一种刀头坯体表面金刚石磨粒有序排布检测方法及系统
- 国知局
- 2024-08-05 11:58:38
本发明涉及金刚石磨粒检测,具体是涉及一种刀头坯体表面金刚石磨粒有序排布检测方法、系统、设备及存储介质。
背景技术:
1、金刚石磨粒凭借其高强度、高锋利度的特点被广泛应用于加工工具领域,通过实验发现,金刚石磨粒的有序排布是保证金刚石刀具性能与使用寿命的关键。
2、通过计算目标之间的相对位置来判断多目标排布队列性是一种常见的数学方法,但这种方法仅适用于目标位置固定的情况,而在刀头胚体制造过程中,由于刀头胚体上的金属粉具有流动性,金刚石磨粒在刀头胚体上的排布状态是不固定的,加上刀头胚体需要布设多层金属粉和金刚石磨粒,采用这种方法不仅会耗费大量算力,且容易产生误判。
3、目前已有部分金刚石刀头冷压设备采用传统机器视觉技术中的图像模板对照法对金刚石磨粒排布质量进行控制,其原理是将反映金刚石磨粒当前排布情况的实际生产图像与反映金刚石磨粒有序排布情况的模板图像进行对比,一旦检测到实际生产图像与模板图像不一致或者实际生产图像上出现金刚石磨粒缺失数量超标时即认为是残次品。对于用模具吸附的金刚石磨粒的排布检测,图像模板对照法是比较有效的,但处于未烧结非刚性基体的生坯表面的金刚石磨粒分布往往会产生微位移,这种情况经常被图像模板对照法误判为残次品。由于金刚石磨粒的有序排布强调的是一种整体宏观的有序而并非严格几何等距和对齐排列,应用图像模板对照法检测生坯表面金刚石磨粒的排布质量容易造成大量误判。
技术实现思路
1、本发明提供一种刀头坯体表面金刚石磨粒有序排布检测方法、系统、设备及存储介质,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、第一方面,提供一种刀头坯体表面金刚石磨粒有序排布检测方法,包括:
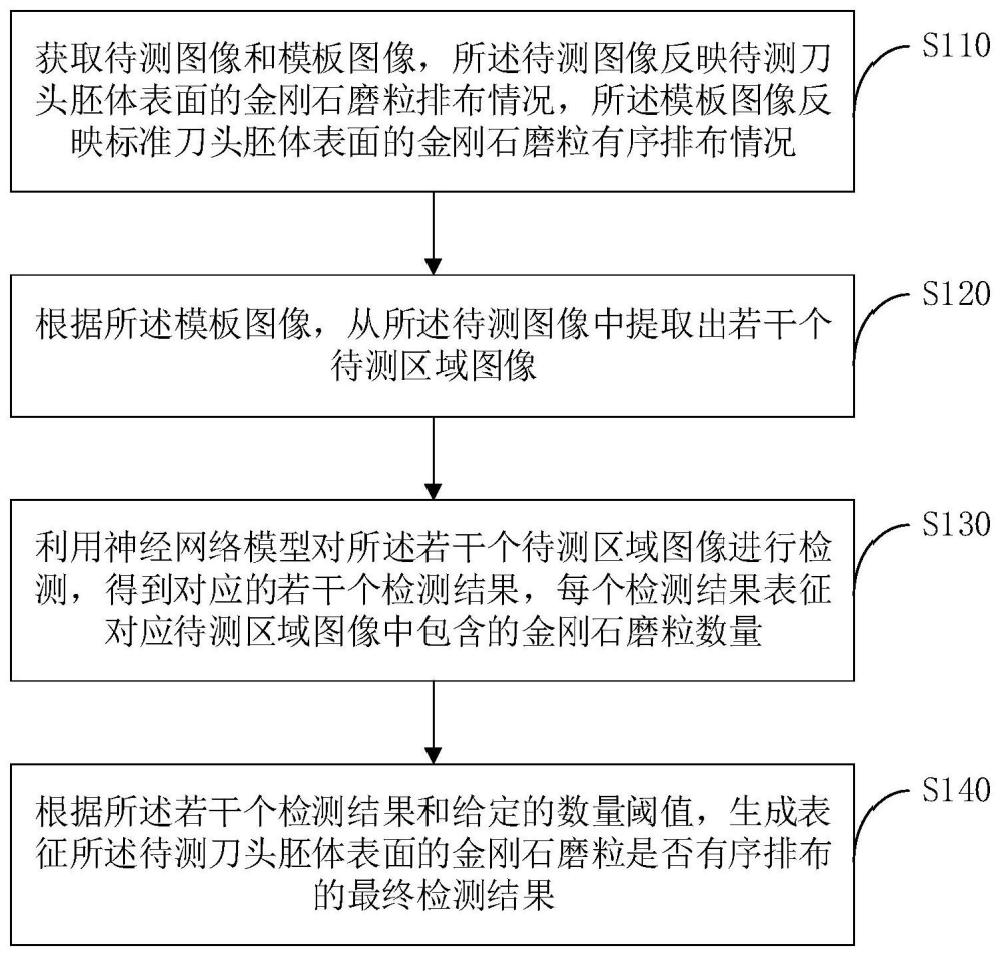
3、获取待测图像和模板图像,所述待测图像反映待测刀头胚体表面的金刚石磨粒排布情况,所述模板图像反映标准刀头胚体表面的金刚石磨粒有序排布情况;
4、根据所述模板图像,从所述待测图像中提取出若干个待测区域图像;
5、利用神经网络模型对所述若干个待测区域图像进行检测,得到对应的若干个检测结果,每个检测结果表征对应待测区域图像中包含的金刚石磨粒数量;
6、根据所述若干个检测结果和给定的数量阈值,生成表征所述待测刀头胚体表面的金刚石磨粒是否有序排布的最终检测结果。
7、进一步地,所述根据所述模板图像,从所述待测图像中提取出若干个待测区域图像包括:
