一种手表转子轮及其生产模具的制作方法
- 国知局
- 2024-07-30 10:18:42
本技术涉及手表,尤其是一种手表转子轮及其生产模具。
背景技术:
1、众所周知,手表分为机械手表、石英手表、电子手表等,其中,世界上第一个石英表是瑞士在1967年7月制成的。石英手表就是利用石英晶体周期性持续“发振”,为我们带来准确的时间,其具有装配简单,走时十分准确,价格实惠,进而得到广泛普及。
2、石英手表其核心就是石英机芯,石英机芯主要由控制板、线圈、转子轮、石英振子、齿轮、指针组成,其中,转子轮是石英机芯内重要的动力零件,例如:中国实用新型专利cn200620068154.5 ,公开了一种手表用机芯转子轮,其转子轮下端设置有凹型腔体,凹型腔体内置有永磁体,此种转子轮实际组装时,需要将永磁体安装在转子轮上,首先要在永磁体的轴心处打孔,然后将带孔的永磁体过盈配合安装在凹型腔体,永磁体的孔套设在转子轮轴上,由于永磁体直径非常小,只有几毫米,因此在永磁体上打孔加工的难度较大,也增加了永磁体的制造成本;将永磁体过盈配合安装在凹型腔体内时,首先凹型腔体的侧壁厚度较薄,安装永磁体时容易将凹型腔体的侧壁压裂,并且永磁体进行多次加工,二次安装,永磁体容易装偏,进而造成永磁体与转子轮轴的同轴度公差较大,所以造成转子轮的成品率较低,制造成本大,一致性较低,并且整体精度较差,严重影响了石英机芯的走时精度,因此上述缺陷十分明显,为此我们提出一种手表转子轮及其生产模具用于解决上述问题。
技术实现思路
1、针对上述现有技术中存在的不足,本实用新型的目的在于提供一种手表转子轮及其生产模具。
2、为了实现上述目的,本实用新型采用如下技术方案:
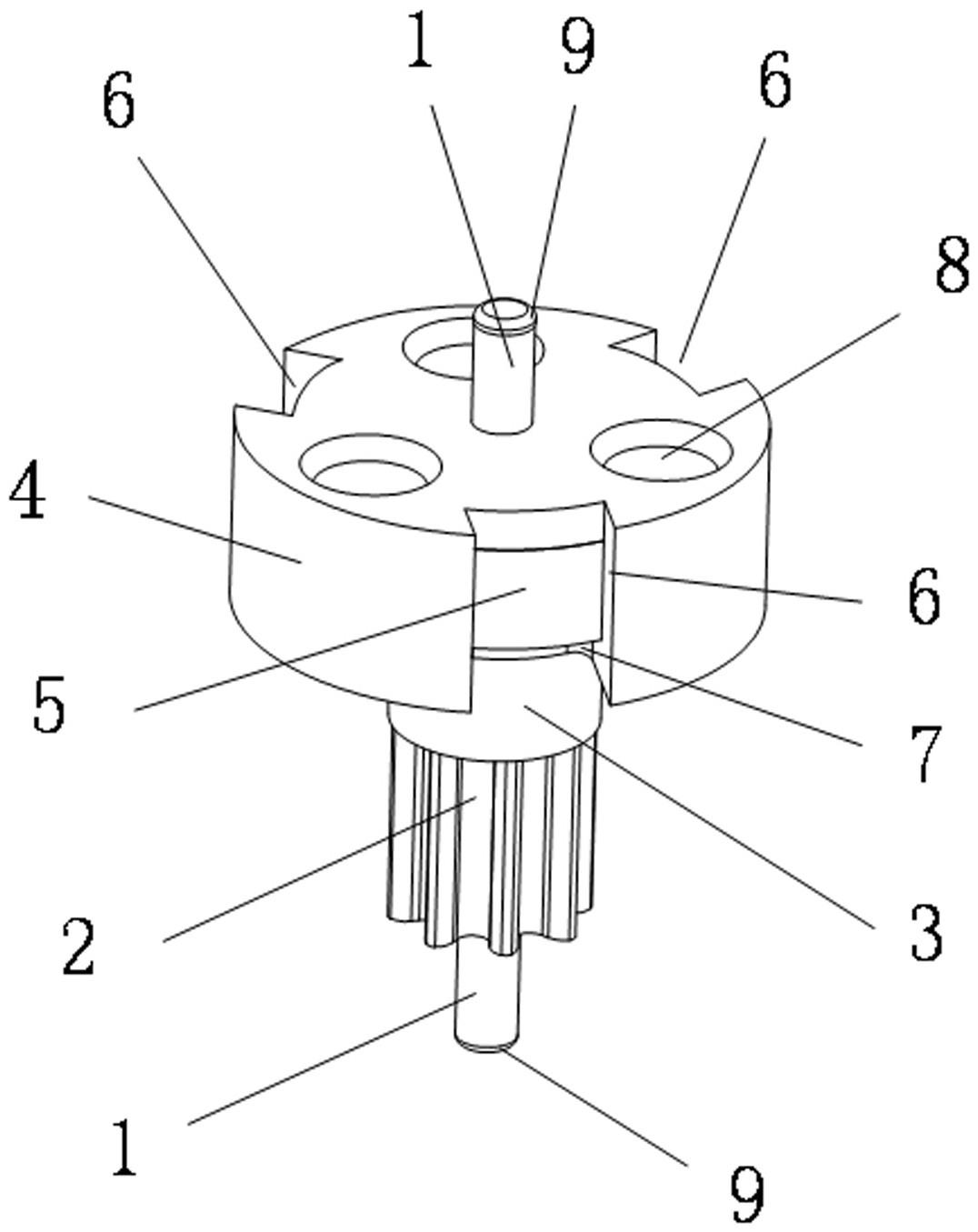
3、一种手表转子轮及其生产模具,包括转轴,所述转轴上设置有与转轴同轴心的齿轮、定位部、飞轮部,所述飞轮部内设置有与转轴同轴心的磁吸件,所述飞轮部周侧面设置有若干个定位槽,所述飞轮部的底面设置有若干个承载槽。
4、优选地,所述定位槽与承载槽贯通。
5、优选地,所述磁吸件采用钕铁硼磁铁。
6、优选地,所述飞轮部上端设置有进胶槽。
7、优选地,所述定位槽至少有三个。
8、优选地,所述转轴上下端的边缘处设置有圆角部。
