一种标识牌生产设备的制作方法
- 国知局
- 2024-06-21 13:14:48
本技术涉及标识牌生产,具体涉及一种标识牌生产设备。
背景技术:
1、标志牌现在是公共场合环境中不可缺少的设施之一,在商城、地铁、景区等场合都能看到。标志标牌像无声的向导,指明方向;更像人的脸面,品味如何,一看便知。标识牌安装在特点的场景中,需要长时间使用,现有的标识牌一般采用金属材质,采用喷绘的方式将图案或标识喷涂在标识牌上,但是此种生产方式标识牌上的颜料容易脱落,标识牌掉漆后就无法使用,需要不停的更换,增加了成本。现有生产的标识牌设备主要为喷绘设备,生产出的标识牌使用效果差,字体容易脱落。
技术实现思路
1、针对现有技术中的上述不足,本实用新型提供了一种通过冲压成型的标识牌生产设备。
2、为了达到上述发明目的,本实用新型所采用的技术方案为:
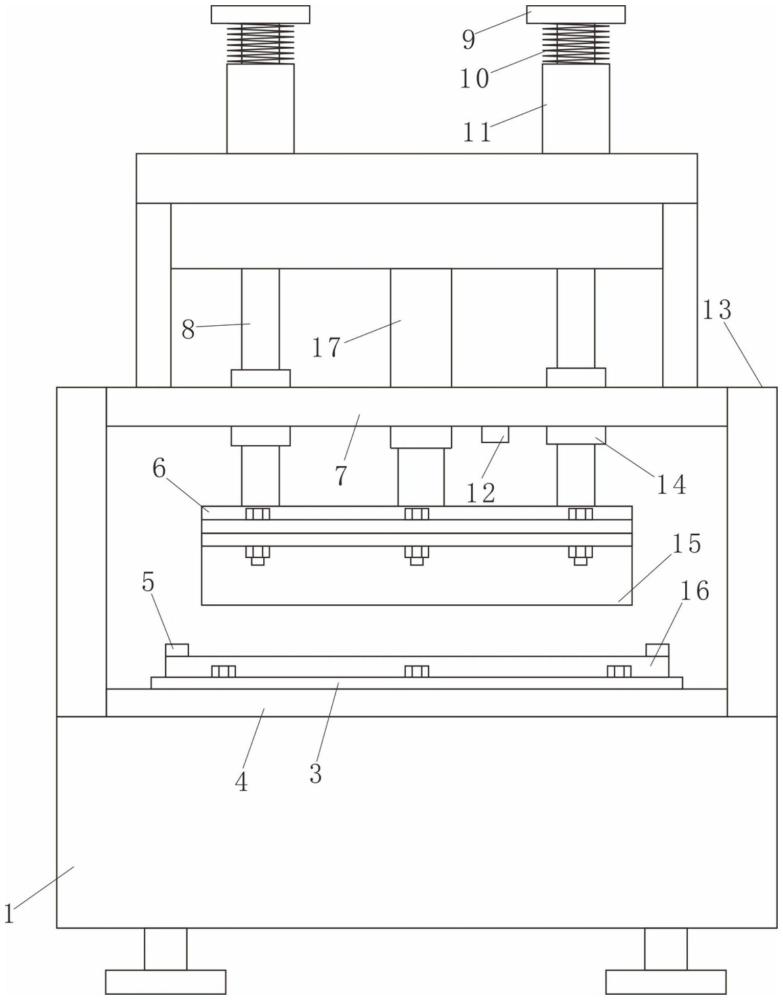
3、提供一种标识牌生产设备,其包括机箱,机箱的上端设置有操作台,操作台的上端设置有下模,下模的上方设置有上模,上模的下表面开设有凹形图案,下模的上表面设置有与凹形图案配合的凸形图案;
4、上模的边沿设置有一圈连接环,连接环通过若干螺栓固定在安装块上,安装块的上端固定在竖直的液压伸缩杆上,液压伸缩杆安装在支架上,支架固定在操作台上;下模的边沿设置有一圈支撑台,支撑台通过若干螺钉固定在操作台上;
5、液压伸缩杆的两侧设置有稳定杆,稳定杆的下端固定在安装块上,稳定杆的上端贯穿第一滑筒,第一滑筒安装在支架的顶部;稳定杆与第一滑筒滑动连接。
6、本方案采用冲压成型的方式使标识牌上形成图案,确保标识牌能长时间使用,标识牌能通过一次冲压形成需要的形状,生产速率高,操作方便。生产时,将生产标识牌的原料板放在下模上,液压伸缩杆带动上模下压,凸形图案和凹形图案相互挤压,完成标识牌的整形。上模和下模均可拆卸,方便更换不同类型的上模和下模,满足不同形状的成型需求。上模进行上、下活动的过程中,稳定杆在第一滑筒内伸缩,确保液压伸缩杆伸缩的稳定性,以及上模移动的稳定性。
7、进一步地,安装块与支架之间设置有支撑板,支撑板上设置有两个第二滑筒,稳定杆贯穿第二滑筒,且稳定杆与第二滑筒活动连接,支撑板固定在支架上,支撑板的中部设置有供液压伸缩杆穿过的通孔。
8、采用上述技术方案的有益效果为:支撑板能进一步增加稳定杆支撑的稳定性,以及上模的稳定性,避免在冲压成型的过程中,上模晃动,标识牌成型出现误差。
9、进一步地,支撑板的下端设置有位置开关。
10、采用上述技术方案的有益效果为:位置开关用于对液压伸缩杆收缩的极限位置进行限位。当液压伸缩杆收缩到极限位置时,位置开关被安装块的上端触发,液压伸缩杆收缩停止。
11、进一步地,稳定杆的上端设置有挡板,挡板的尺寸大于第一滑筒的尺寸,挡板与第一滑筒之间设置有复位弹簧,复位弹簧套在稳定杆外。
12、采用上述技术方案的有益效果为:复位弹簧能有效帮助液压伸缩杆收缩,实现上模复位,增加稳定性。
