一种无基材的3D视觉效果图文产品的制造方法与流程
- 国知局
- 2024-07-05 15:46:47
本发明涉及3d视觉效果图文产品,特别是涉及一种无基材的3d视觉效果图文产品的制造方法。
背景技术:
1、基于透镜光栅片的3d视觉效果图文产品是一种利用特殊的光学原理和制作工艺实现的具有立体视觉效果的图文展示产品。这种产品利用了透镜光栅片对光线的折射和聚焦作用,使得观察者在不同角度下看到不同的图像,从而产生立体视觉效果。透镜光栅片是一种具有微小阵列透镜的光学元件,每个透镜都能够将入射的光线聚焦到一个点上,而阵列透镜的排列方式则决定了焦点的位置和形状。当光线经过透镜光栅片后,会被分成多个方向,每个方向上的光线都会聚焦到不同的位置,从而形成多个图像。这些图像在观察者的眼中叠加,产生了立体视觉效果。在3d视觉效果图文产品的制作过程中,首先需要将需要展示的图文信息制作成特殊的图案,这个图案包含了从不同角度观察时所需的所有信息,然后,将这个图案印刷或转印到透镜光栅片上,使得每个透镜都能够将对应的图像聚焦到观察者的眼中。3d视觉效果图文产品能够令观察者方便地观看到具有立体视觉效果的图文信息,这种产品在广告、展览、教育等领域具有广泛应用。
2、目前,已有的3d视觉效果图文产品需将图文印刷结合3d点状或柱状透镜光栅片进行制作,而无论是采用什么形状的透镜光栅片,均需要一定厚度的透镜光栅片才能将光栅片底下印刷的图文折射成立体幻变效果。
3、现有的3d视觉效果图文产品的制作方法是,先采用纸张等基材印刷图文,再将印刷好图文的基材与预制好的光栅透镜片通过胶水粘合,通过这样的工艺所制作出来的3d视觉效果图文产品厚度较厚。
4、传统的3d视觉效果图文产品的制作方法难以制作出更薄的3d视觉效果图文产品,导致应用于存在很大的局限性,不能满足包装印刷的软、薄、细等多种要求。
5、此外,传统的3d视觉效果图文产品阵列透镜仅做成整版的,无法灵活满足图文内容的精确设计需求。
6、需要说明的是,在上述背景技术部分公开的信息仅用于对本技术的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本发明的主要目的在于克服上述背景技术的缺陷,提供一种无基材的3d视觉效果图文产品的制造方法。
2、为实现上述目的,本发明采用以下技术方案:
3、一种无基材的3d视觉效果图文产品的制造方法,包括如下步骤:
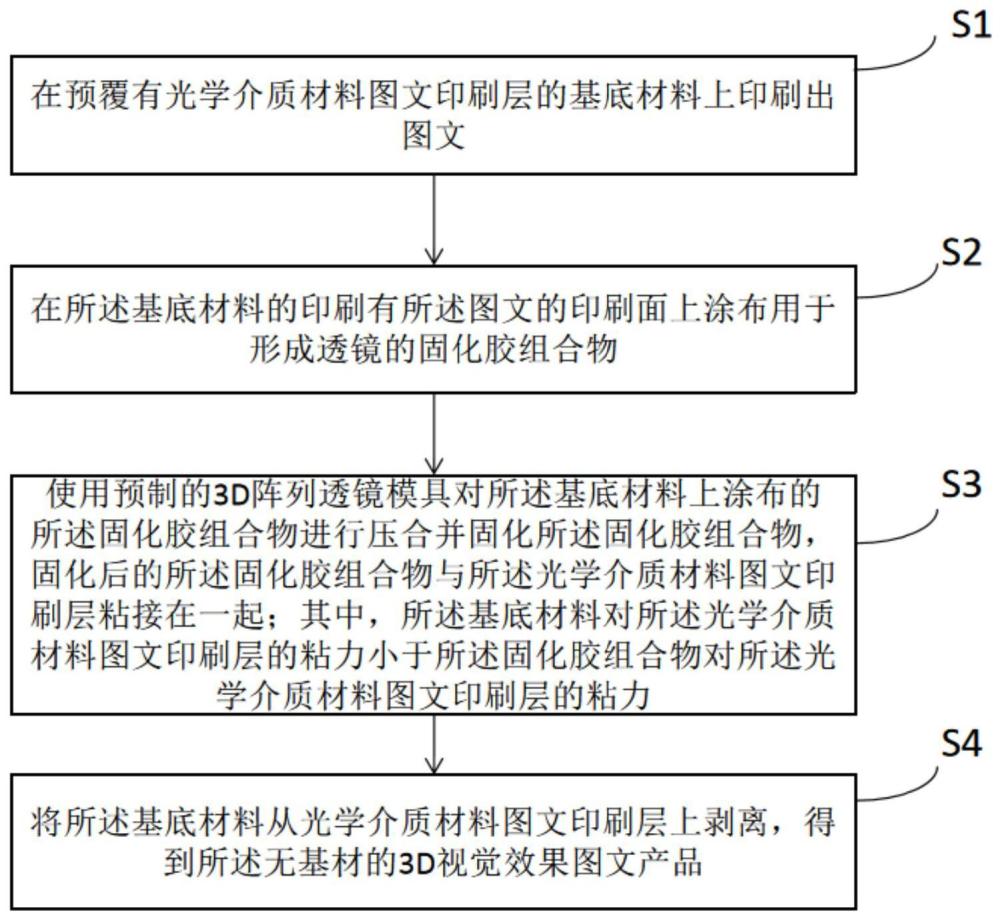
4、s1、在预覆有光学介质材料图文印刷层的基底材料上印刷出图文;
5、s2、在所述基底材料的印刷有所述图文的印刷面上涂布用于形成透镜的固化胶组合物;
6、s3、使用预制的3d阵列透镜模具对所述基底材料上涂布的所述固化胶组合物进行压合并固化所述固化胶组合物,固化后的所述固化胶组合物与所述光学介质材料图文印刷层粘接在一起;其中,所述基底材料对所述光学介质材料图文印刷层的粘力小于所述固化胶组合物对所述光学介质材料图文印刷层的粘力;
7、s4、将所述基底材料从光学介质材料图文印刷层上剥离,得到所述无基材的3d视觉效果图文产品。
8、进一步地,所述光学介质材料图文印刷层为蒸镀或电镀在所述基底材料上的硫化锌或氧化硅介质材料。
9、进一步地,所述光学介质材料图文印刷层的厚度为100-300纳米,优选150-250纳米,更优选200纳米。
10、进一步地,所述基底材料为纸张或塑料。
11、进一步地,所述固化胶组合物的厚度为10-100微米。
12、进一步地,所述光学介质材料图文印刷层在所述基底材料上的印刷达因值为38-45,所述基底材料对所述光学介质材料图文印刷层的粘力小于所述固化胶组合物对所述光学介质材料图文印刷层的粘力。
13、进一步地,所述3d阵列透镜模具为金属或透明模具;所述3d阵列透镜模具为平板或辊筒模具。