9、一种用于生产手表转子轮的模具,包括前模组件和后模组件,所述后模组件顶面开设有用于适配注塑成形飞轮部的镶件腔,所述镶件腔底面开设有用于适配注塑成形转轴下端、齿轮、定位部的第一固定腔,所述前模组件底面开设有用于适配注塑成形转轴上端的第二固定腔,所述镶件腔底部设置有与承载槽适配的承载凸台,所述镶件腔侧壁设置有与定位槽适配的定位筋;其中,所述磁吸件置于镶件腔内时,所述磁吸件的底部与承载凸台接触、周侧面与定位筋接触。
10、优选地,所述前模组件底面且位于第一固定腔处设置有与进胶槽适配的进胶凸口。
11、优选地,所述承载凸台与定位筋连接。
12、优选地,所述镶件腔的底面开设有用于安装顶针的定位孔。
13、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由于采用了上述方案,其主要是飞轮部周侧面设置有定位槽,飞轮部的底面设置有承载槽,镶件腔底部设置有与承载槽适配的承载凸台,镶件腔侧壁设置有与定位槽适配的定位筋,因此使用上述模具注塑成型转子轮时,首先将磁吸件镶嵌安装在镶件腔内,磁吸件的底部与承载凸台接触、周侧面与定位筋接触,磁吸件在镶件腔内呈悬空状态,然后注塑机将胶料通过进胶凸口一体注塑成型转轴、齿轮、定位部、飞轮部,同时将磁吸件注塑包裹在飞轮部,进而达到磁吸件一次镶嵌装夹,转子轮和磁吸件就可一体、一次成型的效果;磁吸件也不需要二次组装,不需要中心打孔,有效降低生产成本,并且转子轮整体一次注塑成型大大增加了其制造精度,并使得磁吸件与主轴的同轴度公差极小,同时,有效提高了转子轮的成品率,降低制造成本,而且注塑一体成型的转子轮一致性非常高,生产效率也较高,也有效提高了产品整体的精度,直接增加了转子轮驱动时的扭矩,提高了机芯的走时精度,节约机芯的电能,提升产品档次,因此大大满足用户实际使用需求,推动石英机芯的技术进步,其结构简单,生产成本低、精度高,一致性好,具有很强的实用性。
技术特征:1.一种手表转子轮,其特征在于:包括转轴,所述转轴上设置有与转轴同轴心的齿轮、定位部、飞轮部,所述飞轮部内设置有与转轴同轴心的磁吸件,所述飞轮部周侧面设置有若干个定位槽,所述飞轮部的底面设置有若干个承载槽。
2.如权利要求1所述的一种手表转子轮,其特征在于:所述定位槽与承载槽贯通。
3.如权利要求1所述的一种手表转子轮,其特征在于:所述磁吸件采用钕铁硼磁铁。
