一种复翻面喷码及检品装置的制作方法
- 国知局
- 2024-07-05 15:55:06
本技术涉及包装机械,尤其是涉及一种复翻面喷码及检品装置。
背景技术:
1、糊盒糊箱设备中,码叠在给纸带上的坯纸板是从给纸刀与给纸带间形成的缝隙中被给纸带单张依次拉出的,为避免给纸刀对坯纸板印刷面造成擦刮伤,码叠坯纸板时需将其印刷面朝下向着给纸带带面,这种情况下,一方面要在坯纸板印刷面喷上产品生产时间等信息时,喷码头只能仰置向上喷投墨材,但在重力作用下会有一定量的墨材回落至喷码头上,随着墨材回落量累积增加,在纸张上会出现墨迹不均匀或直接产生墨斑的现象,形成了废次品,另外墨材回落量达到一定程度后也会造成喷码头孔眼阻塞,随之就带来了停机清理的麻烦;另一方面相应地要对所喷码进行质量检测或纸面印刷质量及污斑进行检测只能进行下检作业方式,即将检品吸运纸平台吸风面朝下设置,将检测器件设置在检品吸运纸平台下方,该下检作业方式虽能实现对纸板检测,但因检品吸运纸平台吸风面朝下,纸板是以悬垂状态由该吸运平台向前吸运的,在遇到纸面翘曲吸着面积小吸附力不够及重力等因素作用,纸板极易从吸运平台带面脱落,脱落的纸板不仅会遮挡检品检测光路造成误检,而且会造成吸运平台处阻塞,需停机清理。为解决喷码头仰置工作和下检方式工作时所存在问题,行业内设备制造商普遍是应用一些间歇式翻面机构在坯纸板运送过程中对其进行翻面,即让坯纸板印刷面由原来朝下方位转换成朝上方位,这样喷码头也就能设置成向下喷投,不会出现墨材在喷码头上积滞和喷码头孔眼阻塞现象,随之检品吸运纸平台吸风面也需朝上设置,在此状态下纸板是以托置状态由该吸运平台向前吸运的,不会从吸运平台上脱落,相应地检测器件就要需设置于检品吸运纸平台上方,形成上检方式。现行这些间歇式翻面机构的应用的确解决了仰喷、下检所存在问题,但因间歇式机构本身存在工作速度慢,生产效率低的缺陷,严重地制约了生产产能,另外为适应高速高效生产,喷码、检测设备通常是集成于糊箱机中连线作业的,糊箱机工作时坯纸板印刷面也是要求朝下的,这样经间歇式翻面机构翻面的纸板需进行复翻面,即再次翻面后才能进入糊箱机进行糊箱作业,现行应用间歇式翻面机构的喷码、检测设备因其速度慢不具备连线生产条件,往往是单机生产后由人工码垛时翻面。
2、因此,一种能具备高速、稳定连线于糊箱机及其它产品线中的复翻面喷码、检品装置是市场亟需。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种复翻面喷码及检品装置,通过将纸张翻面后进行喷码、检品作业,确保了高速高效上喷和上检方式的应用,再对喷检好后纸板再进行二次翻面即复翻面,又使喷检好的纸板能直接进入糊箱生产线,保证了高效的连线生产,是一种翻面速度快、翻面后纸张定位准确、且具有二次翻面功能的复翻面喷码、检品装置。
