一种高耐盐水性的塑基烫金膜及其制备方法与流程
- 国知局
- 2024-06-21 13:16:43
本发明涉及包装膜,具体涉及一种高耐盐水性的塑基烫金膜及其制备方法。
背景技术:
1、现有的传统烫金膜的制备需要经历pet膜上涂布离型、成像、镀金属层和涂胶四个步骤,其中离型涂布、成像涂布、胶层涂布均采用网纹辊涂布机完成,镀金属层采用真空蒸镀机完成。传统方案制备的烫金膜,仅适用于对性能要求不高的快消品包装,但是如果用于家电塑基行业,其适用性较差。由于对产品的使用时间较长,使用环境多变,所以对烫金膜的耐性提出了较高的要求。
2、此外,针对进出口海运的问题,烫金膜在烫印在塑料件上后,需要经历长时间的海上盐雾气体环境,而现有传统技术离型成像结合度不高,导致抵抗外界环境侵蚀的能力较弱,并且传统方案使用的烫金胶水热转印温度普遍偏低,软化点也较低,在塑料基材上难以实现附着力牢固的转印,进而导致了耐外界环境侵蚀的能力差,海上转运后出现塑料件上烫印附着力不牢而导致图案缺失的情况。
3、因此,基于上述缺陷,有必要对烫金膜的制备方案进行进一步研究,本发明提供了一种新的高耐盐水性的塑基烫金膜及其制备方法。
技术实现思路
1、基于上述表述,本发明提供了一种高耐盐水性的塑基烫金膜及其制备方法,以解决现有技术中烫金膜离型成像结合度低、烫印附着力不牢、适用性差的技术问题。
2、本发明解决上述技术问题的技术方案如下:
3、第一方面,本发明提供一种高耐盐水性的塑基烫金膜的制备方法,包括:
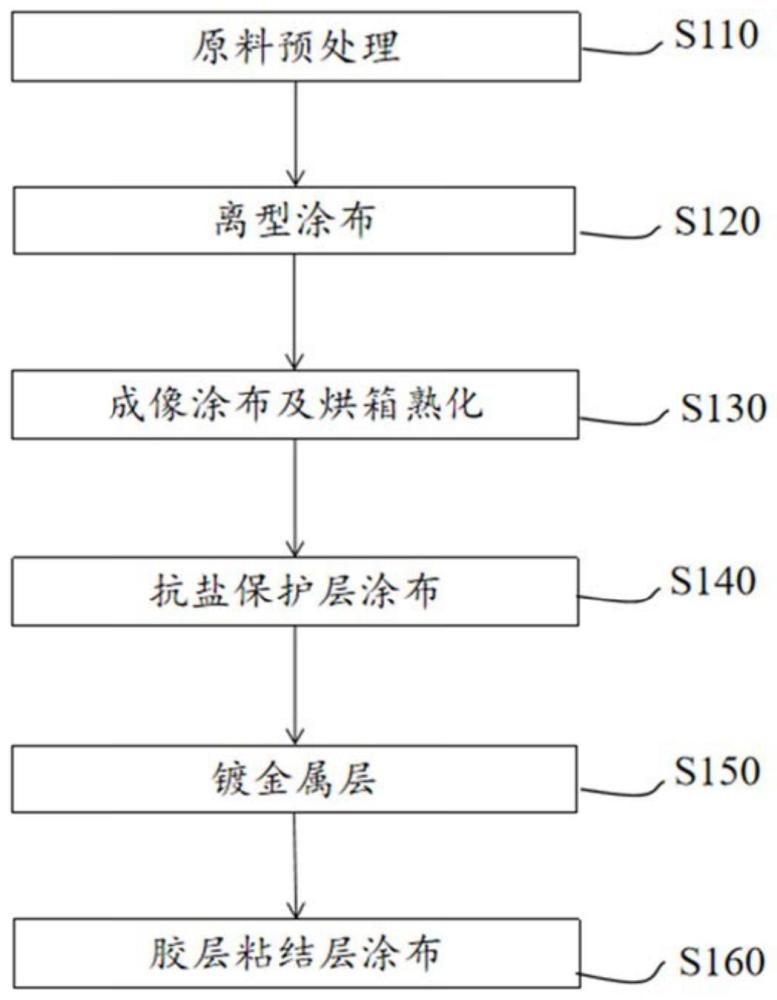
4、步骤一、原料预处理:分别单独配置离型浆液、成像浆液、抗盐保护层浆液和胶层粘结层胶液;
5、步骤二、离型涂布:将所述离型浆液涂布到pet膜上,在涂布完离型后,烘干至层厚度为1~10μm;
6、步骤三、成像涂布及熟化:将所述成像浆液涂布到离型面上,在涂布完成像后,恒温熟化,以使离型、成像交联完全;
7、步骤四、抗盐保护层涂布:将所述抗盐保护层浆液涂布到成像面上;
8、步骤五、镀金属层:对膜带蒸镀金属丝,金属层均匀分布于抗盐保护层背离成像层的一侧;
9、步骤六、胶层粘结层涂布:涂布所述胶层粘结层胶液到金属层表面,即高耐盐水性的塑基烫金膜,所述塑基烫金膜的厚度为1~10μm。
10、在上述技术方案的基础上,本发明还可以做如下改进。
11、进一步的,在步骤一中,还包括:制备胶层保护层胶液。
12、进一步的,在步骤五之后、步骤六之前,还包括:
13、胶层保护层涂布:涂布所述胶层保护层胶液到金属层表面,再将所述胶层粘结层胶液涂布到所述胶层保护层表面。
