具有共享共用机器人的互联存储结构与制造单元的制造系统
1.本技术主张2019年6月11日日向美国专利及商标局(uspto)提交的申请号为62/860,024,发明名称为“manufacturing facility with interconnected storage structure and manufacturing cells sharing a common robotic fleet”的临时专利申请案的优先权和权益。上述参考专利申请案的说明书通过引用整体并入本文。
技术领域
2.一般而言,本文的实施例涉及制造。更具体来说,本文的实施例涉及具有互联的自动仓储系统(asrs)和制造单元的制造系统,所述asrs和制造单元共享一队共用的机器人存储/取出车辆(rsrvs),所述rsrv在asrs结构内导航,并将组件从asrs结构传送至制造系统的各个制造单元。
背景技术:
3.制造中的自动化通常是指实施以完全自动化的方式执行机械式操作,例如加工、组装、材料处理等的系统。自动化制造包括制造过程的自动化步骤,制造过程除了自动化步骤外,还涉及根据在每一个制造单元执行的特定制造过程,在制造设施的各个制造单元所需的特定组件,例如工件、工件支架、工具件等的传送。随着自动化技术的不断发展,制造设施中大多数的操作通常利用自动化的机器和机器人执行,极少人工介入。在某些自动化制造设施中,处理操作的顺序由制造设备的配置决定,并且不能从一个订单更改至另一个订单。在实施可编程自动化的其他自动化制造设施中,针对每一笔订单对制造设备进行重新编程和转换是耗时的,并且会导致长时间的停机,从而降低制造速度。考虑到制造设备的重新编程和转换是时间密集的,其他自动化制造设施大幅限制了所制造的物品的数量和种类,从而进一步降低制造速度。
4.传统上,制造遵循线性的工作流程,其中,每一个制造步骤按照由输送系统或运输路径的典型单向流所界定的顺序进行。一旦设计好工作流程并将输送机固定在工厂地板上,制造工作流程基本上很难根据需求的改变进行修改。随着客户对定制产品的期望迅速提高,制造商旨在通过关注客户体验来脱颖而出。因此,需要自动化和具有能够容易且灵活地适应条件变化的能力的制造系统。
5.传统的制造设施包括被分为两个或多个的分散的制造区域、以及大多为分离或分开的线路,制造单元在这些线路中通过大规模的远程输送系统和运输路径相互连接。传统的制造设施的布局通常依赖于大规模的远程输送系统、货架之间的众多通道、以及间隔宽且不连续的制造区域,因此是空间密集、运作密集且设备密集的。传统的系统将每一个制造过程分成独立的功能,这些功能由通过固定的输送带或地面运输连接的独立实体管理。制造过程通常包括接收、备料、建立子组合件和最终组装,这些制造过程通常是由通过线性输送机或地面运输连接的独立制造设备提供运作的独立过程。根据组装过程,制造单元通常是为单个子组合件而配置的,并需要许多运输路径来完成最终组装。需要通过单个自动化材料处理系统来完成所有制造过程,所述单个自动化材料处理系统不需要远程输送机或地
面运输,并且制造单元可根据需要进行软件配置和编程。
6.在某些制造设施中使用的自动仓储系统(asrs)通常不与制造单元连接,从而使得难以存取存储在asrs中且在制造单元执行制造过程所需的组件。此外,asrs设备依赖下游分类解决方案,以在正确的时间和以正确的顺序将物品传送至工作区。需要通过将可扩展的制造单元连接至asrs来将能够处理大量库存的asrs集成到制造环境中,以提供对大量组件的方便存取,从而优化物品制造,所述组件例如工件和工件套件以及相关的工具件和工件支架。另外,需要为各种各样的按需制造过程即时配置制造单元,并以任何顺序在所有制造单元之间运送物品,从而允许以任何顺序多次完成任何数量的过程。此外,需要在制造过程的任何阶段将工件、工具件和工件支架准时传送至制造单元,以准时制造子组合件。
