一种紫砂壶装饰工艺的制作方法
- 国知局
- 2024-06-21 13:27:43
本发明涉及紫砂壶领域,尤其涉及一种紫砂壶装饰工艺。
背景技术:
1、紫砂壶原有装饰工艺色泽比较单一,表达画面效果局限性较大,刻绘线条的宽度与深度不可控。尤其复杂多色图案,在上色不同色泥浆时容易外溢串色,影响图案效果。
2、专利号为“cn111662072a”公开了“一种紫砂器装饰工艺”该方法采用泥粉撒在泥胚表面绘制,图案、色泽、机理很难可控,只能形成大致画面,图案不具有批量可复制的能力,生产制造成品个体差异大,不稳定。
3、专利号为“cn102285294a”公开了“紫砂陶镶嵌工艺”,该方法中刻刀直径在0.2~0.3mm,为常规刻刀,其刀头夹角大于1°,刻绘时候为不间断连续刻绘,刻的凹槽深度范围在0.2~0.4mm,区间范围太大,凹槽深度不可控,后期镶嵌的金银丝为圆柱状金银线,单根线条金银丝直径一致,金银丝直径略需大于凹槽宽度,如果凹槽的深度误差过大,容易在后期镶嵌中出现塌陷,影响美观与实用性。
技术实现思路
1、本发明的目的是提供一种紫砂壶装饰工艺。
2、本发明的创新点在于本发明中采用起刀-下切不断循环的方法刻线线条边缘光滑,切开泥坯边缘时候泥不容易堆积翻起,解决了刻绘边缘线条翻起的问题,且和本发明中的刀具相配合,刻线光滑平整,凹槽宽度深度可控,金线或银线埋入后,后期不易坍塌;且两线条之间用泥浆绘制预制图形,泥浆不会溢出刻线边缘,绘制图形精细,且成品稳定性好。
3、为实现上述发明目的,本发明的技术方案是:
4、一种紫砂壶装饰工艺,包括以下步骤:
5、(1)制作坯体:制作茶壶坯体;
6、(2)刻线:用刀具在茶壶坯体上按照所需图形刻出切线,刻线时起刀-下切不断循环;
7、(3)制备泥浆:取紫砂泥料,在紫砂泥料中加水混合并研磨得到泥浆,所述泥浆为300~500目,调节含水量至泥浆的含水量为50~80%;
8、(4)涂泥浆:用软毫毛笔蘸取泥浆,在茶壶坯体上按照所需图形涂泥浆得到预制图形,涂完成后自然晾干1小时以上;
9、(5)压紧:用塑料薄膜贴在预制图形处,贴好后用硬质工具压紧,取掉塑料薄膜后再用硬质工具压紧压平,用工具将茶壶坯体刮平;
10、(6)处理:茶壶坯体阴干48小时以上后烧制;
11、(7)镶嵌:根据切线的深度和宽度选择金线或银线,将金线或银线埋入切线内,敲击平整后锉平得到成品。
12、进一步地,所述步骤(1)中控制茶壶坯体的湿度为30~35%。
13、进一步地,所述步骤(4)中涂泥浆后先晾干30~60分钟后,继续用软毫毛笔蘸取泥浆至泥浆按照所需图形涂满。
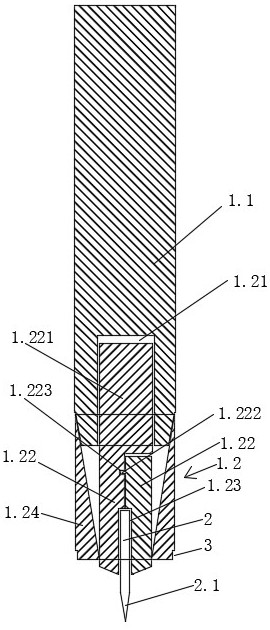
14、进一步地,所述步骤(2)中刻线时的刀具包括刀柄和刀头,其特征在于,所述刀头的刀尖为v字形结构,所述v字形结构一侧或两侧为刀口面;所述v字形结构尖角处的夹角小于等于1°。
15、进一步地,所述刀头材质为钢。稍微有一定的弹性,刻划泥坯线条边缘光滑,边缘平整,如果没有弹性边缘容易翻起边缘不平整,或刻划深度过深,或坯体容易变形,主要起到缓冲作用。
16、进一步地,所述刀柄上设有手指搁置凹口,所述刀柄和刀头可拆卸连接,所述连接杆和刀头之间通过可拆卸组件连接,所述可拆卸组件包括位于连接杆一端部的内螺纹盲孔,所述内螺纹盲孔内旋接有刀头插入头,所述刀头插入头由两半头构成,所述半头上设有刀头插入凹槽,两半头的刀头插入凹槽形成一刀头插入槽道,其中一半头上设有用于旋入内螺纹盲孔的螺纹杆,所述刀头插入头和连接杆连接处套设有外套管,所述外套管内部为下细上粗的锥形结构;所述凹口、标记位于外套管上。此种结构更换刀头方便。
17、进一步地,所述其中一半头上设有凸起,另一半头上设有卡入凸起的凹口。半头不容易掉落。
18、进一步地,所述步骤(2)中刻线时刀具倾斜角度为30~35°,刀具切入的间隔距离为0.5~1mm。