2、本实用新型的目的可以通过以下技术方案来实现:
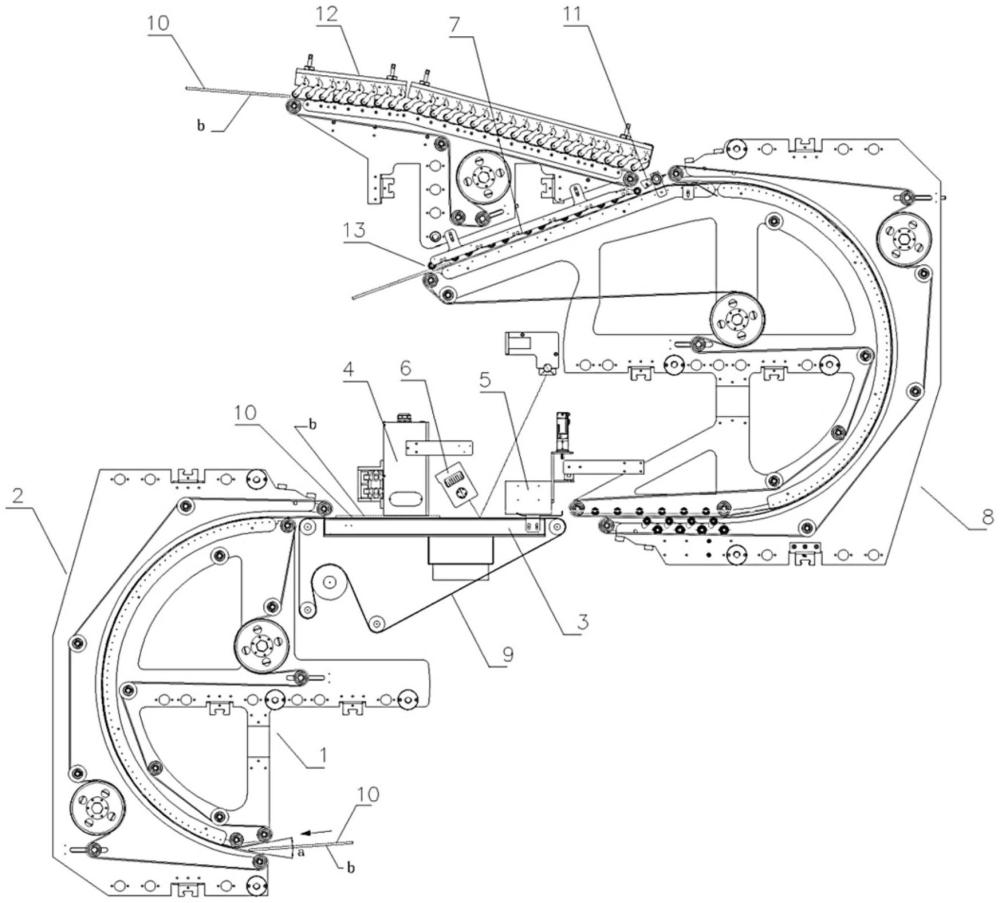
3、本实用新型的目的是提供一种复翻面喷码及检品装置,所述复翻面喷码及检品装置包括机架、固定连接于机架上的吸风箱、与吸风箱对应设置的吸风带、设置于吸风箱上方的检品器件、设置于吸风箱上方的喷码头和设置于吸风箱上方的固化灯;所述吸风箱一端相邻设置有翻面内输送装置和翻面外输送装置,所述翻面内输送装置和翻面外输送装置位置对应,所述翻面内输送装置和翻面外输送装置均连接于机架上;所述吸风箱另一端相邻设置有复翻面内输送装置和复翻面外输送装置,所述复翻面内输送装置和复翻面外输送装置位置对应,所述复翻面内输送装置和复翻面外输送装置均连接于机架上。
4、进一步地,所述翻面内输送装置和翻面外输送装置均可滑动连接于机架上;所述复翻面内输送装置和复翻面外输送装置均可滑动连接于机架上。
5、进一步地,所述翻面内输送装置包括内层轮组、内层导板、内层驱动轮、内层输送带、第一托带滚子排;所述内层轮组、内层驱动轮设置于内层导板上;所述第一托带滚子排设置于内层导板边缘上;所述第一托带滚子排呈圆弧状;所述内层输送带通过内层轮组和第一托带滚子排包绕于内层驱动轮上。
6、进一步地,所述内层轮组包括内层端轮、内层张紧轮、内层过渡滚轮、内层尾轮、导带轮;所述内层张紧轮、内层驱动轮、内层过渡滚轮设置于内层导板上;所述内层端轮、内层尾轮和导带轮均固定安装于内层导板上;所述内层输送带通过内层端轮、内层张紧轮、内层过渡滚轮、内层尾轮、导带轮和第一托带滚子排包绕于内层驱动轮上。
7、进一步地,所述第一托带滚子排包括第一内侧板、第一外侧板、第一托带滚子;所述第一托带滚子安装于第一内侧板、第一外侧板之间。
8、进一步地,所述翻面外输送装置包括外层轮组、外层导板、外层驱动轮、外层输送带和支臂;所述支臂铰支于外层导板上;所述外层轮组、外层驱动轮设置于外层导板上;所述外层轮组包括外层尾轮,所述外层尾轮固定安装于支臂上;所述外层输送带通过外层轮组包绕于外层驱动轮上。
9、进一步地,所述外层轮组包括外层端轮、外层张紧轮、外层过渡导轮、外层尾轮;所述外层轮组设置于外层导板上;所述外层轮组包括外层尾轮,所述外层尾轮安装于支臂上;所述外层输送带通过外层端轮、外层张紧轮、外层过渡导轮、外层尾轮包绕于外层驱动轮上。
10、进一步地,通过调节支臂就能实现对外层尾轮高度位置的调整,保证了不同厚度纸张能被顺畅输出。
11、进一步地,所述导带轮和内层尾轮的轮面略高出第一托带滚子排中的托带滚子面或与第一托带滚子排中的托带滚子面平行,这样内层输送带施加在第一托带滚子排两端第一托带滚子上的拉压力就由导带轮和内层尾轮所承接,增强了第一托带滚子排工作的牢靠性。