7.传统的制造方法的另一个困难是,由于依赖过程之间的单向输送机和生产线流路,若生产线流速不同,则需要进行缓冲存储。在没有缓冲存储的情况下,在任何给定时间若上游过程比下游过程处理物品的速度更快,则材料会迅速累积,并且使系统瘫痪。由于对每一个过程进行的缓冲存储的复杂性和费用,传统的自动化解决方案试图通过严密的前端设备和工作流程设计、以及操作期间的精细管理来解决问题,以确保过程之间可接受的流量。因此,工作流程一旦建立就不能灵活地改变,并且制造商仍然容易受到意外情况的干扰。
8.另外,在传统的方法中,必须将工件等组件从一个制造单元实体转移至另一个制造单元。此外,每一个制造单元接收组件并例如通过条形码扫描、射频识别(rfid)扫描等来识别组件,以完成实体之间保管的逻辑转移,这是传统物流的另一个缺点。另外,由于传统的自动化解决方案依赖于数英里的固定在地面上的输送机或行进路径,并且,输送系统和工作站上方的大部分垂直空间没有被使用,因此整个操作的占用面积相对较大。
9.因此,长久以来需要一种具有互联的asrs和制造单元的制造系统,所述asrs和制造单元共享一队共用的机器人存储/取出车辆(rsrvs),所述rsrv在asrs结构内导航,并将组件从asrs结构传送至制造系统的各个制造单元,以具有时间效率、空间效率和运作效率的方式来制造物品,同时解决上述与现有技术有关的问题。
技术实现要素:
10.提供本发明内容是为了以简化形式介绍在详细描述中进一步公开的各种概念。本发明内容并非旨在限定请求保护的标的范围。
11.本文实施例解决上述制造系统的需求,上述制造系统具有互联的自动仓储系统(asrs)和制造单元,所述asrs和制造单元共享一队共用的机器人存储/取出车辆(rsrvs),所述rsrv在asrs结构内导航,并将组件从asrs结构传送至制造系统的各个制造单元,以具有时间效率、空间效率和运作效率的方式来制造物品。本文公开的制造系统能够容易且灵活地适应条件变化。本文的实施例允许通过单个自动化制造系统来完成所有制造过程,所述单个自动化制造系统不需要远程输送机或地面运输,并且制造单元可根据需要进行软件配置。本文的实施例通过将可扩展的制造单元连接至asrs来将能够处理大量库存的asrs集成到制造环境中,以提供对多个组件的方便存取,从而优化物品制造,所述组件例如工件和工件套件以及相关的工具件和工件支架。
12.在本文公开的制造系统中,可为各种各样的按需制造过程即时配置制造单元。另
外,所述制造系统允许在所有制造单元之间以任何顺序和次序运送组件和物品,而不是用输送机线性地运送,从而允许以任何顺序多次完成任何数量的过程。此外,本文公开的制造系统在制造过程的任何阶段将组件准时传送至制造单元,以准时制造子组合件。另外,本文公开的制造系统允许在制造单元执行的过程之间对asrs结构中的组件和成品进行缓冲。此外,每一个asrs结构与asrs结构外侧的制造单元之间的连续性允许组件和成品直接实体转移,而无需识别或扫描组件和成品。
13.本文公开的制造系统包括存储配置,所述存储配置包括asrs结构、一批工件和一队rsrv。asrs结构包括存储位置的三维阵列,所述存储位置分布在整个asrs结构内的多个存储层的asrs结构的二维占用面积。所述一批工件存储在asrs结构的存储位置内,用于由所述工件制造物品。所述一队rsrv中的每一个rsrv可在asrs结构内沿三个维度导航,以进入3d阵列中的存储位置。在一实施例中,asrs结构包括至少一轨道装配层,所述轨道装配层包括2d网格轨道布局。所述一队rsrv可在asrs结构内于2d网格轨道布局上沿至少二个维度导航。本文公开的制造系统进一步包括位在asrs结构外侧的多个制造单元。在一实施例中,本文公开的制造系统进一步包括连接至asrs结构的轨道结构,所述轨道结构延伸超过asrs结构的2d占用面积以界定asrs结构的延伸。在一实施例中,所述轨道结构为asrs结构的轨道装配层的2d网格轨道布局的延伸。所述轨道结构配置以界定一个或多个行进路径,rsrv可在所述行径路径上导航,并且制造单元沿着所述行径路径分布。可在asrs结构内沿三个维度导航的同一队rsrv可操作以将工件传送至制造单元。在一实施例中,工件可以任何顺序在每一个制造单元之间运送。在另一实施例中,在制造单元中的第一个制造单元接收工件,以执行制造过程的多个处理步骤中的一个或多个,接着将工件存储在asrs结构的存储位置中,再从asrs结构的存储位置取出工件,以将工件转移至制造单元中的第二个制造单元。在另一实施例中,每一个制造单元配置以多次接收工件,以执行制造过程的一个或多个处理步骤。
