一种火炬头更换方法与流程
- 国知局
- 2024-08-01 01:18:26
本发明涉及机械设备领域,具体涉及一种火炬头更换方法。
背景技术:
1、目前,由于火炬系统在工作时的废气有毒、且易喷射火焰球下飘,停工前组装吊装设备时的工作人员存在较大的中毒、烧损设备和烧伤人员的安全风险。而jld2250型无附着重型塔机的组装周期为9天,火炬系统的检修周期为15天,因此无附着重型塔机在施工现场进行组装的时间是火炬系统停止生产的前9天开始进行,为了确保无附着重型塔机组装的人员和设备的安全,无附着重型塔机在火炬系统停工前只能组装到塔架高度为60米处就要暂停组装作业,后续塔机组装工作必须在火炬系统停工后才能继续作业,塔架从高度60米组装到104米成型高度需要1天的时间。
2、现有的常规的吊装方法需要同类型履带吊车要施工140米高度的火炬头更换最少要160米*30米的场地。
技术实现思路
1、本发明的目的就是针对目前上述之不足,而提供一种火炬头更换方法。
2、本发明具体步骤如下:
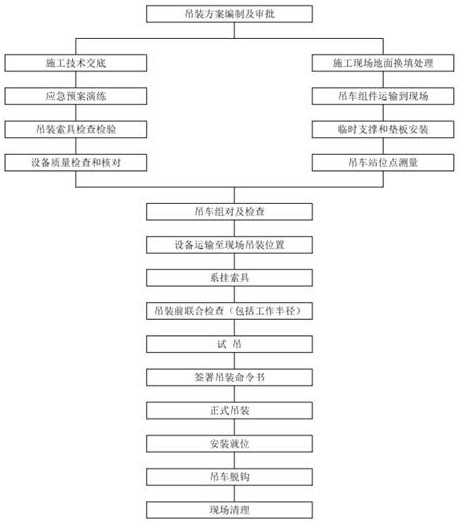
3、场地要求:最小拼装场地为40m×30m,吊装高度最大为198.5米:
4、步骤一:现场检查确认:勘查现场情况,收集原始设计资料与现场进行核对,测量施工现场实际数据,并记录;
5、步骤二:作业平台检查:利用无人机检查火炬塔架爬梯和顶部检修作业平台的腐蚀情况。
6、步骤三:吊车选型:根据现场场地情况,选用满足狭小场地,超高空吊装作业特征的吊车;
7、步骤四:场地处理:查阅地勘资料,吊车对地压力是否符合要求,符合要求,地面使用碎石铺平后按30吨/m2进行地耐力试验;
8、步骤五:吊车组装;
9、步骤六:吊车调试:吊车进行调试,做载荷试验,报请特种设备监检机构进行监督检验;
10、步骤七:施工准备:将吊篮、施工工机具、钢跳板、待更换火炬头运输至现场塔机吊装半径之内;
11、步骤八:检修平台加固:采用载人吊篮将检修人员、钢跳板运送至火炬头检修钢平台外侧,将吊篮与检修平台护栏进行捆绑固定,防止吊篮晃动,再将吊篮中的钢跳板铺在检修平台横梁上;
12、步骤九:拆除旧火炬头:拆除火炬头下方连接法兰螺栓;
13、步骤十:旧火炬头吊装:采用钢丝绳捆绑火炬头筒体的方式吊装火炬头;
14、步骤十一:新火炬头安装:将新火炬头吊装至火炬顶部,安装连接法兰螺栓;
15、步骤十二:新火炬头调试:有电气专业人员对火炬头进行接线调试,进行点火试验,保证火炬头的安装质量及使用可靠性;
16、步骤十三:清理施工现场:将火炬头检修平台施工废料、杂物使用吊篮吊装至地面;
17、步骤十四:拆除吊机。
18、进一步,选用jld2250无附着重型塔机进行火炬头更换作业。
19、进一步,步骤四中,吊车如达不到要求,则对塔机基座位置进行开挖换填毛石和碎石,分层碾压。
20、进一步,利用350吨汽车吊和80吨汽车吊配合依次安装jld2250无附着重型塔机基座,标准节,顶升套架,转台,操作室,人字架,卷扬,配重,60米主臂等部件,再利用jld2250无附着重型塔机顶升机构安装标准节至104米高度。
21、进一步,步骤八中铺好后工作人员检查该钢平台的腐蚀情况,是否满足正常安全使用的条件。如不安全,利用吊篮送钢跳板将腐蚀严重位置铺满并用铁丝捆扎固定。
22、进一步,主吊车吊装时的吊重采用一对钢丝绳进行捆绑吊装,
23、对所选钢丝绳进行核算,
24、吊装时,钢丝绳所承受拉力p=g/ (2cosθ°)
25、式中:p-钢丝绳所承受拉力;
26、g-设备吊装重量,
27、g=g1x1.1x9.8;
28、θ°为钢丝绳与垂直方向之间的夹角,θ°=30° 。
29、钢丝绳的容许拉力: p=aσs0/k;
30、式中: p一钢丝绳的容许拉力(kn);
31、σs0-钢丝绳的钢丝破断拉力总和(kn)。
32、进一步,吊篮吊装索具选择计算荷重
33、g1= (g1+g2)k;
