电磁阀及其装配方法与流程
- 国知局
- 2024-07-30 13:09:00
本发明涉及车辆零部件,具体地说,涉及电磁阀设计,尤其是涉及电磁阀及其装配方法。
背景技术:
1、车辆的流体控制,例如制动控制、变速箱控制、发动机控制、悬架控制等,广泛使用电磁阀作为执行器。
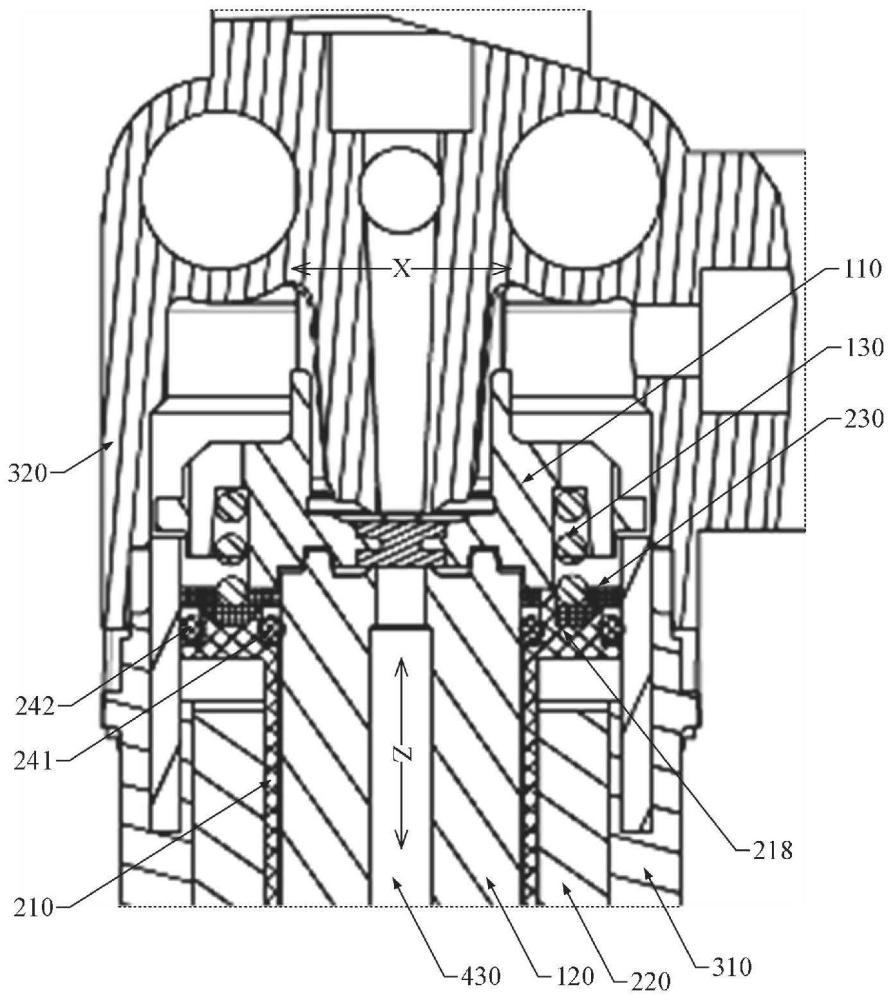
2、电磁阀的主要部件包括阀芯总成和线圈总成。图1示出现有的电磁阀的局部结构,参照图1所示,阀芯总成包括相对设置的动铁芯110’和静铁芯120’、弹性支承动铁芯110’的弹簧130’、设置在动铁芯110’和静铁芯120’外的轭铁140’等部件;线圈总成设置在静铁芯120’外,包括套在静铁芯120’上的线圈骨架210’、绕在线圈骨架210’上的线圈220’、压在线圈骨架210’上的垫圈230’等部件。线圈总成外,包塑有第一壳体310’(注塑形成第一壳体310’的过程中同时还注塑形成台阶座311’);动铁芯110’外,设置有第二壳体320’。第一壳体310’中设置有气口(图中未具体示出,第一壳体310’中设置的气口例如是电磁阀的出气口,但不以此为限,也可以是电磁阀的进气口,下文将以第一壳体310’中设置的气口是出气口为例进行说明),第二壳体320’中设置有气口(图中未具体示出,第二壳体320’中设置的气口例如是电磁阀的进气口,但不以此为限,也可以是电磁阀的出气口,第一壳体310’和第二壳体320’分别设置进气口和出气口即可,下文将以第二壳体320’中设置的气口是进气口为例进行说明)。静铁芯120’中设置有气体通道,例如是排气通道430’。
3、电磁阀的工作原理是:动铁芯110’可在两个工作位之间切换。在第一工作位时,动铁芯110’的一端封堵住排气通道430’,使电磁阀的进气口和出气口相连通;动铁芯110’具体可在线圈220’的作用下运动至第一工作位,此过程中台阶座311’的不同部位分别限位动铁芯110’和弹簧130’,以避免动铁芯110’接触静铁芯120’,并避免弹簧130’过度压缩而失去回位功能。在第二工作位时,动铁芯110’的另一端封堵住进气口,使排气通道430’和出气口相连通;动铁芯110’具体可在弹簧130’的作用下运动至第二工作位。
4、此外,为实现气路的密封,线圈骨架210’内外分别设置有第一密封圈241’和第二密封圈242’,第一密封圈241’由垫圈230’压紧,第二密封圈242’由台阶座311’压紧。
5、目前的电磁阀,存在如下问题:
6、由于需要在线圈骨架210’上注塑形成台阶座311’,密封圈,尤其是第二密封圈242’需要在注塑前预先安装到位。注塑时,高温高压注塑位置距离密封圈较近,容易造成密封圈老化,进而影响电磁阀的密封性能。
7、台阶座311’与静铁芯120’之间存在间隙,电磁阀工作过程中弹簧130’容易发生位置偏移而卡入该间隙,影响动铁芯的正常动作。
8、线圈骨架210’的绕线窗口较为紧凑,导致电磁阀的电磁力不足;若想获得更大电磁力的电磁阀,只能扩大尺寸以增大绕线窗口,这将导致整个电磁阀的轮廓尺寸和接口尺寸增大,影响电磁阀在车辆中的布置和安装。
9、需要说明的是,上述背景技术部分公开的信息仅用于加强对本发明的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、有鉴于此,本发明提供一种电磁阀及其装配方法,通过对电磁阀的线圈骨架和垫圈的改进,解决注塑造成密封圈老化的问题,避免弹簧发生位置偏移,并在不改变电磁阀的轮廓尺寸和接口尺寸的情况下增大绕线窗口。
