一种陶瓷纤维折叠模块及其制备工艺的制作方法
- 国知局
- 2024-08-01 00:55:17
本发明涉及材料设备制品,尤其涉及一种陶瓷纤维折叠模块及其制备工艺。
背景技术:
1、陶瓷纤维是为了简化和加快窑炉施工、提高炉衬整体性而退出的新型炉衬制品,具有良好的耐火隔热效果,提高了窑炉耐火隔热的整体性和整体节能,推动了窑炉工程的技术进步。但是现有的大部分陶瓷纤维因为材料等原因,产品质量和性能都不太稳定,整体的绝热效果也有待加强,同时因为陶瓷纤维模块操作复杂,需要工作人员有一定的操作经验,而且没有专门的工具支持,安装维护步骤也都非常繁琐。
2、专利号为cn210773443u的专利文献公开了一种陶瓷纤维整体模块,包括单元模块,折叠模块,其特征在于:所述的折叠模块顶面设置有锚固件单元,所述的折叠模块与锚固件单元之间通过锚固件螺栓固定连接,所述的锚固件单元侧面设置有定位孔,所述的定位孔与连接在单元模块上的锚固件定位杆连接,所述的单元模块上设置有锚固件定位杆,所述的锚固件定位杆的一端固定在窑炉钢壳壳体上,所述的单元模块之间的接触面上均由锚固件单元连接。
3、但是,在实际使用过程中,由于纤维模块在压缩后仅具备向左右两侧膨胀的压力,而不具备向上下两侧的压力,在安装使用时多采用补偿毯提供两侧的压力进行密封,密封效果较差,在长时间使用下,纤维模块的边角往往会率先氧化,造成隔热效果下降。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过在模块的两端设置连续弓形结构,同时辅助设置补偿块和保护层,实现对两模块接触面的保护,使相邻两模块安装过程中连接更加紧密,减少缝隙的产生,减缓模块边缘位置的氧化速率,提高寿命,从而解决了模块边角容易氧化,影响使用寿命的技术问题。
2、针对以上技术问题,采用技术方案如下:
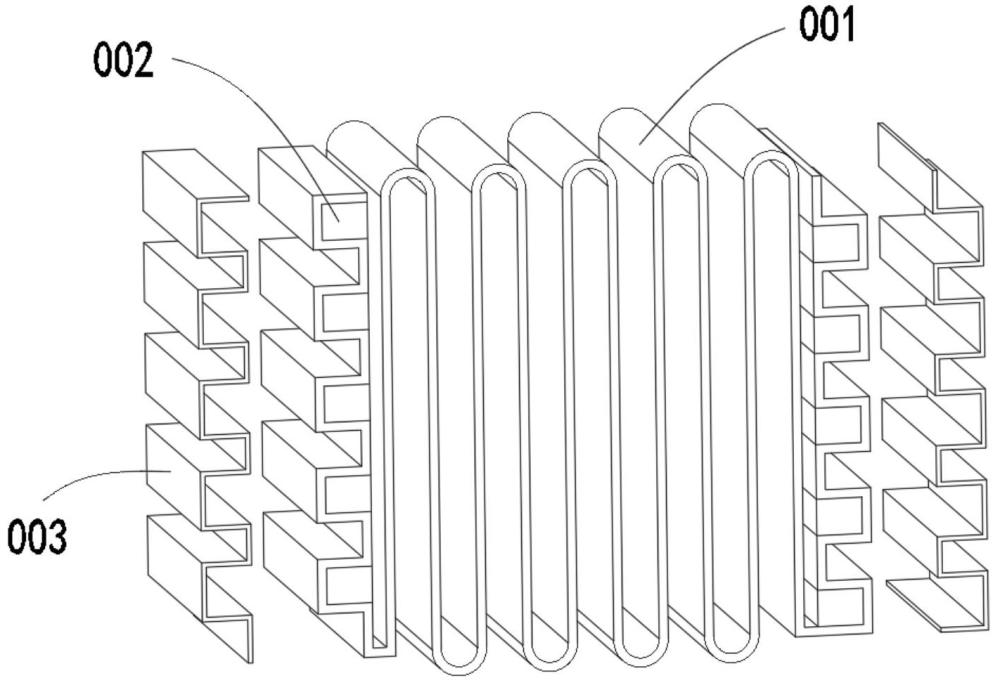
3、一种陶瓷纤维折叠模块,包括:
4、纤维毯,所述纤维毯的中部通过折叠形成折叠模块,纤维毯的两端通过弯折设置成连续弓形,且两端的连续弓形可以相互嵌合;
5、补偿块,所述补偿块设置在纤维毯两端的弓形凸起内部;
6、还包括设置在纤维毯与补偿块外部用于包装的连续弓形木板,所述连续弓形木板设置在纤维毯两侧且用于固定压缩纤维毯同时保持纤维毯两端的连续弓形形状。
7、作为优选,所述纤维毯由以下比重的原料配制而成:氧化铝35-49%、石英砂40-53%、锆英砂0-25%。
8、作为优选,所述纤维毯由以下比重的原料配制而成:氧化铝40-45%、石英砂45-50%、锆英砂5-15%。
9、作为优选,所述纤维毯体积密度为160-240kg .m³,厚度为150-350mm,导热系数不大于0.15w/m·k。
10、作为优选,所述纤维毯分类温度为1430℃,连续使用温度为1360℃。
11、作为优选,一种陶瓷纤维折叠模块的制备工艺,包括依次向后设置的甩丝工序、集棉工序、针刺工序、水切工序以及折叠打包工序,所述折叠打包工序包括以下步骤:
12、步骤一,折叠步骤,首先对纤维毯进行固定,然后对纤维毯中部的进行折叠,同时两端空余出一部分纤维毯;
13、步骤二,成型与涂装步骤,折叠完成,对纤维毯两端的空余部分进行成型,将纤维毯两端压成连续弓形,并且在成型过程中将补偿块填充入纤维毯的凹槽中,并且在成型后对纤维毯连续弓型部分的下表面涂覆保护层;
14、步骤三,压缩步骤,将水平状态下的连续弓形部分弯折成竖直状态且贴紧纤维毯中部,弯折过程中实现对连续弓形突出部分的压缩;
15、步骤四,组装步骤,将连续弓形木板贴合在纤维毯的两端,并且进行整体压缩,对压缩完整的模块进行捆扎,完成生产。
16、作为优选,所述成型与涂装步骤中所涂覆的保护层,其成分采用聚氯乙烯或硅橡胶。
17、作为优选,所述补偿块其形状为方形条状,成分配比为:氧化铝35-49%、石英砂40-53%、锆英砂0-25%;密度为160-240kg .m³,厚度为150-350mm,分类温度为1430℃,连续使用温度为1360℃。
