一种钢带缠绕式复合结构非开挖置换短管及其加工方法与流程
- 国知局
- 2024-08-01 03:42:07
本发明涉及复合管材,特别涉及一种钢带缠绕式复合结构非开挖置换短管及其加工方法。
背景技术:
1、非开挖管道修复技术是对传统以开挖施工方式更新、修复地下管线技术的一次革命。对现有城市管网进行改造,是城市发展过程中不可回避的问题;在城市地下管网的更新过程中,如果全面采用开挖更换的手段,除了其庞大的开支不说,由此引起的环境问题、交通问题及对居民生活的影响都是极大的;而非开挖管道修复技术是在不开挖或少开挖的情况下,利用原有管位资源,采取相关技术在现有管道内安装内衬(新管道)等方式使管道获得再生,具有对城镇交通影响小、效率高、成本低等优势。目前,非开挖管道修复技术被广泛应用在燃气管道、给排水管道、化工管道、热力管道、石油管道及其它地下工业管道中。
2、短管置换是非开挖管道修复技术常用的一种,其采用将旧管道破碎或胀裂并压入到周围地层中,同时将置换短管拖入到原管位中进行置换。为了提高置换短管的整体强度,目前,有一部分置换短管会在内层管体与外层之间设置中间钢层进行增强,采用嵌件一体成型加工工艺进行制造,这种加工方法及其制得的置换短管存在以下缺陷:1、需要设置前置工序将大块钢板卷曲成筒状体后焊接成一体,再将筒状体置入模具中进行嵌件一体成型加工,整个加工过程无法连续进行,大块钢板进行卷曲焊接的难度大,工序流转不方便,不利于提升整体加工效率;2、中间钢层与内层管体、外层之间缺乏稳定的层间结合结构,在成型和使用过程中容易出现层间分离或错位的情况,导致置换短管的整体结构强度和稳定性无法得到保障;3、由钢板卷曲焊接形成的中间钢层强度不足,无法满足更大直径和更高强度的产品生产需求;4、内层管体和外层在嵌件一体成型过程中,由于塑料的冷却收缩特性,成型出来的内层管体和外层极易发生径向收缩不均的问题,导致产品内外径的圆度无法得到保障,后续加工螺纹时极易产生废品,废品率高的问题一直难以解决。鉴于上述存在的问题,本案发明人对该问题进行深入研究,遂有本案产生。
技术实现思路
1、本发明要解决的技术问题,在于提供一种钢带缠绕式复合结构非开挖置换短管及其加工方法,能够使整个加工过程连续进行,降低加工难度,提升加工效率,并且能够有效提升中间钢带层与内层管体、外部防护层之间的结合力,从而解决现有置换短管存在制造加工工序无法连续、制造起来不方便、不利于提升加工效率的问题,以及在成型和使用的过程中可能会出现层间分离或错位,导致置换短管的结构强度和稳定性无法得到保障的问题;同时,产品整体强度更高,能够满足更大直径和更高强度的产品生产需求,还能够保证产品整体的圆度,消除废品率。
2、本发明是这样实现的:
3、第一方面,一种钢带缠绕式复合结构非开挖置换短管加工方法,所述加工方法包括如下步骤:
4、步骤s1、制造内层管体,在内层管体的外表面涂覆胶黏剂;
5、步骤s2、将不锈钢带螺旋缠绕在内层管体上,缠绕的同时将相邻两个不锈钢带之间的对接缝焊接成一体,从而形成一体化的中间钢带层;
6、步骤s3、在中间钢带层的两端安装电极或电磁感应线圈,利用电阻加热或感应加热的方式将中间钢带层整体加热至60~80摄氏度,然后将热塑挤出成型的塑料坯带螺旋缠绕在中间钢带层上,中间钢带层两端安装有电极或电磁感应线圈的部分不缠绕塑料坯带;
7、步骤s4、塑料坯带缠绕完成后5~10分钟停止加热,使塑料坯带冷却后以收缩方式抱紧中间钢带层成一体结构,形成表面平整的外部防护层;
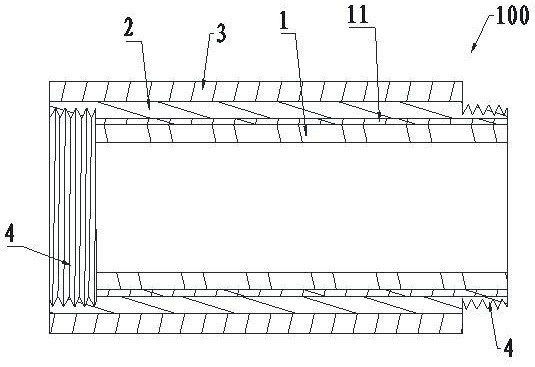
8、步骤s5、移除中间钢带层两端安装的电极或电磁感应线圈,将端部未缠绕有塑料坯带的中间钢带层及其对应的内层管体部分切除,得到由内层管体、中间钢带层和外部防护层复合而成的端面平整的置换短管坯体;
9、步骤s6、在置换短管坯体的两端分别加工出相适配的连接螺纹,得到钢带缠绕式复合结构非开挖置换短管。
10、进一步的,所述加工方法包括:
11、步骤s7、在钢带缠绕式复合结构非开挖置换短管两端的端面涂覆密封胶或者喷涂保护涂层。
12、进一步的,在所述步骤s1中,所述内层管体为塑料材质。