12、进一步地,所述内层端轮相对于导带轮偏第一托带滚子排的圆弧中心设置。通过将内层端轮相对于导带轮偏圆弧中心设置,则内层输送带在两轮处就自然形成一段上仰的斜面,该斜面与外层输送带间构成了口部敞开的进纸夹角。
13、进一步地,内层过渡滚轮起到对内层输送带进行导向,让内层输送带避开与其它零件的物理干涉。其余过渡滚轮作用同理。
14、进一步地,所述复翻面内输送装置包括复面内层轮组、复面内层导板、复面内层驱动轮、复面内层输送带、第二托带滚子排;所述复面内层轮组、复面内层驱动轮设置于复面内层导板上;所述第二托带滚子排设置于复面内层导板边缘上;所述第二托带滚子排呈圆弧状;所述复面内层输送带通过复面内层轮组和第二托带滚子排包绕于复面内层驱动轮上。
15、进一步地,所述复面内层轮组包括复面内层端轮、复面内层张紧轮、复面外层过渡导轮、复面内层尾轮;所述复面内层张紧轮、复面内层驱动轮、复面外层过渡导轮设置于复面内层导板上;所述复面内层端轮、复面内层尾轮固定安装于复面内层导板上;所述复面内层输送带通过复面内层端轮、复面内层张紧轮、复面外层过渡导轮、复面内层尾轮和第二托带滚子排包绕于复面内层驱动轮上。
16、进一步地,所述第二托带滚子排包括第二内侧板、第二外侧板、第二托带滚子;所述第二托带滚子安装于第二内侧板、第二外侧板之间。
17、进一步地,所述复翻面外输送装置包括复面外层轮组、复面外层导板、复面外层驱动轮、复面外层输送带和复面支臂;所述复面支臂铰支于复面外层导板上;所述复面外层轮组、复面外层驱动轮设置于复面外层导板上;所述复面外层轮组包括复面外层尾轮,所述复面外层尾轮固定安装于复面支臂上;所述复面外层输送带通过复面外层轮组包绕于复面外层驱动轮上。
18、进一步地,所述复面外层轮组包括复面外层端轮、复面外层张紧轮、复面外层过渡导轮、复面外层尾轮;所述复面外层张紧轮、复面外层驱动轮、复面外层过渡导轮设置于复面外层导板上;所述复面外层端轮安装于复面外层导板上;所述复面外层尾轮安装于复面支臂上;所述复面外层输送带通过复面外层端轮、复面外层张紧轮、复面外层过渡导轮、复面外层尾轮包绕于复面外层驱动轮上。
19、进一步地,通过调节复面支臂就能实现对复面外层尾轮高度位置的调整,保证了不同厚度纸张能被顺畅输出。
20、进一步地,所述吸风带水平段背面与吸风箱顶面接触连接。
21、进一步地,所述复翻面喷码及检品装置还包括吸风带张紧辊、吸风带驱动辊、吸风带过渡辊;所述吸风带过渡辊设于吸风箱两侧及吸风箱下方;所述吸风带过渡辊、吸风带驱动辊设于吸风箱下方;所述吸风带通过吸风带张紧辊、吸风带过渡辊包绕于吸风带驱动辊上。
