一种钛合金锻件的表面缺陷检测方法及系统与流程
- 国知局
- 2024-07-31 22:35:12
本申请涉及图像处理,尤其涉及一种钛合金锻件的表面缺陷检测方法及系统。
背景技术:
1、钛合金具有耐高温、耐腐蚀、综合力学性能好等优点,现已经广泛应用于汽车、船舶和航空航天等多个领域。钛合金锻件作为钛合金材料的主要产品之一,其表面质量直接影响使用过程中的安全性,因此,对钛合金锻件进行表面缺陷检测是钛合金锻件生产过程中的重中之重。
2、目前,申请公布号cn116309570a的专利申请文件公开了一种钛合金棒材质量检测方法及系统,其中的方法包括:采集待检测钛合金棒材的棒身表面的灰度图像,以灰度图像中出现频率最大的灰度值作为背景值;以预设大小的滑窗在所述灰度图像上逐像素滑动,每次滑动生成一个窗口区域;根据窗口区域中心点灰度值与背景值的差异、窗口区域的信息熵、边缘点占准边缘点的数量比例获取对应窗口区域中心点的噪声程度;根据噪声程度获取每个像素点进行高斯滤波时的基础标准差;根据噪声程度筛选缺陷像素点,对缺陷像素点的基础标准差进行修正,得到缺陷像素点的自适应标准差;利用像素点的自适应标准差完成对应的高斯滤波,得到去噪图像,根据所述去噪图像进行待检测钛合金棒材的质量检测。
3、上述方法根据灰度图像中缺陷像素点窗口区域内的图像信息确定缺陷像素点的自适应标准差,并依据自适应标准差完成高斯滤波,得到去噪图像;然而,由于钛合金锻件的表面具有反光效果,灰度图像中不同像素点的反光程度不同,影响去噪图像的准确性,进而导致表面缺陷检测结果不准确。
技术实现思路
1、为了解决表面缺陷检测结果不准确的技术问题,本申请提供了一种钛合金锻件的表面缺陷检测方法及系统,能够得到准确的表面缺陷检测结果。
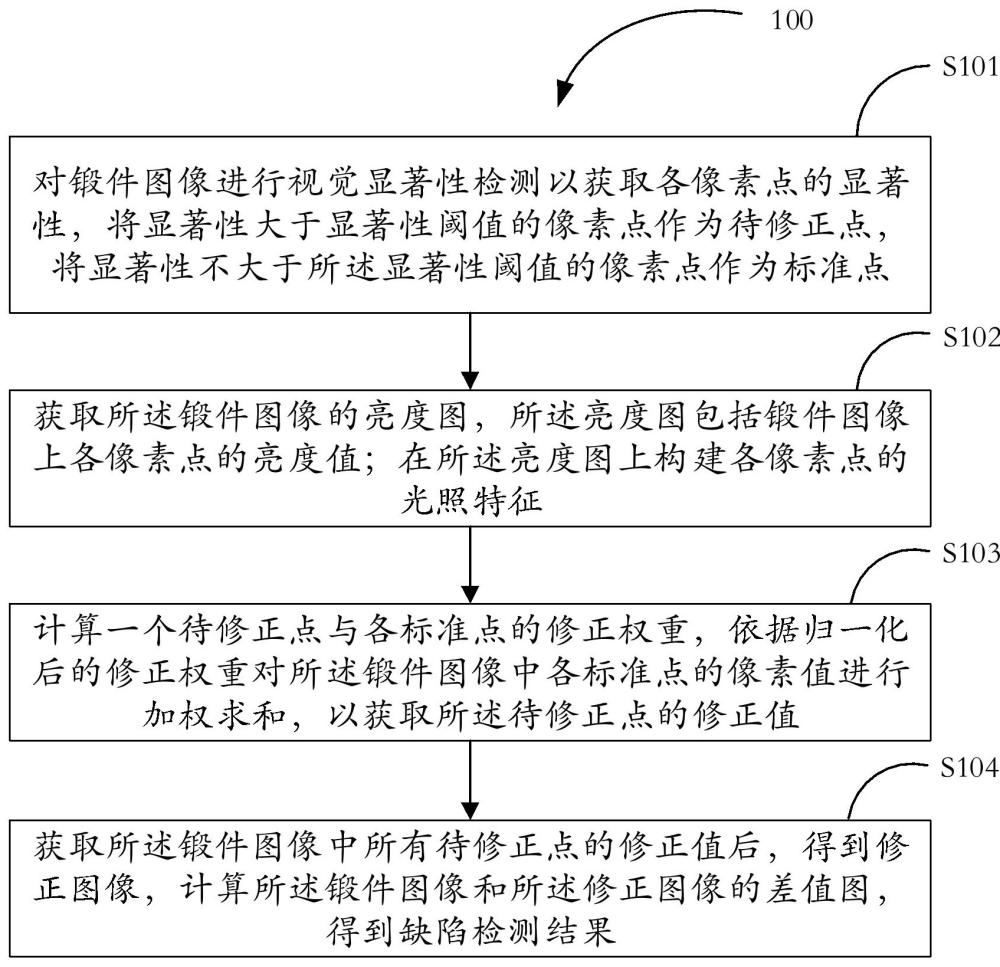
2、本申请第一方面,提供了一种钛合金锻件的表面缺陷检测方法,所述检测方法包括:对锻件图像进行视觉显著性检测以获取各像素点的显著性,将显著性大于显著性阈值的像素点作为待修正点,将显著性不大于所述显著性阈值的像素点作为标准点;获取所述锻件图像的亮度图,所述亮度图包括锻件图像上各像素点的亮度值;在所述亮度图上构建各像素点的光照特征,包括:获取一个像素点八邻域范围内的邻接像素点,按照预设顺序排列各邻接像素点的亮度值,得到所述像素点的光照特征;计算一个待修正点与各标准点的修正权重,依据归一化后的修正权重对所述锻件图像中各标准点的像素值进行加权求和,以获取所述待修正点的修正值,待修正点与标准点的修正权重为:,为待修正点与标准点的光照特征距离,为光照距离阈值,为预设系数;获取所述锻件图像中所有待修正点的修正值后,得到修正图像,计算所述锻件图像和所述修正图像的差值图,得到缺陷检测结果。
3、在一个实施例中,对锻件图像进行视觉显著性检测以获取各像素点的显著性之前,所述检测方法还包括:采集钛合金锻件的实时图像,并利用最大类间方差法获取实时图像的灰度阈值;依据所述灰度阈值对实时图像进行阈值分割,得到阈值分割图;将所述阈值分割图与所述实时图像相乘,得到锻件图像,所述锻件图像为灰度图像。