2、本发明的一个方面提供一种电磁阀,包括相对设置的动铁芯和静铁芯、弹性支承所述动铁芯的弹簧、设置在所述静铁芯外的线圈总成和包塑在所述线圈总成外的第一壳体,所述线圈总成包括套在所述静铁芯上的线圈骨架和垫圈;其中:所述垫圈与所述线圈骨架的端面在轴向上相嵌合;所述线圈骨架的端面和/或所述垫圈在所述轴向上限位所述动铁芯和所述弹簧,且所述线圈骨架的端面和/或所述垫圈在径向上限位所述弹簧。
3、在一些实施例中,所述线圈骨架的端面设置有朝向所述垫圈凸起的第一支撑部,所述第一支撑部穿过所述垫圈的槽孔;所述第一支撑部的端面在所述轴向上限位所述动铁芯,且所述第一支撑部的侧壁在径向上限位所述弹簧。
4、在一些实施例中,所述垫圈设置有朝向所述线圈骨架的端面凸起的第二支撑部,所述第二支撑部落入所述线圈骨架的端面凹槽;所述第二支撑部的底面在所述轴向上限位所述弹簧,所述第二支撑部的侧壁在所述径向上限位所述弹簧,且所述第二支撑部的内圈端面在所述轴向上限位所述动铁芯。
5、在一些实施例中,所述第二支撑部形成为环形凹槽结构,所述垫圈形成为内侧壁带所述槽孔的v形结构。
6、在一些实施例中,所述线圈骨架的端面还设置有朝向所述垫圈凸起、并与所述第一支撑部连成阶梯部的第三支撑部;所述槽孔露出所述阶梯部,所述垫圈及所述第三支撑部在所述轴向上限位所述弹簧。
7、在一些实施例中,所述垫圈形成为带所述槽孔的平面环形结构。
8、在一些实施例中,所述第一支撑部包括周向间隔分布的多个。
9、在一些实施例中,所述线圈骨架的端面内壁安装有第一密封圈,所述垫圈的内周沿压盖所述第一密封圈。
10、在一些实施例中,所述线圈骨架的端面外壁安装有第二密封圈,所述垫圈的外周沿压盖所述第二密封圈。
11、本发明的又一个方面提供一种电磁阀的装配方法,用于装配如上述任意实施例所述的电磁阀,包括:获得待包塑构件,所述待包塑构件包括套在静铁芯外的线圈骨架;形成包塑在所述待包塑构件外的第一壳体;在所述线圈骨架的端面安装密封圈;在所述线圈骨架的端面焊接垫圈,使所述垫圈与所述线圈骨架的端面在轴向上相嵌合;以及,装配动铁芯和弹簧,使所述线圈骨架的端面和/或所述垫圈在所述轴向上限位所述动铁芯和所述弹簧,并使所述线圈骨架的端面和/或所述垫圈在径向上限位所述弹簧。
12、本发明与现有技术相比的有益效果至少包括:
13、通过垫圈与线圈骨架的端面在轴向上相嵌合,压缩垫圈及线圈骨架的端面在轴向上的占用空间,进而增大线圈骨架的本体(绕线窗口)的占用空间;如此,可以在不改变电磁阀的轮廓尺寸和接口尺寸的情况下优化电磁阀的绕线和电磁力,为电磁阀的升级提供可行性。此外,线圈骨架的端面与垫圈相嵌合的设计,使二者的装配结构稳固可靠,进而确保电磁阀的稳定性。
14、通过线圈骨架的端面和/或垫圈在轴向上限位动铁芯,且线圈骨架的端面和/或垫圈在轴向上限位弹簧,无需在线圈骨架上形成限位动铁芯和弹簧的注塑结构,由此密封圈无需在注塑工序前预先安装,可以在注塑完成后、垫圈安装前安装,有效避免注塑造成密封圈老化的问题,确保电磁阀的密封性能。且线圈骨架的端面和/或垫圈代替注塑结构以限位动铁芯和弹簧,使高温高压注塑位置距离密封圈安装位置较远,避免密封圈安装位置受热变形。
15、通过线圈骨架的端面和/或垫圈在径向上限位弹簧,避免电磁阀工作过程中弹簧发生位置偏移,确保动铁芯的正常动作,进而确保电磁阀的正常工作。
16、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
本文地址:https://www.jishuxx.com/zhuanli/20240729/162774.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表