4.如权利要求1所述的一种手表转子轮,其特征在于:所述飞轮部上端设置有进胶槽。
5.如权利要求1或2所述的一种手表转子轮,其特征在于:所述定位槽至少有三个。
6.如权利要求1或4所述的一种手表转子轮,其特征在于:所述转轴上下端的边缘处设置有圆角部。
7.一种用于生产如权利要求1所述手表转子轮的模具,其特征在于:包括前模组件和后模组件,所述后模组件顶面开设有用于适配注塑成形飞轮部的镶件腔,所述镶件腔底面开设有用于适配注塑成形转轴下端、齿轮、定位部的第一固定腔,所述前模组件底面开设有用于适配注塑成形转轴上端的第二固定腔,所述镶件腔底部设置有与承载槽适配的承载凸台,所述镶件腔侧壁设置有与定位槽适配的定位筋;其中,所述磁吸件置于镶件腔内时,所述磁吸件的底部与承载凸台接触、周侧面与定位筋接触。
8.如权利要求7所述的一种用于生产手表转子轮的模具,其特征在于:所述前模组件底面且位于第一固定腔处设置有与进胶槽适配的进胶凸口。
9.如权利要求7所述的一种用于生产手表转子轮的模具,其特征在于:所述承载凸台与定位筋连接。
10.如权利要求7所述的一种用于生产手表转子轮的模具,其特征在于:所述镶件腔的底面开设有用于安装顶针的定位孔。
技术总结本技术公开一种手表转子轮及其生产模具,包括转轴,转轴上设置有与转轴同轴心的齿轮、定位部、飞轮部,飞轮部内设置有与转轴同轴心的磁吸件,飞轮部周侧面设置有若干个定位槽,飞轮部的底面设置有若干个承载槽。因此转子轮和磁吸件采用一体、一次成型,磁吸件不需要不需打孔、二次组装,有效降低生产成本,并且转子轮整体一次注塑成型增加了其制造精度,并使得磁吸件与主轴的同轴度公差极小,有效提高了转子轮的成品率,降低制造成本,而且注塑成型的产品一致性非常高,生产效率也较高,有效提高了整体的精度,增加运行时的扭矩,提高走时精度,节约电能,提升产品档次,因此大大满足用户实际使用需求,推动石英机芯行业的技术进步。技术研发人员:梁基富,刘红伟受保护的技术使用者:亿诺智能科技(东莞)有限公司技术研发日:20230406技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240730/152330.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表