14.在一实施例中,本文公开的制造系统的存储配置进一步包括一批工具件,用于制造物品。工具件存储在与工件相同的asrs结构中。工具件可由同一队rsrv从相同的asrs结构取出并传送至制造单元。
15.在一实施例中,本文公开的制造系统的存储配置进一步包括尺寸和形状兼容的一批存储单元,用于存储在asrs结构的存储位置中。所述存储单元配置以由rsrv承载,以将所述存储单元转移至存储位置和从其转移出来,以及将所述存储单元转移至制造单元和从其转移出来。在一实施例中,存储单元包括工件存储单元或工具件存储单元或其任意组合。每一个工件存储单元配置以容纳一个或多个工件。每一个工具件存储单元配置以容纳一个或多个工具件。在一实施例中,制造单元在asrs结构的外侧配置为连续排列。在一实施例中,由于制造单元的连续排列,存储单元配置以被转移到asrs结构的存储位置和从其转移出来,以及在制造单元间来回转移,而不需要识别存储单元。
16.在一实施例中,工件存储单元包括库存存储单元和套件存储单元。每一个库存存储单元配置以包括库存工件的集合。每一个套件存储单元配置以包括混合工件的套件,其中,所述混合工件是根据混合工件一旦被传送至一个制造单元时将对混合工件执行的制造过程,从一个或多个库存存储单元拾取的。在另一实施例中,本文公开的制造系统进一步包括至少一备料工作站,所述备料工作站配置以接收由rsrv从asrs结构传送的库存存储单
元,以允许在备料工作站从库存存储单元拾取库存工件。在一实施例中,备料工作站配置以接收由同一队rsrv进行的工件存储单元的卸载,和/或工件存储单元通过备料工作站的行进。
17.在一实施例中,本文公开的制造系统的存储配置进一步包括一批工件支架。每一个工件支架配置以在制造物品期间,将一个或多个工件容纳在预定位置。工件支架存储在与工件相同的asrs结构中。工件支架可由同一队rsrv从相同的asrs结构取出并传送至制造单元。在一实施例中,每一个工件支架具有尺寸和形状标准化的通用占用面积,所述通用占用面积的尺寸和形状与一批存储单元中的每一个的兼容的尺寸和形状相同,配置以适配在asrs结构的存储位置内。每一个工件支架包括底座,所述底座具有标准化的形状与尺寸,配置以适配在asrs结构的存储位置内。在一实施例中,每一个工件支架和每一个存储单元配置以具有接口特征的匹配布局,rsrv通过所述匹配布局与工件支架和存储单元相互作用,以允许将工件支架和存储单元装载到rsrv和从其卸载。
18.在一实施例中,除了存储在asrs结构的存储位置内的所述一批工件之外,存储配置还包括存储在asrs结构中的一批工具件或一批工件支架。每一个工具件对于在制造物品期间对一个或多个工件执行制造过程的一个或多个处理步骤是有用的。每一个工件支架配置以在制造物品期间,将一个或多个工件容纳在预定位置。在本实施例中,所述一队rsrv可操作以从存储位置提取工具件和工件支架中的至少一个以及工件。可在asrs结构内沿三个维度导航的同一队rsrv,可操作以在制造单元之间传送物资或组件,例如工件和工具件和/或工件支架。在一实施例中,所述组件可以任何顺序在每一个制造单元之间运送。在另一实施例中,每一个制造单元配置以多次接收所述组件,以执行制造过程的一个或多个处理步骤。
