一种超薄铝钎焊均热板及其制备方法与流程
- 国知局
- 2024-08-02 15:25:18
本发明涉及便携式设备冷却系统领域,具体是一种超薄铝钎焊均热板及其制备方法。
背景技术:
1、随着社会发展技术进步,各种电子设备越做越薄、体积越来越小。单位散热密度也越来越高,传统的散热器不是体积笨重就是厚度太大、或散热效率低,如中国专利cn111843394 a公布了《一种沟槽式超薄铝基均热板及其制备方法》所述发明的沟槽是用铣削方式加工而成,由于受到刀具尺寸限制,沟槽间隔太大,数量有限,从而限制了换热功率。又如中国专利cn113606970b公布了《一种超薄均热板及其制备方法》,所述发明的由编织网组成的吸液芯孔径达到200μm,孔径尺寸太大,而且吸液芯与盖板之间存在间隙,不利于导热。
2、因此现有的散热装置越来越不满足当下便携式设备的散热需求,所以迫切需要更先进的散热技术。
技术实现思路
1、本发明的目的在于解决现有便携式设备的散热问题,提出一种超薄铝钎焊均热板及其制备方法。
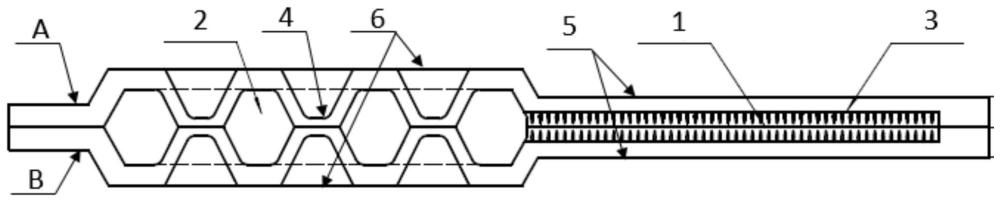
2、为达到上述目的,本发明采用的技术方案是:一种超薄铝钎焊均热板,该均热板由上下两块薄板组合而成,每块薄板设有蒸发腔和冷凝腔,其中蒸发腔内侧设有凹凸不平的毛化层,外侧为吸热面,冷凝腔设有凸台,冷凝腔外侧为散热面,两块薄板通过钎焊方式组合成一体,所述上下两块薄板的凸台对顶接触,经钎焊固定一起,蒸发腔和冷凝腔是相通的,整个均热板四周封闭,形成密闭空腔,空腔内注有低沸点冷却介质。
3、所述毛化层深度为料厚的一半。
4、所述毛化层通过激光毛化加工而成,使用激光光束在薄板上打出凹凸不平的点。
5、所述凸台为异形结构。
6、所述凸台为圆形。
7、所述薄板厚度小于1.0mm。
8、所述薄板材质为铝合金。
9、一种超薄铝钎焊均热板的制备方法,包括如下步骤:
10、(1)使用激光毛化工艺在薄板上打出凹凸不平的点;
11、(2)使用冲床对薄板冲压出凸台和四周密封边;
12、(3)使用夹具,把各个部件组合一起;
13、(4)把组装完成的均热板放置于钎焊炉,使其钎焊成一体;
14、(5)抽真空,往均热板内充注冷却液,并密封。
15、本发明的有益效果是:
16、1、本发明与现有技术相比,具有体积小巧,厚度薄的优点,可布置在便携式设备内。
17、2、能够增强化热效果,换热功率比现有技术增加11%。
技术特征:1.一种超薄铝钎焊均热板,其特征在于,该均热板由上下两块薄板组合而成,每块薄板设有蒸发腔和冷凝腔,其中蒸发腔内侧设有凹凸不平的毛化层,外侧为吸热面,冷凝腔设有凸台,冷凝腔外侧为散热面,两块薄板通过钎焊方式组合成一体,所述上下两块薄板的凸台对顶接触,经钎焊固定在一起,蒸发腔和冷凝腔是相通的,整个均热板四周封闭,形成密闭空腔,空腔内注有低沸点冷却介质。
2.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述毛化层深度为料厚的一半。
3.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述毛化层通过激光毛化加工而成。
4.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述凸台为异形结构。
5.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述凸台为圆形。
6.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述薄板厚度小于1.0mm。
7.根据权利要求1所述的超薄铝钎焊均热板,其特征在于,所述薄板材质为铝合金。
8.一种权利要求1~7任一项所述的超薄铝钎焊均热板的制备方法,其特征在于:包括如下步骤:
技术总结本发明公布了一种超薄铝钎焊均热板及其制备方法,该均热板由上下两块薄板组合而成,每块薄板设有蒸发腔和冷凝腔,其中蒸发腔内侧设有凹凸不平的毛化层,外侧为吸热面,冷凝腔设有凸台,冷凝腔外侧为散热面,两块薄板通过钎焊方式组合层一体。本发明与现有技术相比,具有体积小巧,厚度薄的优点,可布置在便携式设备内。并且能够增强化热效果,换热功率比现有技术增加11%。技术研发人员:魏远海,黄万鹏,李文用,韦明泉,詹志雄,韦克正,苏长林受保护的技术使用者:南宁八菱科技股份有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240801/246000.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表