4、实时图像中包括背景区域和钛合金锻件区域,为避免实时图像中的背景区域对缺陷检测的影响,通过阈值分割获取钛合金锻件区域的图像信息,得到锻件图像,确保锻件图像中仅包含钛合金锻件表面信息。
5、在一个实施例中,对锻件图像进行视觉显著性检测以获取各像素点的显著性包括:获取一个像素点多种预设尺寸的邻域范围,并计算各邻域范围内的图像熵,得到所述像素点的图像熵序列;计算所述像素点的显著性,像素点的显著性满足关系式:;其中为锻件图像中像素点之外的任意一个像素点,和分别为像素点和像素点的图像熵序列,和分别为像素点和像素点的坐标位置,为空间系数。
6、由于钛合金锻件表面为平滑的表面,若钛合金锻件表面存在缺陷,则缺陷位置会出现灰度值的变化,缺陷位置处相对于钛合金锻件表面而言为视觉显著点,因此,通过获取各像素点的显著性精准定位待修正点,待修正点对应于疑似缺陷位置点。
7、在一个实施例中,所述多种预设尺寸的邻域范围包括以所述像素点为中心,尺寸为3×3、5×5和7×7的矩形区域范围。
8、在一个实施例中,待修正点与标准点的光照特征距离为:
9、;其中,为待修正点的光照特征中第个数值,为标准点的光照特征中第个数值,为光照阈值;为预设函数,当时,,当时,。
10、在一个实施例中,所述修正权重的计算方法还包括:在所述锻件图像上构建各像素点的纹理特征;计算待修正点与标准点的修正权重:
11、,为待修正点与标准点的光照特征距离,为待修正点与标准点的纹理特征距离,为光照距离阈值,为纹理距离阈值,为所述预设系数。
12、光照特征距离用于表征待修正点与标准点之间光照方向和光照强度的一致性,纹理特征距离用于反映待修正点与标准点之间纹理特征的一致性;当修正点与标准点之间光照特征和纹理特征的一致性均处于较好状态时,待修正点与标准点的修正权重较大,则标准点对修正点的修正值的影响程度越大,确保修正值的准确性。
13、在一个实施例中,在所述锻件图像上构建各像素点的纹理特征包括:获取一个像素点八邻域范围内的邻接像素点,按照预设顺序排列各邻接像素点在所述锻件图像中的灰度值,得到所述像素点的纹理特征。
14、本申请第二方面,还提供了一种钛合金锻件的表面缺陷检测系统,包括处理器和存储器,所述存储器存储有计算机程序指令,当所述计算机程序指令被所述处理器执行时实现根据本申请第一方面所述的一种钛合金锻件的表面缺陷检测方法。
15、本申请的技术方案具有以下有益技术效果:
16、由于缺陷位置点会出现灰度值的变化,使得缺陷位置点为视觉显著点,因此,首先利用视觉显著性检测算法获取各像素点的显著性,将显著性大于显著性阈值的像素点作为待修正点,将显著性不大于所述显著性阈值的像素点作为标准点,待修正点为疑似缺陷位置点,标准点为正常位置点;考虑到钛合金锻件表面的反光特性,导致锻件图像中不同像素点在不同方向上的光照强度不同,因此,在亮度图上构建各像素点的光照特征;进一步地,利用标准点的像素值对待修正点的像素值进行修正,依据修正点与各标准点之间的光照特征距离计算修正点与各标准点的修正权重,光照特征距离越大,修正权重越小,则该标准点的像素值对待修正点修正值的影响就越小,确保修正值为不存在缺陷时的理论灰度值,得到不存在表面缺陷的理论图像,即修正图像;直接计算锻件图像和修正图像的差值图,快速准确地得到缺陷检测结果。