8、所述模板图像为标准模腔区域图像且预先标记出有序排布的若干个金刚石磨粒,从所述模板图像中获取所述若干个金刚石磨粒的标准位置;
9、从所述待测图像中提取出待测模腔区域图像,再利用所述待测模腔区域图像与所述模板图像之间的对应点对的位置信息,确定所述待测模腔区域图像与所述模板图像之间的空间映射矩阵;
10、利用所述空间映射矩阵对所述若干个金刚石磨粒的标准位置进行转换,得到所述若干个金刚石磨粒的映射位置;
11、根据所述若干个金刚石磨粒的映射位置,在所述待测模腔区域图像中对应提取出尺寸相同的若干个待测区域图像。
12、进一步地,每个待测区域图像的中心位置为对应金刚石磨粒的映射位置,每个待测区域图像的长度和宽度为标准金刚石磨粒的直径的两倍。
13、进一步地,当待测模腔区域和标准模腔区域为矩形区域时,
14、在所述待测图像上定义的第一直角坐标系以待测模腔区域的第一角点为原点,所述待测模腔区域的短边与所述第一直角坐标系的纵轴平行;在所述模板图像上定义的第二直角坐标系以标准模腔区域的第二角点为原点,所述标准模腔区域的短边与所述第二直角坐标系的纵轴平行;所述第一角点与所述第二角点构成所述待测图像与所述模板图像之间的对应点对。
15、进一步地,当待测模腔区域和标准模腔区域为扇形区域时,
16、在所述待测图像上定义的第一直角坐标系以待测模腔区域的第一角点为原点,所述待测模腔区域的弧线中点的切线与所述第一直角坐标系的横轴平行;在所述模板图像上定义的第二直角坐标系以标准模腔区域的第二角点为原点,所述标准模腔区域的弧线中点的切线与所述第二直角坐标系的横轴平行;所述第一角点与所述第二角点构成所述待测图像与所述模板图像之间的对应点对。
17、进一步地,当所述数量阈值表征最少正常排列数量时,所述根据所述若干个检测结果和给定的数量阈值,生成表征所述待测刀头胚体表面的金刚石磨粒是否有序排布的最终检测结果包括:
18、从所述若干个检测结果中筛选出表征对应待测区域图像中仅包含单个金刚石磨粒的所有检测结果,确定所述所有检测结果共同反映的金刚石磨粒数量;
19、当识别到所述金刚石磨粒数量大于等于所述数量阈值时,生成表征所述待测刀头胚体表面的金刚石磨粒有序排布的最终检测结果;
20、当识别到所述金刚石磨粒数量小于所述数量阈值时,生成表征所述待测刀头胚体表面的金刚石磨粒乱序排布的最终检测结果。
21、进一步地,当所述数量阈值表征最多错位数量时,所述根据所述若干个检测结果和给定的数量阈值,生成表征所述待测刀头胚体表面的金刚石磨粒是否有序排布的最终检测结果包括:
22、从所述若干个检测结果中剔除表征对应待测区域图像中仅包含单个金刚石磨粒的所有检测结果,确定剩下的所有检测结果共同反映的金刚石磨粒数量;