18、作为优选,所述压缩步骤与组装步骤的压缩环节中,其压缩比均为20%-35%。
19、作为又优选,所述水切工序中将成型后的产品水切切割,水切压力为25mpa。
20、本技术还提供了与一种陶瓷纤维折叠模块的制备工艺相适配的生产装置,包括:
21、折叠机构,所述折叠机构用于对纤维毯进行折叠;
22、定型机构,所述定型机构设置在折叠机构两侧且用于对纤维毯两端的弓形进行定型;
23、涂装机构,所述涂装机构设置在定型机构下方且用于对纤维毯两端涂覆保护层;
24、组装机构,所述组装机构设置在折叠机构下方且用于将陶瓷纤维折叠模块组装成型。
25、作为优选,所述折叠机构包括估计各个部件的机架,还包括设置在机架两侧的第一导轨、设置在导轨两端由直线电机驱动实现水平移动的两组滑块、竖直设置在滑块上的第二导轨、滑动连接在第二导轨切用于固定纤维毯的电动夹爪;
26、分别设置在纤维毯中部上下两侧且通过伸缩气缸驱动实现上下移动的上折叠架与固定连接在机架上的下折叠架、设置在折叠架上的多组伸缩杆。
27、作为优选,所述定型机构包括设置在用于对纤维毯两端进行定型的定型件和与定型件配合完成补偿块填充的放置件,所述定型件包括水平滑动连接在下折叠架上且通过伸缩气缸驱动的下固定板,竖直滑动连接在上折叠架上且通过伸缩气缸驱动上下移动的上固定板;
28、所述下固定板设置有多组横板,所述上固定板上设置有多组竖板。
29、作为优选,所述放置件包括设置在每组竖板中间两端且水平滑动连接在上固定板上的卡板、设置在卡板上方通过齿轮齿条的传动方式驱动卡板滑动的第一齿轮、固定连接在下折叠架上第一齿条,第一齿轮与第一齿条相向移动时,第一齿轮可以啮合在第一齿条上。
30、作为优选,所述涂装机构包括设置在纤维毯下方的第一涂辊与第二涂辊、用于固定第一涂辊与第二涂辊的翻转架、翻转架两端转动连接的收集槽、设置在收集槽外侧且与翻转架固定连接的棘轮、伸缩杆固定连接在收集槽下方且用于驱动收集槽上下移动的第一电缸、伸缩杆与第一电缸固定连接且用于驱动第一电缸的第二电缸、设置在第二电缸两侧且位于棘轮移动路径上的第二齿条。
31、作为优选,所述组装机构包括用与对纤维毯两端进行弯折的弯折件与对折叠模块进行组装的组合件,所述弯折件包括设置在纤维毯下方且通过伸缩气缸驱动实现上下移动的升降板、设在纤维毯两端下方两侧的压板,固定连接在升降板上的延伸架、转动连接在延伸架上的转轴、与转轴固定连接的直线滑轨、通过直线电机驱动在直线滑柜上移动且用于固定压板的固定槽、固定连接在转轴上的第二齿轮、固定在机架上且位于第二齿轮移动路径上的第三齿条。
32、作为优选,所述弯折件还包括固定连接在升降板两侧的第一锥齿轮、转动连接在固定槽内部且与压板通过螺纹连接的螺纹杆、固定在螺纹杆上且可以与第一锥齿轮啮合的第二锥齿轮。
33、作为优选,所述组合件包括设置用于抓取弓形木板的机械夹爪、用于推动纤维毯进行压缩的第三电缸与对压缩后纤维毯进行打包的打包机。
34、本发明的有益效果:
35、(1)本发明中通过设置定型机构对纤维毯的两端进行形状的确定,促使纤维毯的两端保持连续弓形,并且同时填充进补偿块,利用补偿块的设置一方面利于连续弓形形状的保持,另一方面有利于通过后续的压缩步骤使模块获得竖直方向的压力;
36、(2)本发明中通过设置涂装机构,对成型后的纤维毯两端涂覆保护层,利用保护层进一步提高纤维毯在使用过程中的抗氧化能力,同时之所以在纤维毯成型后涂覆保护层,可以避免保护层在弯折过程中出现裂缝,影响氧化效果;
37、(3)本发明中通过组装机构,实现对纤维模块的整体组装,通过在组装过程中对纤维毯两端的凸起部分进行压缩,使纤维毯的凸起部分蕴含一定的弹力,并且利用木板约束这部分弹力,当安装完成后木板撤出,相邻两纤维模块的凸起部分均得到释放,弹力转变为相互之间的压力,从而使相互之间连接更加紧密;
本文地址:https://www.jishuxx.com/zhuanli/20240724/203087.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种空调器的制作方法
下一篇
返回列表