19.在一实施例中,每一个制造单元包括至少一工件容纳区,所述工件容纳区配置以在相应的制造单元容纳待处理的工件。工件容纳区配置以接收一个工件存储单元放置在其上。在一实施例中,工件容纳区包括二个工件容纳区。所述二个工件容纳区中的每一个配置以在相应的制造单元容纳各自所需的一组工件。
20.在一实施例中,制造单元的至少一子集位在轨道结构或位在轨道结构的区域内。在一实施例中,所述轨道结构为包括多组交叉轨道的网格轨道结构,rsrv可在所述交叉轨道上沿二个维度导航。在一实施例中,工件容纳区在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离的整数倍。在另一实施例中,工件容纳区在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。
21.在一实施例中,网格轨道结构包括正方形区块。每一个正方形区块由位于第一方向的第一对平行轨道和位于第二方向的第二对平行轨道界定,其中,第二方向垂直于第一方向。每一个制造单元占据一单元空间,所述单元空间的面积等于预定数量的正方形区块的面积。在一实施例中,至少一单元空间为正方形空间,所述正方形空间的面积可划分为九个正方形子空间。所述九个正方形子空间中的每一个的面积等于网格轨道结构的一个正方形区块的面积。所述九个正方形子空间中的四个角落子空间配置为容纳区,所述容纳区用于容纳相应的制造单元所需的物资。在一实施例中,位在所述单元空间的第一对相对周围侧的所述四个角落子空间之间的第一对中间周围子空间,由机器人工人占据。在一实施例
中,位在所述机器人工人之间的中央子空间配置为工作区,工件被转移至所述工作区,且在所述工作区由机器人工人处理工件。在一实施例中,位在所述单元空间的第二对相对周围侧的所述四个角落子空间之间的第二对中间周围子空间,与所述工作区相邻。在一实施例中,第二对中间周围子空间中的至少一个为未被占据的开放区域,rsrv配置以通过所述开放区域进出工作区。在另一实施例中,第二对中间周围子空间中的每一个为未被占据的开放区域,由此,rsrv配置以完全行进通过相应的制造单元。
22.在一实施例中,每一个制造单元包括至少一机器人拾取器,所述机器人拾取器可操作以从工件容纳区拾取工件。在另一实施例中,每一个制造单元进一步包括工作区,所拾取的工件由机器人拾取器从工件容纳区转移至所述工作区。
23.在一实施例中,所述子集中的每一个制造单元包括至少一工具容纳区,所述工具容纳区配置以容纳在相应的制造单元所需的工具件。在一实施例中,工具容纳区在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离。在另一实施例中,工具容纳区在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。在一实施例中,所述子集中的每一个制造单元包括至少一机器人工人,所述机器人工人安装在安装基座的顶部,所述安装基座安装在网格轨道结构上或网格轨道结构内。在一实施例中,安装基座在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离的整数倍。在另一实施例中,安装基座在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。
24.在一实施例中,本文公开的制造系统的制造单元配置为多层结构,所述多层结构包括多层的制造单元。在一实施例中,所述多层结构包括:网格轨道结构,位在所述多个层的每一层;以及直立框架构件。网格轨道结构包括多组交叉轨道,rsrv可在所述交叉轨道上沿二个维度导航。直立框架构件使所述多个层的交叉轨道互连。在一实施例中,一个或多个直立框架构件配置用于使rsrv在所述直立框架构件上沿上升方向和/或下降方向行进,以在所述多个层之间转移。在一实施例中,在多层结构的所述多个层中的一层的网格轨道结构连接至asrs结构中的存储层中相应的一层,rsrv在所述相应的一层配置以在asrs结构和多层结构之间转移。
