一种共挤多层全降解智能包装膜及其制备方法
- 国知局
- 2024-08-02 13:45:21
本发明涉及食品包装新材料领域,具体公开了一种共挤多层全降解智能包装膜及其制备方法。
背景技术:
1、全降解材料的研发具有重要意义。智能包装、活性包装材料可以利用包装自身的指示性或抗菌、抗氧化等功能活性,实现食品的有效保鲜,其出现为商家、消费者提供了监控、保持食品品质的新方法、新技术。然而,市面上却鲜有上述产品,主要原因是其生产效率低,造价高昂且难以兼顾各功能特性。
2、多层共挤吹塑是一种高通量生产多层复合膜的有效方式,该工艺可以实现包装材料抗菌、抗氧化、指示性等功能的有机耦合和定向设计,生产的薄膜具有单层膜所不具备的性能优势,应用领域更加广泛。利用多层共挤吹塑的方式生产全降解智能包装膜,对于食品行业有着重要的应用价值和现实意义。
3、现有的技术中,申请号为201710048514.8和201710048515.2的中国发明专利公开了利用多层共挤吹塑/流延的方式生产abcba型五层非功能性淀粉复合膜;申请号201510216260.7的中国发明专利“一种五层共挤高强度阻隔抗菌环保复合膜”公开了一种主要基于淀粉、聚乳酸、壳聚糖的多层共挤流延抗菌膜,但实际应用中发现该包装膜韧性差,且未公开薄膜抗菌性参数,其在实际食品中的应用性也未阐明;申请号202211608639.9的中国发明专利“一种低花青素泄露的海藻酸钠/纤维素纳米晶体/蜂蜡基疏水性指示膜的制备方法”采用层层流延的方式制备了覆盖蜂蜡疏水层的双层智能包装膜,但该申请技术方案中疏水层和智能指示层的复合方式较为复杂,生产连续性差,亦无对智能指示层的内部保护层。
4、虽然国内外已经对多层全降解包装膜的制备技术进行了一定的研究,但存在产品性能差、成本高、可操作性弱等诸多不足之处。有鉴于此,确有必要提供一种新的技术方案来克服现有技术存在的诸多问题。
技术实现思路
1、本发明针对现有技术存在的诸多缺陷,提供了一种共挤多层全降解智能包装膜及其制备方法,由亲水抗菌内层、智能显色中层、耐水外层组成,其中亲水抗菌内层主要由淀粉、聚对苯二甲酸/己二酸丁二醇酯、聚乙烯醇、季铵抗菌剂组成;智能显色中层主要由淀粉、聚对苯二甲酸/己二酸丁二醇酯、有机改性蒙脱土、天然指示剂组成;耐水外层主要由淀粉、聚对苯二甲酸/己二酸丁二醇酯、酯类疏水剂、乳化剂组成。各层原料分别进行挤出造粒,获得各层相应母粒后,利用多层共挤吹塑工艺获得所述共挤多层全降解智能包装膜。上述结构的包装膜生产高效稳定,具有优异的抗菌性能、机械性能、耐水性能、阻隔性能及智能指示食品货架期的功能,能够显著延长食品贮藏期,保证食品安全。
2、本发明的具体技术方案如下:
3、一种共挤多层全降解智能包装膜,为三层结构,由亲水抗菌内层、智能显色中层、耐水外层组成;其中亲水抗菌内层为整个薄膜厚度的20~30%,智能显色中层为整个薄膜厚度的50~70%,耐水外层为整个薄膜厚度的10~20%。
4、更进一步的,所述亲水抗菌内层组成按重量份为淀粉20~50份、聚对苯二甲酸/己二酸丁二醇酯(pbat)50~80份、聚乙烯醇5~20份、增塑剂5~20份、抗菌剂1~5份;
5、所述智能显色中层组成按重量份为淀粉50~80份、聚对苯二甲酸/己二酸丁二醇酯(pbat)20~50份、增塑剂30~50份、有机改性蒙脱土5~10份、指示剂0.1~0.5份;
6、所述耐水外层组成按重量份为淀粉10~20份、聚对苯二甲酸/己二酸丁二醇酯(pbat)80~90份、增塑剂2~10份、疏水剂1~5份、乳化剂0.1~0.5份。
