一种无膜贴花及其制造方法与流程
- 国知局
- 2024-06-21 13:24:34
本发明涉及一种无膜贴花及其制造方法,属于贴花制造。
背景技术:
1、无膜贴花,其作为一种装饰品,可贴在被装饰体的表面。例如,可贴在自行车、汽车、飞机等交通工具表面,可起保护外表面以及提供装饰的作用。
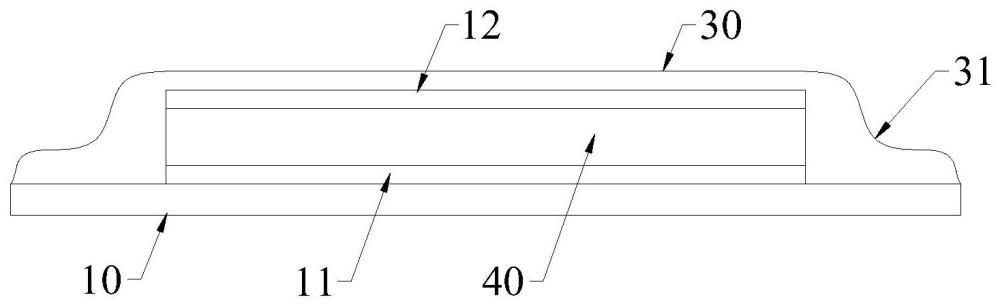
2、目前,常规的无膜贴花结构如图1所示,所述无膜贴花及其制造方法,包括底材层10、设置在底材层10正面的基膜层40,所述基膜层40的背面与底材层10的正面之间设置有粘结剂层11,所述基膜层40与底材层10之间通过粘结剂层11粘接,所述基膜层40的正面设置有印花层12;最后采用涂覆面漆制成面漆层30将基膜层40、粘结剂层11和印花层12都包覆。
3、基膜层40主要是为了印花层12提供载体,其可以是pvc、聚乙烯等材质,方便喷墨或者印刷。粘结剂层11优选uv胶或环氧树脂胶,面漆层30作为保护层、封装层。
4、在基膜层40边缘与底材层10的交界处存在脊背部31,脊背部31是不可消除的,无论是硬性材料还是柔性材料,脊背部31的存在都会带来一定的风阻,这对于空气动力学要求高的领域如追求极致气动性能的低风阻公路自行车、飞机等领域,是不可接受的。
5、因此,提出本发明。
技术实现思路
1、本发明针对现有技术存在的不足,提供了一种无膜贴花及其制造方法,具体技术方案如下:
2、一种无膜贴花,包括底材层、设置在底材层正面的剪切硬化层,所述剪切硬化层的背面与底材层的正面之间设置有粘结剂层,所述剪切硬化层与底材层之间通过粘结剂层粘接,所述剪切硬化层的正面设置有印花层;
3、还包括将剪切硬化层、粘结剂层和印花层都包覆的面漆层。
4、更进一步的改进,所述剪切硬化层是由预处理玻璃纤维布表面涂覆有剪切硬化凝胶制成,所述预处理玻璃纤维布的背面设置有若干个粗化凹陷区,所述粗化凹陷区为六角星形结构,所述粗化凹陷区呈阵列分布。
5、更进一步的改进,一种无膜贴花的制造方法,包括以下步骤:
6、步骤一、对底材层正面进行清洁,然后涂刷一层环氧树脂胶,然后将剪切硬化层贴在环氧树脂胶上,环氧树脂胶固化后形成粘结剂层;
7、步骤二、在剪切硬化层的正面采用喷墨或印刷的方式制成印花层;
8、步骤三、在印花层和底材层的表面涂刷面漆,最少涂刷3遍面漆,面漆干燥后形成面漆层,面漆层将剪切硬化层、粘结剂层和印花层都包覆并封装。
9、更进一步的改进,所述剪切硬化层的制作方法包括以下步骤:
10、将玻璃纤维布平铺在空心聚四氟乙烯板上,然后将石蜡融化后涂覆在玻璃纤维布表面并将玻璃纤维布粘结在空心聚四氟乙烯板上,玻璃纤维布表面形成一层石蜡层,然后在石蜡层处雕刻出六角星形结构的待蚀刻区,剩余的石蜡层为屏蔽区,最终形成待蚀刻板,将待蚀刻板放入兆声辅助蚀刻槽内进行蚀刻;所述兆声辅助蚀刻槽包括外槽、内槽,所述外槽的上部设置有溢流口,所述内槽安装在外槽内部,所述内槽的槽底下方安装有多个兆声波换能器,所述内槽的侧壁设置有多个与外槽相连通的第一通孔;所述内槽和外槽内部均设置有蚀刻液,所述待蚀刻板的密度小于蚀刻液的密度;
11、蚀刻完成后,用85~90℃的热水对待蚀刻板进行洗涤,取下玻璃纤维布,干燥,得到蚀刻后的玻璃纤维布;
12、然后对蚀刻后的玻璃纤维布的两面均采用火焰处理,得到预处理玻璃纤维布;
13、在预处理玻璃纤维布表面涂覆剪切硬化凝胶,经过电晕处理后,在50~55℃的温度下干燥后得到剪切硬化层。
14、更进一步的改进,所述蚀刻液的液面与溢流口的下端齐平,所述待蚀刻板漂浮在蚀刻液表面,所述待蚀刻板与内槽之间为间隙配合;所述兆声波换能器的兆声频率为1180khz,蚀刻液的温度为30℃,待蚀刻板中玻璃纤维布所在面朝下放入到内槽内,蚀刻35min。
15、更进一步的改进,所述蚀刻液是由4质量份氟化铵、2质量份硫酸铵、8质量份草酸和7质量份水混合制成。
16、更进一步的改进,所述火焰处理的步骤如下:
17、在蚀刻后的玻璃纤维布的两面均涂覆有离子液体,然后使用天然气燃烧火焰进行表面处理,火焰温度设在1850-1900℃,火焰与蚀刻后的玻璃纤维布表面之间的间距为2~8mm,火焰处理时间为3~7s;所述离子液体为质量分数为17%的氯化n-丁基吡啶溶液。
18、更进一步的改进,所述剪切硬化凝胶的制作方法包括以下步骤:
19、将5质量份焦硼酸、10质量份羰基铁粉和100质量份羟基硅油混合在260℃的温度下搅拌反应2~3h,然后,加入5质量份干性中油度醇酸树脂、0.7质量份乙氧化锑,继续搅拌反应30min,得到剪切硬化凝胶。
20、更进一步的改进,所述电晕处理的电晕功率为3.8kw,电晕功率密度为17.3kj/m2。
21、更进一步的改进,所述预处理玻璃纤维布表面涂覆剪切硬化凝胶的涂覆密度为39.1g/cm2,所述外槽和内槽均由聚四氟乙烯制成。
22、本发明的有益效果:
23、1、本发明提出一种所述无膜贴花及其制造方法,通过将现有基膜层替换为剪切硬化层,即使存在脊背部,尤其是非牛顿流体的特性,能够在一定程度上降低脊背部的风阻,使得该无膜贴花特别适合空气动力学要求高的领域。
24、2、对现有剪切硬化材料进行优化改进,使其能够满足打印、印刷等要求,便于制作印花用的印花层。
技术特征:1.一种无膜贴花,包括底材层(10),其特征在于:
2.根据权利要求1所述的一种无膜贴花,其特征在于:所述剪切硬化层(20)是由预处理玻璃纤维布(201)表面涂覆有剪切硬化凝胶制成,所述预处理玻璃纤维布(201)的背面设置有若干个粗化凹陷区(21),所述粗化凹陷区(21)为六角星形结构,所述粗化凹陷区(21)呈阵列分布。
3.如权利要求2所述的一种无膜贴花的制造方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的一种无膜贴花的制造方法,其特征在于,所述剪切硬化层的制作方法包括以下步骤:
5.根据权利要求4所述的一种无膜贴花的制造方法,其特征在于:所述蚀刻液(55)的液面与溢流口(511)的下端齐平,所述待蚀刻板(53)漂浮在蚀刻液(55)表面,所述待蚀刻板(53)与内槽(52)之间为间隙配合;所述兆声波换能器(54)的兆声频率为1180khz,蚀刻液(55)的温度为30℃,待蚀刻板(53)中玻璃纤维布所在面朝下放入到内槽(52)内,蚀刻35min。
6.根据权利要求5所述的一种无膜贴花的制造方法,其特征在于,所述蚀刻液(55)是由4质量份氟化铵、2质量份硫酸铵、8质量份草酸和7质量份水混合制成。
7.根据权利要求4所述的一种无膜贴花的制造方法,其特征在于,所述火焰处理的步骤如下:
8.根据权利要求4所述的一种无膜贴花的制造方法,其特征在于,所述剪切硬化凝胶的制作方法包括以下步骤:
9.根据权利要求4所述的一种无膜贴花的制造方法,其特征在于:所述电晕处理的电晕功率为3.8kw,电晕功率密度为17.3kj/m2。
10.根据权利要求8所述的一种无膜贴花的制造方法,其特征在于:所述预处理玻璃纤维布(201)表面涂覆剪切硬化凝胶的涂覆密度为39.1g/cm2,所述外槽(51)和内槽(52)均由聚四氟乙烯制成。
技术总结本发明涉及一种无膜贴花及其制造方法,包括底材层、设置在底材层正面的剪切硬化层,剪切硬化层的背面与底材层的正面之间设置有粘结剂层,剪切硬化层与底材层之间通过粘结剂层粘接,剪切硬化层的正面设置有印花层;还包括将剪切硬化层、粘结剂层和印花层都包覆的面漆层,剪切硬化层是由预处理玻璃纤维布表面涂覆有剪切硬化凝胶制成。本发明通过将现有基膜层替换为剪切硬化层,即使存在脊背部,尤其是非牛顿流体的特性,能够在一定程度上降低脊背部的风阻,使得该无膜贴花特别适合空气动力学要求高的领域。技术研发人员:吴忠光,吴健,张薇受保护的技术使用者:安徽精创科技发展有限公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240618/32432.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。