25.在一实施例中,制造单元包括相对于网格轨道结构配置的全自动制造单元以及一个或多个人工参与的制造单元。全自动制造单元位在整个网格轨道结构的主要内部区的分布位置。人工参与的制造单元位在网格轨道结构的外围区。
26.在一实施例中,本文公开的制造系统进一步包括计算机控制系统(ccs),ccs可操作地与所述一队rsrv通信。ccs包括:网络接口,连接至通信网络;至少一处理器,连接至网络接口;以及非暂时性计算机可读存储介质,通信连接至处理器。非暂时性计算机可读存储介质,例如存储器单元,配置以存储计算机程序指令,当计算机程序指令由处理器执行时,使处理器启动一个或多个rsrv以执行以下一项或多项:(a)在asrs结构内导航和/或导航通过制造单元;(b)从asrs结构的存储位置取出包含在一个或多个存储单元中的一个或多个工件;(c)将包含在一个或多个存储单元中的一个或多个工件传送到至少一备料工作站,以将工件打包备料到一个或多个套件存储单元中;(d)从备料工作站拾取一个或多个套件存储单元;将一个或多个套件存储单元返回并存储至asrs结构的存储位置;(f)从相同的asrs结构取出:一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件
的至少其中一个、包含在又另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架;(g)将上述一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件的至少其中一个、包含在另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架传送至制造单元,以制造物品;以及(h)将在最终工件支架上的物品引入asrs结构中。
27.本文还公开了一种用于执行制造系统中的工作流程的方法。在本文公开的方法中,将工件和工件支架存储在asrs结构的相应的存储位置中。将工件存储在存储位置的工件存储单元中。在一实施例中,根据制造过程的要求,用不同工件的套件填充每一个工件存储单元。在一实施例中,在连接至asrs结构的备料工作站填充每一个工件存储单元。在备料工作站处,所述一队rsrv配置以传送从asrs结构中相应的存储位置取出的库存存储单元,所述库存存储单元包括库存工件;从在库存存储单元中的库存工件拾取所述套件的不同工件,并编制至工件存储单元中;并且,每一个工件存储单元的由一个rsrv从备料工作站运走,并存放在asrs结构中相应一个的存储位置,用于随后从asrs结构取出。
28.在一实施例中,将配置以容纳制造过程中使用的工具件的工具件存储单元存储在asrs结构中。使用可在asrs结构内导航的所述一队rsrv,根据将在asrs结构的外侧的制造单元执行的制造过程的要求,从asrs结构中提取一个或多个工件存储单元和选定的工件支架,并分别传送至制造单元。在一实施例中,相同类型的rsrv配置以单独执行工件存储单元和选定的工件支架从asrs结构至制造单元的提取和传送。在制造单元处,将选定的工件支架定位在制造单元的一个或多个工人可进入的工作位置。在制造单元处,在将选定的工件支架固定在工作位置中的情况下,(i)将一个或多个工件从工件存储单元转移至选定的工件支架上;并且(ii)对固定在选定的工件支架上的工件执行制造过程的处理步骤。在一实施例中,在执行制造过程的处理步骤之前,使用一个rsrv从asrs结构提取工具件存储单元的子集,并传送至制造单元。在一实施例中,在执行制造过程的处理步骤之前,根据将由机器人工人对工件执行的制造过程的要求,将从工具件存储单元的子集中选取的一个工具件附接至制造单元的机器人工人。
29.在一实施例中,工件存储单元包括二个工件存储单元。在一实施例中,将所述二个工件存储单元传送至制造单元的二个相应的容纳区。分别从放置在所述二个相应的容纳区的二个工件存储单元将二个工件转移至选定的工件支架上。