7、上述成膜配料是通过发明人大量试验后所得到的创新性配方,首次在挤出薄膜中集成了优异的阻隔性、指示性和抗菌性。特别地,抗菌内层的亲水性可以使包装内食品所产生的部分水汽和挥发性胺类物质通过,同时疏水外层防止其进一步向外扩散,因此目标产物(水和有机胺类)可以在较厚的指示层中充分地进行聚集,进而使薄膜颜色发生变化,快速地对食品品质变化作出响应。
8、更进一步的,上述各层中的淀粉为羟丙基二淀粉磷酸酯、羟丙基高直链玉米淀粉中的一种或两种混合物;所述增塑剂为水、甘油、山梨醇中的一种或两种混合物。
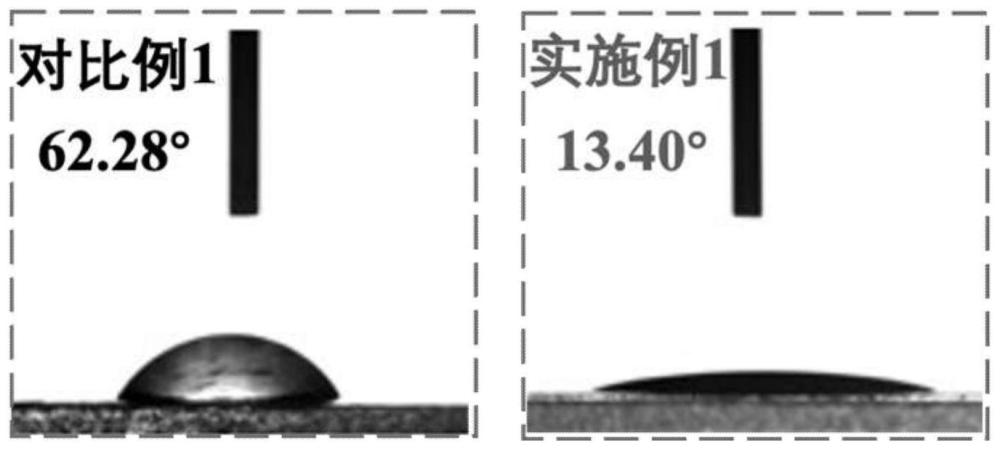
9、优选地,所述亲水抗菌内层中抗菌剂为烷基季铵盐,或烷基季铵盐与乙二胺四乙酸混合物,烷基季铵盐与乙二胺四乙酸的质量混合比为1:0.5~1.2;所述烷基季铵盐为双链烷基氯化铵或双链烷基溴化铵,烷基链长12~18个碳原子。此外,烷基季铵盐本身是作为抗菌剂添加到薄膜中的,然而意外地通过改变淀粉/聚对苯二甲酸/己二酸丁二醇酯/聚乙烯醇基质的微观结构、分子间相互作用等,使得薄膜的表面亲水性得到了极大的增强。增强的薄膜亲水性将有利于膜内抗菌剂发挥抗菌作用和智能显色中层发挥指示作用。
10、优选地,所述智能显色中层中指示剂为蓝莓提取物(花青素含量不低于25%)、黑枸杞提取物(花青素含量不低于25%)、姜黄素中的一种或两种混合物。
11、优选地,所述耐水外层中疏水剂为牛油、猪油、羊油、蜂蜡、巴西棕榈蜡、液体石蜡中的一种或多种混合物;乳化剂为辛烯基琥珀酸淀粉酯或辛烯基琥珀酸淀粉酯与双十八烷基二甲基氯化铵(或溴化铵)的混合物。
12、发明人亦提供了上述共挤多层全降解智能包装膜的制备方法,具体实施步骤如下:
13、s1.加工助剂预处理:
14、(1)抗菌剂:将抗菌剂与增塑剂在室温下搅拌5~8min至均匀,得到抗菌剂和增塑剂混合物;
15、(2)指示剂:将指示剂按一定比例与无水乙醇混合(质量体积比1:10~1:20),装入密封容器后,得到指示剂醇溶液,避光保存;
16、(3)疏水剂:将疏水剂、乳化剂按一定比例与乙醇混合(疏水剂、乳化剂混合物与乙醇的质量体积比1:20~1:30),装入密封容器后,水浴加热1h,温度70~90℃,得到疏水剂乳液。
17、s2.物料混合:
18、(1)内层:将淀粉、聚对苯二甲酸/己二酸丁二醇酯、聚乙烯醇按比例置于高速混合机中,调节转速在3hz预混3min;之后调节转速至5hz,并通过混合机上方加料口缓慢倒入抗菌剂和增塑剂的混合物,继续搅拌3min后,通过混合机下方出料口卸料,装入pe袋密封后室温静置24~48h;
19、(2)中层:将淀粉、聚对苯二甲酸/己二酸丁二醇酯、有机改性蒙脱土按比例置于高速混合机中,调节转速在3hz预混3min;之后调节转速至5hz,并通过混合机上方加料口缓慢倒入增塑剂,继续搅拌3min后,通过混合机下方出料口卸料,装入pe袋密封后室温静置24~48h;
20、(3)外层:将淀粉、聚对苯二甲酸/己二酸丁二醇酯按比例置于高速混合机中,调节转速在3hz预混3min;之后调节转速至5hz,并通过混合机上方加料口缓慢倒入增塑剂,继续搅拌3min后,通过混合机下方出料口卸料,装入pe袋密封后室温静置24~48h;
21、s3.造粒成型:
22、步骤s2中获得内层、中层、外层物料,分别通过双螺杆挤压造粒机造粒,造粒温度为110-180℃,螺杆转速为125-250r/min;
