1.本发明保护膜生产技术领域,具体地说,本发明涉及一种光电保护膜生产线及防静电偏光片光电保护膜。
背景技术:
2.防静电偏光光电保护膜的表面需要涂布胶水,起保护及增加光泽作用。胶水的均匀性影响着涂胶的质量,因此保护膜胶水使用前需要搅拌均匀。在搅拌过程中,会有空气进入胶水中,进入胶水中的空气受热膨胀会产生气泡,会影响保护膜涂胶效果,导致防静电偏光片光电保护膜良率的降低。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提供一种光电保护膜生产线,目的是提高防静电偏光片光电保护膜的良率。
4.为了实现上述目的,本发明采取的技术方案为:光电保护膜生产线,包括涂胶装置、搅拌装置、与所述搅拌装置连接且用于对搅拌装置进行抽真空处理的抽真空装置和用于将来自搅拌装置的胶液输送至所述涂胶装置的胶液输送装置,胶液输送装置与涂胶装置和搅拌装置连接。
5.所述胶液输送装置包括与所述搅拌装置连接的第一输送管、与第一输送管连接的输送泵、与输送泵连接的第二输送管、分配器和与分配器连接的进胶管,进胶管设置多个,进胶管与所述涂胶装置的胶槽连接,各个进胶管分布在不同位置处。
6.所述分配器具有多个出胶口,各个所述进胶管的进胶口通过第三输送管与分配器的一个出胶口连接,进胶管的进胶口的高度大于进胶管的出胶口的高度,进胶管的出胶口与所述胶槽连接。
7.所述进胶管设置所述胶槽的四个侧壁上。
8.本发明还提供了一种根据光电保护膜生产线制备得到的防静电偏光片光电保护膜。
9.所述防静电偏光片光电保护膜由下至上依次包括抗静电层、耐磨层、缓冲层、基膜层、粘胶层、离型膜层。在使用时,撕去离型膜层,将保护膜通过粘胶层贴附在偏光片表面。
10.所述基膜层为pet基膜层、pp基膜层、pvc基膜层、poe基膜层的任意一种。
11.所述基膜层的厚度为10~100μm。
12.所述抗静电层、耐磨层、缓冲层的厚度分别为1~3μm、10~50μm、10~50μm。
13.所述粘胶层的厚度为2~5μm。
14.所述防静电偏光片光电保护膜的阻抗值≥108ω/cm2。
15.本发明的光电保护膜生产线,通过设置抽真空装置对搅拌装置进行抽真空处理,去除胶液中的气泡,提高防静电偏光片光电保护膜的良率。
16.本发明的防静电偏光片光电保护膜具有良好的抗静电、耐刮擦、缓冲性能,可在运
输的过程中实现对于偏光片的有效保护。
附图说明
17.本说明书包括以下附图,所示内容分别是:
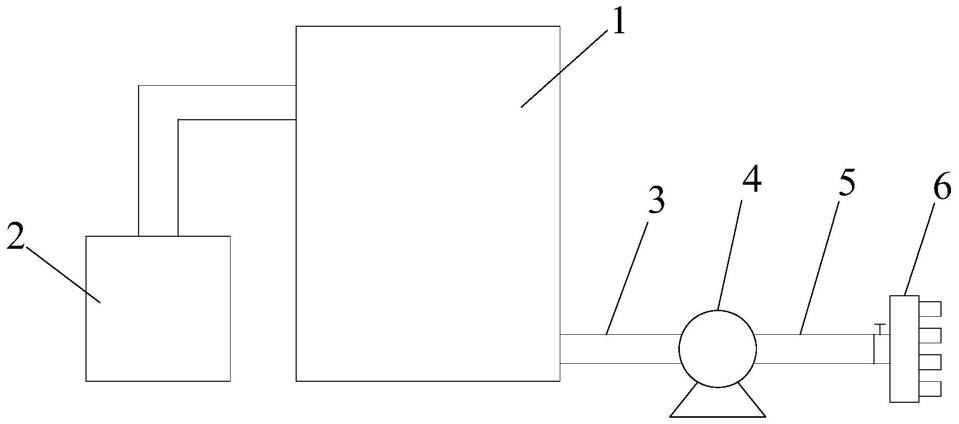
18.图1是本发明光电保护膜生产线的局部结构示意图;
19.图2是胶槽与进胶管的连接示意图;
20.图3为防静电偏光片光电保护膜的结构示意图;
21.图中标记为:1、搅拌容器;2、抽真空装置;3、第一输送管;4、输送泵;5、第二输送管;6、分配器;7、胶槽;8、进胶管;9、抗静电层;10、耐磨层;11、缓冲层;12、基膜层;13、粘胶层;14、离型膜层。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
23.需要说明的是,在下述的实施方式中,所述的“第一”、“第二”和“第三”并不代表结构和/或功能上的绝对区分关系,也不代表先后的执行顺序,而仅仅是为了描述的方便。
24.本发明提供了一种光电保护膜生产线,用于生产防静电偏光片光电保护膜。如图1和图2所示,本发明的光电保护膜生产线包括涂胶装置、搅拌装置、与搅拌装置连接且用于对搅拌装置进行抽真空处理的抽真空装置2和用于将来自搅拌装置的胶液输送至涂胶装置的胶液输送装置,胶液输送装置与涂胶装置和搅拌装置连接。