34、根据主吊车吊装时的吊重对所选钢丝绳进行核算,采用4根单绳进行吊篮吊装,
35、吊装时,钢丝绳所承受拉力p=g/ (2x2cosθ°),
36、式中:p-钢丝绳所承受拉力;
37、g-设备吊装重量,
38、g=g1x1.1x9.8;
39、θ°为钢丝绳与垂直方向之间的夹角,θ°=30°,
40、钢丝绳的容许拉力: p=aσs0/k;
41、式中: p一钢丝绳的容许拉力(kn);
42、σs0-钢丝绳的钢丝破断拉力总和(kn);
43、a-考虑钢丝绳填充系数,对6x19、 6x37、6x61钢丝绳,a分别取0.85、0.82、0.80。
44、进一步,试吊准备步骤如下:
45、塔机组装完成后,清理现场,确定满足试车条件后,进行起钩、落钩、旋转、臂杆变幅等试车,确定无附着重型塔机工作正常,具备试吊条件,准备试吊;
46、试吊前对无附着重型塔机的技术文件进一步确认,核实:
47、①、吊车司机与起重工的持证情况;
48、②、起重机的年检情况及现时情况是否完好;
49、③、锁具,卡具,钢丝绳的选用及核实;
50、④、起重机主杆、吊钩、滑轮组、卷扬机检查;
51、⑤、设备的捆绑防滑处理;
52、⑥、起吊前检查设备是否由隐蔽受力点;
53、⑦、吊装范围的障碍处理及重点保护设施;
54、⑧、试吊中地基承载力的检查,是否有异常。
55、本发明优点是:1、本发明提供了一种安全高效的火炬头更换方式,提供控制具体参数,实现了经济和人工成本的低廉化。2、本方法实现了可在最小拼装场地为40m×30m,吊装高度为198.5米进行作业,实现了在狭小范围内的作业。
技术特征:1.一种火炬头更换方法,其特征在于具体步骤如下:
2.根据权利要求1所述的一种火炬头更换方法,其特征在于,选用jld2250无附着重型塔机进行火炬头更换作业。
3.根据权利要求1所述的一种火炬头更换方法,其特征在于,步骤四中,吊车如达不到要求,则对塔机基座位置进行开挖换填毛石和碎石,分层碾压。
4.根据权利要求1所述的一种火炬头更换方法,其特征在于,利用350吨汽车吊和80吨汽车吊配合依次安装jld2250无附着重型塔机基座,标准节,顶升套架,转台,操作室,人字架,卷扬,配重,60米主臂等部件,再利用jld2250无附着重型塔机顶升机构安装标准节至104米高度。
5.根据权利要求1所述的一种火炬头更换方法,其特征在于,步骤八中铺好后工作人员检查该钢平台的腐蚀情况,是否满足正常安全使用的条件。如不安全,利用吊篮送钢跳板将腐蚀严重位置铺满并用铁丝捆扎固定。
6.根据权利要求1所述的一种火炬头更换方法,其特征在于,主吊车吊装时的吊重采用一对钢丝绳进行捆绑吊装,
7.根据权利要求1所述的一种火炬头更换方法,其特征在于,吊篮吊装索具选择计算荷重g1= (g1+g2)k;
8.根据权利要求1所述的一种火炬头更换方法,其特征在于,试吊准备步骤如下:
技术总结一种火炬头更换方法,具体步骤如下:场地要求:最小拼装场地为40m×30m,吊装高度最大为198.5米:步骤一:现场检查确认:勘查现场情况,收集原始设计资料与现场进行核对,测量施工现场实际数据,并记录;步骤二:作业平台检查:利用无人机检查火炬塔架爬梯和顶部检修作业平台的腐蚀情况。步骤三:吊车选型:根据现场场地情况,选用满足狭小场地,超高空吊装作业特征的吊车;本发明优点是:1、本发明提供了一种安全高效的火炬头更换方式,提供控制具体参数,实现了经济和人工成本的低廉化。2、本方法实现了可在最小拼装场地为40m×30m,吊装高度为198.5米进行作业,实现了在狭小范围内的作业。技术研发人员:杨刚军,张盼盼,王兴江,梁仲卫受保护的技术使用者:湖北金石炼化建设有限公司技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240724/204487.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表