30.在一实施例中,在将工件从工件存储单元转移至选定的工件支架上之后,从制造单元移除不需要的或空的工件存储单元,其中,在所述不需要的或空的工件存储单元中,已移除选定的工件,并且已没有更多在制造单元的制造过程中所需的工件。在本实施例中,使用一个rsrv将额外工件存储单元传送至制造单元,所述额外工件存储单元包括在制造单元所需的一个或多个额外工件。在一实施例中,所述额外工件用于将要在相同的制造单元执行的不同的制造过程。在一实施例中,使用与将额外工件存储单元传送至制造单元的rsrv不同的rsrv,来移除不需要的或空的工件存储单元。在一实施例中,所述不同的rsrv配置以在已将不同的工件存储单元卸载在不同的制造单元,以将所述不同的工件存储单元的内容物供应至不同的制造单元之后,移除所述不需要的或空的工件存储单元。在对固定在选定的工件支架上的工件执行制造过程的处理步骤之后,从制造单元移除选定的工件支架和在其上的工件;使用一个rsrv将另一个工件支架传送至制造单元,以用于不同的制造过程;将
所述工件支架支撑在工作位置中;将额外工件从额外工件存储单元转移至工件支架上;并且,对额外工件执行所述不同的制造过程的一个或多个处理步骤。
31.在本文公开的方法中,在通过对在一个或多个制造单元的工件进行处理而完成成品之后,在所述一个rsrv上将成品引入asrs结构中。在一实施例中,在最终工件支架上执行一个或多个最终处理步骤以完成成品,并且将在最终支架上的成品引入asrs结构中。在一实施例中,最终工件支架与工件被转移至其上的选定的工件支架相同。
32.本文公开的制造系统和方法以一种方式来集成asrs结构与多个制造单元,以在多个制造单元上执行各种制造过程。在本文公开的制造系统和方法中,连接至asrs结构的下部2d网格的网格轨道结构,允许同一队rsrv对所有制造单元持续提供运作,其中,所述同一队rsrv可导航到asrs结构和从其导航出来,以及导航到每一个制造单元和从其导航出来。
33.在一个或多个实施例中,相关系统包括用于执行本文公开的方法的电路和/或编程。电路和/或编程是配置以根据系统设计者的设计选择来执行本文公开的方法的硬件、软件和/或固件的任何组合。在一实施例中,取决于系统设计者的设计选择,采用各种结构元件。
附图说明
34.当结合附图阅读时,将更好地理解前述发明内容以及以下具体实施方式。为了说明本文中的实施例,在附图中示出实施例的例示性结构。然而,本文的实施例不限于本文公开的特定结构、组件和方法。对附图中由附图标记所表示的结构、组件或方法步骤的描述,适用于在本文后续任何附图中的由相同附图标记所表示的结构、组件或方法步骤的描述。
35.图1为根据本文的一实施例的制造系统的俯视平面图,所述制造系统包括与备料区和制造中心相邻的自动仓储系统(asrs)结构。
36.图2为根据本文的一实施例的在图1中示出的制造系统的侧视立体图。
37.图3为根据本文的一实施例的界定制造系统的asrs结构的三维网格存储结构的俯视等角视图。
38.图4a为根据本文的一实施例的在制造系统的asrs结构中采用的机器人存储/取出车辆(rsrv)和兼容的存储单元。
39.图4b示出根据本文的一实施例的图4a示出的rsrv和兼容的存储单元,其示出rsrv的转台臂伸长以与存储单元接合,以将存储单元推离或拉到rsrv上。
40.图4c为根据本文的一实施例的在图4a中示出的存储单元的底部平面图。
41.图4d为根据本文的一实施例的在图4a中示出的存储单元的局部横截面图,其示出在存储单元的底侧上的接口特征,所述接口特征配置以与图4a至图4b中示出的rsrv兼容。
42.图5a为根据本文的一实施例的可存储在asrs结构中的工件支架的俯视立体图。
43.图5b为根据本文的一实施例的在图5a中示出的工件支架的俯视平面图。
44.图5c为根据本文的一实施例的在图5a中示出的工件支架的侧视图。