19、进一步地,所述紫砂泥料目数为300目。
20、进一步地,所述步骤(6)中烧制时烧制温度为1100~1200℃,烧制时间为5~10小时。
21、本发明的有益效果是:
22、1、本发明中采用起刀-下切不断循环的方法刻线线条边缘光滑,切开泥坯边缘时候泥不容易堆积翻起,解决了刻绘边缘线条翻起的问题,且和本发明中的刀具相配合,刻线光滑平整,凹槽宽度深度可控,金线或银线埋入后,后期不易坍塌;且两线条之间用泥浆绘制预制图形,泥浆不会溢出刻线边缘,绘制图形精细,且成品稳定性好。
技术特征:1.一种紫砂壶装饰工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述步骤(1)中控制茶壶坯体的湿度为30~35%。
3.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述步骤(4)中涂泥浆后先晾干30~60分钟后,继续用软毫毛笔蘸取泥浆至泥浆按照所需图形涂满。
4.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述步骤(2)中刻线时的刀具包括刀柄和刀头,其特征在于,所述刀头的刀尖为v字形结构,所述v字形结构一侧或两侧为刀口面;所述v字形结构尖角处的夹角小于等于1°。
5.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述刀头材质为钢。
6.根据权利要求4所述的紫砂壶装饰工艺,其特征在于,所述刀柄上设有手指搁置凹口,所述刀柄和刀头可拆卸连接,所述连接杆和刀头之间通过可拆卸组件连接,所述可拆卸组件包括位于连接杆一端部的内螺纹盲孔,所述内螺纹盲孔内旋接有刀头插入头,所述刀头插入头由两半头构成,所述半头上设有刀头插入凹槽,两半头的刀头插入凹槽形成一刀头插入槽道,其中一半头上设有用于旋入内螺纹盲孔的螺纹杆,所述刀头插入头和连接杆连接处套设有外套管,所述外套管内部为下细上粗的锥形结构;所述凹口、标记位于外套管上。
7.根据权利要求6所述的紫砂壶装饰工艺,其特征在于,所述其中一半头上设有凸起,另一半头上设有卡入凸起的凹口。
8.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述步骤(2)中刻线时刀具倾斜角度为30~35°,刀具起刀切入的间隔距离为0.5~1mm。
9.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述紫砂泥料目数为300目。
10.根据权利要求1所述的紫砂壶装饰工艺,其特征在于,所述步骤(6)中烧制时烧制温度为1100~1200℃,烧制时间为5~10小时。
技术总结本发明公开了一种紫砂壶装饰工艺,刻线:用刀具在茶壶坯体上按照所需图形刻出切线;刻线时起刀‑下切不断循环;制备泥浆所述泥浆为300~500目,调节含水量至泥浆的含水量为50~80%;涂泥浆:在茶壶坯体上按照所需图形涂泥浆得到预制图形,涂完成后自然晾干1小时以上;压紧:用工具将茶壶坯体刮平;处理:茶壶坯体阴干24小时以上后烧制;镶嵌:根据切线的深度和宽度选择金线或银线,将金线或银线埋入切线内,敲击平整后锉平得到成品。本发明中采用起刀‑下切不断循环的方法刻且和本发明中的刀具相配合,凹槽宽度深度可控,金线或银线埋入后,后期不易坍塌;且两线条之间用泥浆绘制预制图形,泥浆不会溢出刻线边缘,绘制图形精细。技术研发人员:胡洪明,胡迪峰受保护的技术使用者:宜兴市古明轩紫砂艺术有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/32781.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种可折叠便携式美术画板
下一篇
返回列表