25.采用本发明的光电保护膜生产线,防静电偏光片光电保护膜的制备方法包括如下的步骤:
26.s1、放卷;
27.s2、涂胶;
28.s3、烘干;
29.s4、收卷。
30.具体地说,在上述步骤s1中,通过放卷筒进行基膜放卷,通过导辊将放卷的基膜输送至涂胶装置。在上述步骤s2中,旋转的涂胶辊将胶液涂覆至基膜的表面上。在上述步骤s3中,涂胶后的保护膜通过导辊输送至烘干箱中进行烘干处理。在上述步骤s4中,烘干后的保护膜通过导辊输送至收卷筒处进行收卷。
31.涂胶装置包括胶槽7和涂胶辊,涂胶辊用于将胶槽7中的胶液涂覆在基膜的表面上,随着胶槽7中胶液的减少,需要胶液输送装置向胶槽7中补充胶液。搅拌装置中的胶液经过胶液输送装置补充至胶槽7中,而抽真空装置2对搅拌装置的胶液进行抽真空处理后,可以去除胶液中的气泡,进入胶槽7中的胶液不带有气泡,从而不会影响涂胶质量,提高防静电偏光片光电保护膜的良率。
32.如图1所示,搅拌装置主要包括搅拌容器1、电机、搅拌轴和搅拌叶片,搅拌轴一端连在电机的转轴上,搅拌叶片设在搅拌轴的另一端,搅拌叶片位于搅拌容器1中。搅拌容器1用于盛放胶液,搅拌容器1设置抽真空口,抽真空装置2是在搅拌容器1的抽真空口处与搅拌
容器1连接。搅拌容器1的底部设置出胶口,胶液输送装置与搅拌容器1的出胶口连接。
33.如图1和图2所示,胶液输送装置包括与搅拌装置连接的第一输送管3、与第一输送管3连接的输送泵4、与输送泵4连接的第二输送管5、分配器6和与分配器6连接的进胶管8,进胶管8设置多个,进胶管8与涂胶装置的胶槽7连接,各个进胶管8分布在不同位置处。第一输送管3的一端与搅拌容器1的出胶口连接,第一输送管3的另一端与输送泵4的进胶口连接,输送泵4的出胶口与第二输送管5的一端连接,第二输送管5的另一端与分配器6的进胶口连接,输送泵4为隔膜泵。分配器6具有多个出胶口,各个进胶管8的进胶口通过第三输送管与分配器6的一个出胶口连接,进胶管8的进胶口的高度大于进胶管8的出胶口的高度,进胶管8的出胶口与胶槽7连接。分配器6的进胶口设置一个,分配器6的进胶口与分配器6的所有出胶口连通,分配器6的进胶口处设置开关阀,开关阀用于控制分配器6的进胶口的开闭。
34.如图1和图2所示,胶槽7为矩形盒体结构,进胶管8设置胶槽7的四个侧壁上,进胶管8与胶槽7的侧壁的下端连接,胶槽7的侧壁为竖直设置,使得补充的胶液能够胶槽7的四个侧壁分别进入胶槽7中,形成多点分布式进胶,进胶均匀,减小胶液的流动距离,减少液面的波动。进胶管8的下端与胶槽7的侧壁固定连接,进胶管8的上端与第三输送管的一端连接,第三输送管的另一端与分配器的出胶口连接。
35.本发明还提供了一种根据光电保护膜生产线制备得到的防静电偏光片光电保护膜。
36.如图3所示,防静电偏光片光电保护膜由下至上依次包括抗静电层9、耐磨层10、缓冲层11、基膜层12、粘胶层13、离型膜层14。
37.基膜层12为pet基膜层、pp基膜层、pvc基膜层、poe基膜层的任意一种。基膜层12的厚度为10~100μm。抗静电层9、耐磨层10、缓冲层11的厚度分别为1~3μm、10~50μm、10~50μm。粘胶层13的厚度为2~5μm。防静电偏光片光电保护膜的阻抗值≥108ω/cm2。
38.以上结合附图对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。