23、当识别到所述金刚石磨粒数量小于等于所述数量阈值时,生成表征所述待测刀头胚体表面的金刚石磨粒有序排布的最终检测结果;
24、当识别到所述金刚石磨粒数量大于所述数量阈值时,生成表征所述待测刀头胚体表面的金刚石磨粒乱序排布的最终检测结果。
25、第二方面,提供一种刀头坯体表面金刚石磨粒有序排布检测系统,包括:
26、第一模块,用于获取待测图像和模板图像,所述待测图像反映待测刀头胚体表面的金刚石磨粒排布情况,所述模板图像反映标准刀头胚体表面的金刚石磨粒有序排布情况;
27、第二模块,用于根据所述模板图像,从所述待测图像中提取出若干个待测区域图像;
28、第三模块,用于利用神经网络模型对所述若干个待测区域图像进行检测,得到对应的若干个检测结果,每个检测结果表征对应待测区域图像中包含的金刚石磨粒数量;
29、第四模块,用于根据所述若干个检测结果和给定的数量阈值,生成表征所述待测刀头胚体表面的金刚石磨粒是否有序排布的最终检测结果。
30、第三方面,提供一种计算机设备,包括存储器和处理器,所述存储器上存储计算机程序,所述处理器执行所述计算机程序以实现如第一方面所述的刀头坯体表面金刚石磨粒有序排布检测方法。
31、第四方面,提供一种计算机可读存储介质,其上存储计算机程序,所述计算机程序被处理器执行时实现如第一方面所述的刀头坯体表面金刚石磨粒有序排布检测方法。
32、本发明至少具有以下有益效果:考虑到金刚石磨粒的有序排列标准可以调整为“轻微形变”下的“整体有序”,也就是允许金刚石磨粒存在一定程度的偏移现象,通过引入机器视觉技术和深度学习技术,将模板图像中出现的处于有序排布状态的若干个金刚石磨粒的标准位置映射到一帧当前采集的待测图像,并在待测图像上以每个映射位置为中心且以金刚石磨粒直径的两倍为宽度绘制网格区域,再从待测图像中提取出每个网格区域选中的待测区域图像,通过判断每个待测区域图像内是否仅包含单个金刚石磨粒,既保证金刚石刀体中的金刚石磨粒的宏观定向排布,也高效地确定金刚石刀体中的金刚石磨粒的填充率情况,可以有效提高检测效率和检测精度,节省计算资源,具有高容错性和便利性,在确保金刚石刀体上的金刚石磨粒有序排布质量的同时,可以适用于不同的金刚石刀头坯体制备场景;此外,本发明主要是对刀头坯体在完成预压工序之后其上的金刚石磨粒排布情况进行检测,可以为控制金刚石刀具生产过程的质量提供技术保障。
本文地址:https://www.jishuxx.com/zhuanli/20240802/260411.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。