方法中,第一凹版印刷层具有配置在立体成型后的嵌件成型用装饰膜的立体形状的规定位置上的第一图形,透光图案层被图案化,使得可见光通过在立体形状的规定位置配置有透光图案的第一图形。
14、这样构成的嵌件成型用装饰膜的制造方法,在第一步骤中,通过包含聚碳酸酯树脂层的多层膜的多层结构,抑制形成凹版印刷层时的印刷干燥时的收缩。另外,通过多层膜的聚碳酸酯树脂层以及由聚碳酸酯系树脂构成的衬垫膜,耐热性提高,在制造聚碳酸酯制的树脂成型品时,抑制第一凹版印刷层的油墨流动的发生。其结果是,能够从透光图案对第一凹版印刷层的第一图形高精度地引导可见光,能够在树脂成型品的期望的部位配置可见光透过的第一图形。
15、上述的嵌件成型用装饰膜的制造方法也可以构成为,在第一步骤中,在多层膜的第一主面上通过凹版印刷印刷第一凹版印刷层,同时在多层膜的第二主面上印刷第二凹版印刷层。在这样构成的嵌件成型用装饰膜的制造方法中,能够高精度地形成第一凹版印刷层的第一图形相对于第二凹版印刷层的第二图形的位置。其结果是,能够从透光图案对第一凹版印刷层的第一图形以及第二凹版印刷层的第二图形或该第二图形的周围高精度地引导可见光。换言之,能够在树脂成型品的期望的部位透过可见光,相对于可见光透过的位置高精度地配置第一图形以及第二凹版印刷层的第二图形。
16、上述的嵌件成型用装饰膜的制造方法还包括在第四步骤之前切断第一部件而制作短条的第二部件的第三步骤,在第四步骤中,在第二部件的衬垫膜上形成透光图案层。在这样构成的嵌件成型用装饰膜的制造方法中,能够利用单张的第二部件高精度地进行第一图形以及第二图形与透光图案的对齐。
17、上述的嵌件成型用装饰膜的制造方法构成为,在第四步骤中,通过辊对辊方式在第一部件的衬垫膜上形成透光图案层。在这样构成的嵌件成型用装饰膜的制造方法中,能够迅速地反复形成多个透光图案层。
18、本发明的一个方式所涉及的树脂成型品的制造方法具备立体地成型上述嵌件成型用装饰膜的成型工序、修整工序和注射成型工序。在修整工序中,修整并除去在成型工序中被赋予了立体形状的嵌件成型用装饰膜的不需要的部分。通过树脂成型品的制造方法得到的树脂成型品构成为,在树脂成型品所具有的立体的产品形状的特定场所配置第一图形,透过透光图案的可见光透过第一图形或该第一图形的周围。在这样构成的树脂成型品的制造方法中,通过多层膜的聚碳酸酯树脂层以及由聚碳酸酯系树脂构成的衬垫膜提高耐热性,在注射成型工序中抑制第一凹版印刷层的油墨流动的发生。其结果是,能够从透光图案对第一凹版印刷层的第一图形或该第一图形的周围高精度地引导可见光。换言之,可见光透过树脂成型品的期望的部位,能够相对于透过的可见光的位置高精度地配置第一图形。
19、发明的效果
20、通过本发明的嵌件成型用装饰膜,能够得到与凹版印刷的图案层和透光图案层相关的尺寸精度高并且能够表现出细腻且灰度丰富的图案的聚碳酸酯制的树脂成型品。另外,本发明的嵌件成型用装饰膜的制造方法适用于得到本发明的嵌件成型用装饰膜。此外,本发明的树脂成型品的制造方法适用于使用本发明的嵌件成型用装饰膜得到聚碳酸酯制的树脂成型品。
本文地址:https://www.jishuxx.com/zhuanli/20240618/31272.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表