22、进一步地,所述复翻面喷码及检品装置还包括剔废板、上层输送通道、下层输送通道;所述剔废板可活动设置于复翻面外输送装置输出端;所述上层输送通道、下层输送通道设于所述剔废板的一侧;所述上层输送通道用于输送合格品;所述下层输送通道用于输送废次品。
23、进一步地,所述剔废板与检品器件通信连接,通信连接包括有线或无线连接。
24、进一步地,所述上层输送通道用于输送合格品,将合格品输出至糊箱机直接进行糊箱作业;所述下层输送通道用于输送废次品,将废次品送入不合格品收集区。
25、进一步地,所述第一托带滚子排、第二托带滚子排均为托带滚子排,托带滚子排包括内侧板、外侧板、托带滚子;所述托带滚子安装于内侧板、外侧板之间。
26、进一步地,所述内侧板、外侧板均为圆弧状板,所述托带滚子呈圆弧状。
27、进一步地,所述内层输送带、外层输送带、复面内层输送带、复面外层输送带均包括圆弧段。
28、上述复翻面喷码及检品装置的工作方法包括如下步骤:
29、外层输送带紧贴在内层输送带圆弧段带面上,内层输送带在内层驱动轮带动下和外层输送带在外层驱动轮带动下便能挟持着纸板沿圆弧面转过180度,从而实现纸板翻面;
30、把翻过面的纸板送至吸风箱处,在吸风带作用下纸板被吸着向前运送,也在此运送过程中喷码头喷出图文并由固定灯进行固化,检品器件实现对图文和纸张印刷面的检测;
31、纸板由复面外层输送带和复面内层输送带共同作用,挟持着再次进行180度翻面,从而将纸板纸面恢复成印刷面朝下状态;
32、剔废板根据检品器件发出的信号进行相应动作,让合格品从上层输送通道输出至糊箱机直接进行糊箱作业,让废次品导入下层输送通道进入不合格品收集区。
33、与现有技术相比,本实用新型具有如下有益效果:
34、1)本技术方案所提供的一种复翻面喷码及检品装置,通过将纸张翻面后进行喷码、检品作业,确保了高速高效上喷和上检方式的应用,再对喷检好后纸板再进行二次翻面即复翻面,又使喷检好的纸板能直接进入糊箱生产线,保证了高效的连线生产。具有结构合理,高速翻面平稳可靠,能适应连线高速产出的优点。
35、2)本技术方案所提供的一种复翻面喷码及检品装置,通过结构设置,外层输送带能自然地紧贴在内层输送带的圆弧段带面上,内外层输送带在各自驱动轮带动下便能挟持着纸张沿圆弧面转过180度,从而实现对纸板翻面,且在翻面过程中纸板不会发生任何窜动;复面外层输送带和复面内层输送带在各自驱动轮带动下便能挟持着纸张沿圆弧面再次转过180度,从而实现对纸板二次翻面即复翻面。具有翻面、复翻面速度快,翻面、复翻面后纸张定位准确的优点。
本文地址:https://www.jishuxx.com/zhuanli/20240618/39268.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。