14、进一步的,步骤一具体包括:
15、分别单独配置所述离型浆液、所述成像浆液、所述抗盐保护层浆液、所述胶层保护层胶液和所述胶层粘结层胶液,并分别进行超声搅拌处理,以达到均化的程度。
16、进一步的,步骤三中,所述恒温熟化的温度为60℃,时间为168~216h。
17、进一步的,步骤五中,所述对膜带蒸镀金属丝,得到金属层的厚度为380~420a。
18、第二方面,本发明还提供一种高耐盐水性的塑基烫金膜,所述高耐盐水性的塑基烫金膜采用如第一方面所述的高耐盐水性的塑基烫金膜的制作方法制备得到,所述塑基烫金膜包括:
19、基底层;
20、离型层,所述离型层涂布在所述基底层的下表面;
21、成像层,所述成像层涂布在所述离型层的表面;
22、抗盐保护层,所述抗盐保护层涂布在所述成像层的表面;
23、金属层,所述金属层蒸镀在所述抗盐保护层的表面;
24、胶层粘接层,所述胶层粘接层涂布在所述金属层的表面。
25、在上述技术方案的基础上,本发明还可以做如下改进。
26、进一步的,所述塑基烫金膜还包括胶层保护层;所述胶层保护层涂布在所述金属层的表面;所述胶层粘接层涂布在所述胶层保护层的表面。
27、进一步的,所述抗盐保护层的组分包括丙烯酸树脂、固化剂、固化促进剂、钼酸盐类填料、丁酮和环己酮。
28、进一步的,所述胶层保护层的组分包括丙烯酸树脂与氯乙烯树脂共聚物、甲苯、氨基磺酸盐、纳米无机填料和硅烷偶联剂。
29、与现有技术相比,本申请的技术方案具有以下有益技术效果:
30、本发明提供的高耐盐水性的塑基烫金膜的制备方法包括以下步骤:原料预处理、离型涂布、成像涂布及熟化、抗盐保护层涂布、镀金属层和胶层粘结层涂布;其中的抗盐保护层涂布为本发明的核心点,抗盐保护层浆液由丙烯酸树脂、固化剂、固化促进剂、适量份数的钼酸钠等钼酸盐类填料、丁酮、环己酮组成,在交联的丙烯酸树脂分子间隙引入钼酸钠分子,一方面钼酸钠分子在遇到盐水溶解后可释放出钼酸根负离子,导致涂层膜上带有负电荷,根据静电作用原理,涂层膜对盐水环境中的阳离子产生吸引作用,从而排斥氯离子等阴离子穿透该涂层膜进入后面的金属层产生腐蚀,另一方面对于金属层来说,在其钝化形成的钝化膜表面,盐水环境中的负离子与钼酸根负离子产生竞争吸附,金属离子与钼酸根负离子形成钼酸盐固体沉积在金属层表面,进一步阻止了腐蚀的发生,以有效提升塑基烫金膜的耐盐水腐蚀性能,从而保证胶层附着力的稳定,进而提高塑基烫金膜的烫印附着力。
技术特征:1.一种高耐盐水性的塑基烫金膜的制备方法,其特征在于,包括:
2.根据权利要求1所述的高耐盐水性的塑基烫金膜的制备方法,其特征在于,在步骤一中,还包括:制备胶层保护层胶液。
3.根据权利要求2所述的高耐盐水性的塑基烫金膜的制备方法,其特征在于,在步骤五之后、步骤六之前,还包括:
4.根据权利要求2所述的高耐盐水性的塑基烫金膜的制备方法,其特征在于,步骤一具体包括:
5.根据权利要求1所述的高耐盐水性的塑基烫金膜的制备方法,其特征在于,步骤三中,所述恒温熟化的温度为60℃,时间为168~216h。
6.根据权利要求1所述的高耐盐水性的塑基烫金膜的制备方法,其特征在于,步骤五中,所述对膜带蒸镀金属丝,得到金属层的厚度为380~420a。
7.一种高耐盐水性的塑基烫金膜,所述高耐盐水性的塑基烫金膜采用如权利要求1至6任一项所述的高耐盐水性的塑基烫金膜的制作方法制备得到,其特征在于,所述塑基烫金膜包括:
8.根据权利要求7所述的高耐盐水性的塑基烫金膜,其特征在于,所述塑基烫金膜还包括胶层保护层;
9.根据权利要求7所述的高耐盐水性的塑基烫金膜,其特征在于,所述抗盐保护层的组分包括丙烯酸树脂、固化剂、固化促进剂、钼酸盐类填料、丁酮和环己酮。
10.根据权利要求8所述的高耐盐水性的塑基烫金膜,其特征在于,所述胶层保护层的组分包括丙烯酸树脂与氯乙烯树脂共聚物、甲苯、氨基磺酸盐、纳米无机填料和硅烷偶联剂。
技术总结本发明提供一种高耐盐水性的塑基烫金膜及其制备方法,上述制备方法包括:原料预处理、离型涂布、成像涂布及熟化、抗盐保护层涂布:将抗盐保护层浆液涂布到成像面上;镀金属层:对膜带蒸镀金属丝,金属层均匀分布于抗盐保护层背离成像层的一侧;胶层粘结层涂布。其中的抗盐保护层涂布,一方面涂层膜对盐水环境中的阳离子产生吸引作用,从而排斥氯离子等阴离子穿透该涂层膜进入后面的金属层产生腐蚀;另一方面在金属层表面钝化形成的钝化膜,盐水环境中的负离子与抗盐保护层中的负离子产生竞争吸附,金属离子与抗盐保护层中的负离子形成固体沉积在金属层表面,进一步阻止了腐蚀的发生,以提升烫金膜的耐盐水腐蚀性能,提高了烫金膜的烫印附着力。技术研发人员:王佳成,牟靖文,熊丽端,王慧,陈萧宇,陈留洋受保护的技术使用者:武汉华工图像技术开发有限公司技术研发日:技术公布日:2024/2/21本文地址:https://www.jishuxx.com/zhuanli/20240618/31967.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种荒漠盆景的制作方法
下一篇
返回列表