技术特征:1.一种钛合金锻件的表面缺陷检测方法,其特征在于,所述检测方法包括:
2.根据权利要求1所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,对锻件图像进行视觉显著性检测以获取各像素点的显著性之前,所述检测方法还包括:
3.根据权利要求1所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,对锻件图像进行视觉显著性检测以获取各像素点的显著性包括:
4.根据权利要求3所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,所述多种预设尺寸的邻域范围包括以所述像素点为中心,尺寸为3×3、5×5和7×7的矩形区域范围。
5.根据权利要求1所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,待修正点与标准点的光照特征距离为:
6.根据权利要求1所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,所述修正权重的计算方法还包括:
7.根据权利要求6所述的一种钛合金锻件的表面缺陷检测方法,其特征在于,在所述锻件图像上构建各像素点的纹理特征包括:
8.一种钛合金锻件的表面缺陷检测系统,其特征在于,包括处理器和存储器,所述存储器存储有计算机程序指令,当所述计算机程序指令被所述处理器执行时实现根据权利要求1至7中任一项所述的一种钛合金锻件的表面缺陷检测方法。
技术总结本申请涉及图像处理技术领域,尤其涉及一种钛合金锻件的表面缺陷检测方法及系统,方法包括:获取锻件图像中各像素点的显著性,将显著性大于显著性阈值的像素点作为待修正点,将显著性不大于显著性阈值的像素点作为标准点;获取锻件图像的亮度图,在亮度图上构建各像素点的光照特征;计算一个待修正点与各标准点的修正权重,依据归一化后的修正权重对锻件图像中各标准点的像素值进行加权求和,以获取待修正点的修正值,得到修正图像,计算锻件图像和修正图像的差值图,得到缺陷检测结果。通过本申请的技术方案,能够得到准确的表面缺陷检测结果。技术研发人员:蔡双凯,赵成,王宝军,王建平,韩宏利受保护的技术使用者:宝鸡市聚鑫源新材料股份有限公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240731/193728.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表