45.图6a为在图5a中示出的工件支架的俯视立体图,其示出容纳在工件支架内的工件。
46.图6b为根据本文的一实施例的工件支架的俯视平面图,其中工件被容纳在工件支架中。
47.图7为根据本文的一实施例的在图1至图2中示出的制造系统的备料区的俯视平面图。
48.图8a至图8d为根据本文的不同实施例的在图1至图2中示出的制造系统的制造中心的局部俯视平面图,其示出全自动制造单元和相邻的人工参与的制造单元,其中,在制造工作流程中采用不同的存储单元。
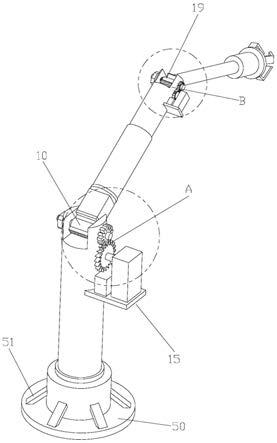
49.图9a为根据本文的一实施例的在图1至图2中示出的制造中心的一个全自动制造单元的立体图,其示出机器人拾取器将第一类型的第一工件从第一工件存储单元装载至由rsrv承载的工件支架上。
50.图9b为根据本文的一实施例的制造单元的立体图,其示出机器人拾取器将第二类型的第二工件从第二工件存储单元装载至由rsrv承载的工件支架上,以将其在由rsrv承载的工件支架上由机器人处理工人附接至第一类型的第一工件,并且,rsrv移除包括第一类型的剩余工件的第一工件存储单元,以为后续不同的制造过程准备制造单元。
51.图9c为根据本文的一实施例的制造单元的立体图,其示出在机器人处理工人正在拾取来自工具件存储单元的自动选择的工具件,以在由rsrv承载的工件支架上将第二工件接合至的第一工件的同时,rsrv将包含第三类型的工件的第三工件存储单元传送至制造单元,以取代被移除的工件存储单元。
52.图9d为根据本文的一实施例的制造单元的立体图,其示出:已接合的第一工件和第二工件的完成的子组合件,所述完成的子组合件在由rsrv承载的工件支架上离开制造单元;以及承载第四类型的工件的新的工件支架,所述新的工件支架在另一个rsrv上传送,以在随后的制造过程期间,将其与第三类型的工件组装在一起。
53.图9e为根据本文的一实施例的制造单元的立体图,其示出在机器人拾取器将第三类型的第三工件从第三工件存储单元装载至新的由rsrv承载的工件支架上的同时,机器人处理工人正在拾取来自工具件存储单元的自动选择的工具件,以在新的由rsrv承载的工件支架上将第三工件接合至第四工件。
54.图9f为根据本文的一实施例的制造单元的立体图,其示出机器人拾取器和机器人处理工人之间的协作,以在新的由rsrv承载的工件支架上将第三工件接合至第四工件。
55.图10为根据本文的一实施例的在图1和图2中示出的制造中心的俯视平面图,其示出一个rsrv在多站路径上行进,以将工件支架移动通过在制造中心中的各个制造单元的多个制造阶段的示例。
56.图11为根据本文的一实施例的在图1和图2中示出的制造中心的俯视平面图,其示出一对rsrv在多站路径上行径,以在asrs结构和制造中心的制造单元之间运送工件和工具件的示例。
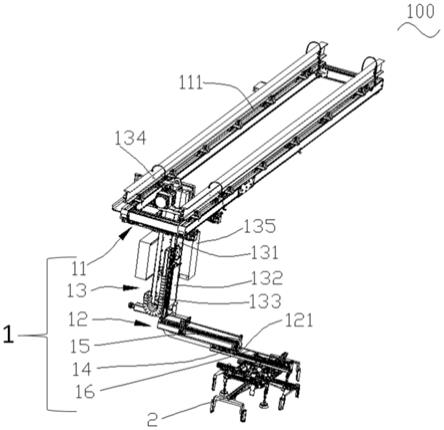
57.图12a为根据本文的一实施例的制造系统的侧视立体图,其示出制造中心包括多个制造单元,且制造单元配置为多层结构。
58.图12b为根据本文的一实施例的在图12a中示出的制造中心的局部放大立体图。
59.图13为根据本文的一实施例的用于执行制造系统中的工作流程的方法的流程图。
60.图14为根据本文的一实施例的用于执行制造系统中的工作流程的备料操作的方法的流程图。
61.图15a至图15c为根据本文的一实施例的在制造系统中使用工件存储单元执行制
造操作以完成工作订单的方法的流程图。
62.图16a至图16c为根据本文的一实施例的在制造系统中使用套件存储单元执行制造操作以完成工作订单的方法的流程图。
63.图17为根据本文的一实施例的在制造系统中制造产品的方法的流程图。
64.图18为根据本文的一实施例的制造系统的架构框图,其示出计算机控制系统与制造系统的组件之间的通信。
具体实施方式