13、进一步的,在所述步骤s1中,所述内层管体为塑料带材螺旋缠绕而成的圆柱状平壁结构。
14、进一步的,在所述步骤s2中,所述不锈钢带的表面为磨砂面且镀有合金层。
15、第二方面,一种钢带缠绕式复合结构非开挖置换短管,所述钢带缠绕式复合结构非开挖置换短管采用上述的钢带缠绕式复合结构非开挖置换短管加工方法加工制得。
16、通过采用本发明的技术方案,至少具有如下有益效果:
17、1、采用不锈钢带以螺旋缠绕的方式缠绕在内层管体的外表面形成中间钢带层,无需设置将大块钢板卷曲焊接成筒状体的前置工序,因此,不仅能够使整个加工过程连续进行,降低加工难度,有助于提升加工效率,而且螺旋缠绕形成的中间钢带层相比由大块钢板卷曲焊接成的筒状体,抗挤压能力更强,强度更高,有助于提升制得的钢带缠绕式复合结构非开挖置换短管的整体结构强度,从而适于获得更大直径和更高强度的产品。
18、2、在中间钢带层的两端安装电极或电磁感应线圈,利用电阻加热或感应加热的方式将中间钢带层整体加热至60~80摄氏度,然后将热塑挤出成型的塑料坯带螺旋缠绕在中间钢带层的外表面,一方面加热有助于加速胶黏剂的固化,使中间钢带层能够与内层管体可靠、快速地结合在一起,而不需要长时间等待,从而可以提高加工效率;另一方面能够对螺旋缠绕在中间钢带层的外表面的塑料坯带进行导热,避免塑料坯带过快冷却收缩,而是在缠绕完成后5~10分钟再整体同步冷却,从而能够以均匀收缩的方式向内抱紧中间钢带层,避免发生局部受热不均而导致的收缩变形不一致,这样中间钢带层能够与内层管体、外部防护层可靠地结合在一起,从而保证制得的钢带缠绕式复合结构非开挖置换短管的结构强度、稳定性和表面平整性。
19、3、将相邻的不锈钢带焊接在一起,使整个中间钢带层呈一体化的圆筒状结构,这能够进一步提升制得的钢带缠绕式复合结构非开挖置换短管的整体强度以及保证各个位置的强度均匀性,同时,一体化的圆筒状结构还有利于保证制得的钢带缠绕式复合结构非开挖置换短管的圆度。
20、4、在钢带缠绕式复合结构非开挖置换短管两端的端面涂覆密封胶或者喷涂保护涂层,能够避免中间钢带层在钢带缠绕式复合结构非开挖置换短管两端的端面直接裸露,从而达到良好的防护、绝缘和装饰效果。
21、5、采用塑料带材螺旋缠绕来制得内层管体,因螺旋缠绕结构是通过将热塑挤出成型的塑料带材螺旋缠绕在圆柱状的模具上而得到,可以保证制得的内层管体为圆柱状平壁结构,在此基础上能够确保加工得到的钢带缠绕式复合结构非开挖置换短管的圆度,因此,不仅可以保证壁厚的均匀性,有效降低废品率,而且有助于保证产品的结构强度和降低后续使用时的装配难度。
22、6、通过设计不锈钢带的表面为磨砂面,一方面可以加强中间钢带层与内层管体之间的粘接效果,另一方面可以增大中间钢带层与外部防护层之间的摩擦力,再加上外部防护层的塑料坯带在冷却时的收缩作用,能够有效提高各层之间的层间结合力和稳定性,以避免出现层间分离或错位的情况;同时在不锈钢带的表面镀有合金层,能够对不锈钢带起到很好的保护作用。
23、7、通过在缠绕完塑料坯带后,利用电阻加热或感应加热的方式再继续对中间钢带层加热5~10分钟后才停止加热,由于在塑料坯带的包覆下,中间钢带层各个部位的热损耗达到一致,且中间钢带层除了表面为磨砂面,整体厚度均匀,螺旋缠绕后形成的一体化圆筒状结构的内壁和外壁均接近为平壁,因此在包覆后继续再加热5~10分钟,可以保证中间钢带层整体的温度分布更加均匀,从而使包覆的塑料坯带更加均匀地受热,这样能够避免发生塑料坯带因局部受热不均匀而导致冷却收缩变形不一致的情况,保证制得的钢带缠绕式复合结构非开挖置换短管的结构强度、稳定性和表面平整性。
24、8、在中间钢带层的两端端部均设置安装电极或电磁感应线圈,能够更好的实现对中间钢带层整体进行均匀加热,使中间钢带层的整体温度能够保持在一个合适范围,即保证中间钢带层在各个位置的温差很小,而不会出现中间钢带层两端温度差异过大等情况。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213611.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表