23、将步骤s1中获得的指示剂醇溶液均匀喷涂至本步骤中获得的中层的颗粒上;将步骤s1中获得的疏水剂乳液均匀喷涂至本步骤中获得的外层的颗粒上;
24、然后将上述处理后的粒料置于室温、避光、通风处使乙醇挥发,得到最终吹膜粒料;
25、s4.共挤吹塑成膜:
26、将步骤s3制备的粒料用三台单螺杆挤出机和abc型挤出机头吹塑成膜,吹塑温度120-180℃;通过独立地调节三台挤出机的螺杆转速,控制亲水抗菌内层为整个薄膜厚度的20~30%,智能显色中层为整个薄膜厚度的50~70%,耐水外层为整个薄膜厚度的10~20%;通过调节牵引速度与吹胀比,控制薄膜厚度在40-90μm。
27、发明人在最初发明过程中曾采用四层、五层共挤制膜,但发现由于不同层之间的粒料熔体流动性存在较大差异,熔体在挤出机头处难以复合且会出现返流现象,经过材料配伍、制备工艺优化及薄膜功能优化设计,最终根据食品包装的实际应用需求,采用三层结构设计,分为亲水抗菌内层、智能显色中层、耐水外层。优化方案前,发明人亦发现薄膜亲水抗菌内层存在细小孔洞,母粒熔融加工性能差,导致实际薄膜吹塑过程中加工困难,膜泡不稳定,耐水外层与智能显色中层层间易剥离,导致生产出的薄膜不具备实际应用价值。在多次实验、改进的基础上,最终得到了上述最优配方与操作方案,解决了上述问题。
28、其中抗菌剂的预处理可以使得油膏状季铵盐抗菌剂得到均匀分散,同时增塑剂和抗菌剂之间的混合在一定程度上避免了抗菌剂受热分解,进而保证了薄膜的结构完整性,稳定了加工过程;智能显色中层和疏水外层的“造粒后涂覆目标组分”的方法,特别适合本发明所述体系的增容,能够明显改善层间粘附特性,并能实现利用少量指示剂达到智能显色的目的;同时内层亲水性和外层疏水性同时作用,可以将目标指示组分更好的截留在智能显色中层,从而提升薄膜的智能响应性。
29、上述共挤多层全降解智能包装膜特别适用于包装新鲜水产品、畜禽产品,提供保鲜与品质指示的双重效果,本发明克服了现有智能包装显色ph范围宽、不灵敏的缺点;亦可应用于包装新鲜面包等短保质期食品,延长其货架期。
30、与现有技术相比,本技术所提供的共挤多层全降解智能包装膜的优势在于:
31、(1)仅食品接触面含抗菌成分(所述亲水抗菌内层),其造粒过程可单独进行,应用较低加工温度,进而更好地保留抗菌活性;
32、(2)通过添加季铵类抗菌剂,意外地发现了其可以大幅提升薄膜亲水性,在包装果蔬、肉制品等高水分食品时能大幅提升抗菌效率;
33、(3)所述智能显色中层的制备方法(醇溶后喷涂)仅需极少量的指示剂即可获得颜色均匀的薄膜,大幅降低了生产成本,同时利用薄膜独特的“非对称透过性”可以将腐败特征产物截留在指示层,保证了快速、精准响应,显著提升了薄膜性能;
34、(4)耐水外层可以有效保持薄膜在高湿度环境下的完整性,利用后续喷涂疏水剂乳液的方式,使疏水剂分散于多层膜外表面,可以实现疏水层与中层的紧密结合,解决多层膜易层间剥离的问题。
35、综上所述,本发明制备的共挤多层全降解智能包装膜具有优异的抗菌性能、机械性能、耐水性能以及智能指示食品新鲜度的功能,制膜成本低且采用的制膜方式连续高效,该共挤多层全降解智能包装膜适用于商业化生产,并能够应用于多种食品包装场景。
本文地址:https://www.jishuxx.com/zhuanli/20240801/240537.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表