13、进一步地,下模上表面的四个角上设置有直角挡块,四个直角挡块围成方形结构。
14、采用上述技术方案的有益效果为:四个直角挡块对标识牌进行限位,在冲压整形的过程中,避免标识牌在下模上任意滑动。
15、进一步地,四个直角挡块的内表面均设置有一层软质的橡胶垫。
16、采用上述技术方案的有益效果为:橡胶垫能有效避免标识牌的四个角在挤压的过程中卷曲,避免其整形失败,降低产品的次品率。
17、本实用新型的有益效果为:本方案采用冲压成型的方式使标识牌上形成图案,确保标识牌能长时间使用,使标识牌能通过一次冲压形成需要的形状,生产速率高,操作方便。本实用新型可生产出不同形状的标识牌,省时省力,扩展了适用范围,适合在标识牌生产工序中配置使用。
技术特征:1.一种标识牌生产设备,其特征在于,包括机箱,所述机箱的上端设置有操作台,所述操作台的上端设置有下模,所述下模的上方设置有上模,所述上模的下表面开设有凹形图案,所述下模的上表面设置有与凹形图案配合的凸形图案;
2.根据权利要求1所述的标识牌生产设备,其特征在于,所述安装块与支架之间设置有支撑板,所述支撑板上设置有两个第二滑筒,所述稳定杆贯穿第二滑筒,且稳定杆与第二滑筒活动连接,所述支撑板固定在支架上,所述支撑板的中部设置有供液压伸缩杆穿过的通孔。
3.根据权利要求2所述的标识牌生产设备,其特征在于,所述支撑板的下端设置有位置开关。
4.根据权利要求1所述的标识牌生产设备,其特征在于,所述稳定杆的上端设置有挡板,所述挡板的尺寸大于第一滑筒的尺寸,所述挡板与第一滑筒之间设置有复位弹簧,所述复位弹簧套在稳定杆外。
5.根据权利要求1所述的标识牌生产设备,其特征在于,所述下模上表面的四个角上设置有直角挡块,四个所述直角挡块围成方形结构。
6.根据权利要求5所述的标识牌生产设备,其特征在于,四个所述直角挡块的内表面均设置有一层软质的橡胶垫。
技术总结本技术公开了一种标识牌生产设备,其包括机箱,机箱的上端设置有操作台,操作台的上端设置有下模,下模的上方设置有上模,上模的下表面开设有凹形图案,下模的上表面设置有与凹形图案配合的凸形图案;安装块的上端固定在竖直的液压伸缩杆上,液压伸缩杆安装在支架上,支架固定在操作台上;液压伸缩杆的两侧设置有稳定杆,稳定杆的下端固定在安装块上,稳定杆的上端贯穿第一滑筒,第一滑筒安装在支架的顶部;稳定杆与第一滑筒滑动连接。本方案采用冲压成型的方式使标识牌上形成图案,确保标识牌能长时间使用,使标识牌能通过一次冲压形成需要的形状,生产速率高,操作方便。技术研发人员:金亦绒,金理辉,金理锦,王冬,章海云,邓娟,邓用明受保护的技术使用者:四川金鹏宏达实业有限公司技术研发日:20230707技术公布日:2024/2/1本文地址:https://www.jishuxx.com/zhuanli/20240618/31817.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表