14、进一步地,所述3d阵列透镜模具为整版或局部阵列透镜模具,所述无基材的3d视觉效果图文产品为无基材整版或局部阵列透镜的3d视觉效果图文产品。
15、进一步地,所述3d阵列透镜模具包括一个刻有透镜形状的阴模辊筒与一个光滑镜面辊筒或平面模板,所述固化胶组合物、所述光学介质材料图文印刷层与所述基底材料组成的料带一起经过所述阴模辊筒与所述光滑镜面辊筒的压合后,所述固化胶组合物与所述光学介质材料图文印刷层组成的无基材的3d视觉效果图文产品通过第一收卷结构收卷,而所述基底材料则从所述光学介质材料图文印刷层上剥离并通过第二收卷结构收卷。
16、一种无基材的3d视觉效果图文产品的制造方法,包括如下步骤:
17、t1、在预覆有光学介质材料图文印刷层的基底材料上印刷出图文;
18、t2、在预制的3d阵列透镜模具上涂布用于形成透镜的固化胶组合物;
19、t3、使用预制的3d阵列透镜模具对所述基底材料上印刷有所述图文的印刷面进行压合并固化所述固化胶组合物,固化后的所述固化胶组合物与所述光学介质材料图文印刷层粘接在一起;其中,所述基底材料对所述光学介质材料图文印刷层的粘力小于所述固化胶组合物对所述光学介质材料图文印刷层的粘力;
20、t4、将所述基底材料从光学介质材料图文印刷层上剥离,得到所述无基材的3d视觉效果图文产品。
21、本发明具有如下有益效果:
22、本发明提出一种无基材的3d视觉效果图文产品的制造方法,其中,在预覆有光学介质材料图文印刷层的基底材料上印刷出图文,在基底材料的图文印刷面上或在预制的3d阵列透镜模具上涂布用于形成透镜的固化胶组合物,将3d阵列透镜模具与基底材料进行压合,由此对固化胶组合物进行压合成形并固化,并使其与所述光学介质材料图文印刷层粘接在一起,最后将基底材料从光学介质材料图文印刷层上剥离,从而得到无基材的3d视觉效果图文产品;其中经过设计,使得所述基底材料对所述光学介质材料图文印刷层的粘力小于所述固化胶组合物对所述光学介质材料图文印刷层的粘力,相当于在所述光学介质材料图文印刷层与所述基底材料之间做了离型处理,使得粘合在固化胶组合物上的光学介质材料图文印刷层可以从基底材料上完整剥离,由此,原来印刷在基底材料上的光学介质材料图文印刷层无缝粘合转移至固化胶组合物上,去掉了原来的基底材料,产品的整体厚度得以有效地减薄。此外,固化胶组合物的涂布厚度可以根据工艺需要控制在10-100微米,这样得到的3d视觉效果图文产品就成为很软很薄的胶膜,可以应用于不同的包装上,例如可以作为香烟包装上的包装膜,使其获得3d立体包装效果。
23、在优选的方案中,所述光学介质材料图文印刷层为蒸镀或电镀在所述基底材料上的硫化锌或氧化硅介质材料,所述光学介质材料图文印刷层在所述基底材料上的印刷达因值为38-45,使得所述光学介质材料图文印刷层与所述基底材料之间具有很好的离型效果,粘合在固化胶组合物上的光学介质材料图文印刷层可以轻松地从基底材料上完整剥离。
24、在优选的方案中,通过阴模辊筒、光滑镜面辊筒以及第一、第二收卷结构的设计配合,在料带(包括固化胶组合物、光学介质材料图文印刷层和基底材料)连续通过这两个辊筒的压合过程中,能够很好地实现在压合后面的固化胶组合物同时,完成前面已附着在固化胶组合物上的光学介质材料图文印刷层对基底材料的离型处理,通过一次压合过程,同时实现了3d视觉效果图文产品的3d结构的形成和基底材料的离型,简化了生产工艺,高效且可靠地完成产品的制作过程。
25、本发明可以轻易制造超薄无基材厚度的整版或局部阵列透镜的3d视觉效果图文产品,充分满足各类包装印刷应用中对于3d视觉效果图文产品的软、薄、细等多种要求,并实现大量低成本生产。
26、本发明实施例中的其他有益效果将在下文中进一步述及。
本文地址:https://www.jishuxx.com/zhuanli/20240618/38490.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表