65.本公开的各个方面可以实施为组件和/或结构的系统、方法、和/或具有存储在其上的一个或多个计算机可读的程序编码的非暂时性计算机可读存储介质。因此,本公开的各种实施例可采取硬件和软件实施例的组合形式,包括例如机械结构以及电子组件、计算组件、电路、微代码、固件、软件等。
66.图1为根据本文的一实施例的制造系统100的俯视平面图,制造系统100包括与备料区102和制造中心105相邻的自动仓储系统(asrs)结构101。备料区102在asrs结构101的外围101a邻接至asrs结构101。备料区102包括一个或多个备料工作站,例如,如图7的详细描述中公开的人工操作、人工辅助或人工参与的备料工作站103和机器人备料工作站104。制造中心105也在asrs结构101的外围101a邻接至asrs结构101。图2为根据本文的一实施例的在图1中示出的制造系统100的侧视立体图。图2示出备料区102和制造中心105所在的asrs结构101的一侧。为了说明,图1至图2示出备料区102和制造中心105,两者在asrs结构101的同一周围侧101a与asrs结构101相邻;然而,本文公开的制造系统100的范围不限于备料区102和制造中心105位在asrs结构101的同一周围侧101a的配置,而是可扩展为备料区102和制造中心105中的一个或两个位在asrs结构101的任一个或多个周围侧的任何配置。
67.如图3和图4a至图4b所示,本文公开的制造系统100包括存储配置,所述存储配置包括asrs结构101和一队机器人存储/取出车辆(rsrvs)306。asrs结构101包括存储位置的三维(3d)阵列,所述存储位置分布在整个asrs结构101内的多个存储层的asrs结构101的二维(2d)占用面积。如图3所示,在一实施例中,asrs结构101配置为3d网格存储结构300。所述一队rsrv 306中的每一个rsrv 306可在asrs结构101内沿三个维度导航,以进入3d阵列中的存储位置。如下所述,rsrv 306可操作以将存储单元存放在asrs结构101的存储位置中,并从所述存储位置提取存储单元,所述存储单元例如箱子、托盘、盒子、运货板等。如图3所示,在一实施例中,asrs结构101包括至少一轨道装配层,所述轨道装配层包括2d网格轨道布局302。如图3所示,所述一队rsrv 306可在asrs结构101内于2d网格轨道布局302上沿至少二个维度导航。
68.本文公开的制造系统100进一步包括位在asrs结构101外侧的多个制造单元106和107。制造单元106和107构成制造系统100的制造中心105。针对不同的制造过程对制造单元106和107进行分类、标准化和模块化构建。在一实施例中,本文公开的制造系统100进一步包括轨道结构108,轨道结构108连接至asrs结构101,并且延伸超过asrs结构101的2d占用面积以界定asrs结构101的延伸。在一实施例中,轨道结构108为asrs结构101的轨道装配层的2d网格轨道布局302的延伸。制造单元106相对于轨道结构108配置。轨道结构108配置以界定一个或多个行进路径,rsrv 306可在所述行径路径上导航,并且制造单元106沿着所述
行径路径分布。可在asrs结构101内沿三个维度导航的同一队rsrv 306,可操作以将组件传送至制造单元106和107,所述组件例如包括在存储单元中的工件和/或工具件、工件支架等。在一实施例中,所述组件可以任何顺序在制造单元106和107中的每一个之间运送。在另一实施例中,制造单元106和107中的每一个配置以多次接收所述组件,以执行制造过程的一个或多个处理步骤。在一实施例中,制造单元106和107中的每一个配备有产品中性设备,并且配置以实现产品的特定基本功能。在另一实施例中,每一个制造单元106可用特定于过程的设备单独扩展。制造单元106配置以执行多个制造过程,例如焊接、胶接、冲压、钎焊、铆接等。在不间断制造的先前过程的执行期间,用于制造过程的后续处理步骤的组件被即时地按路线送至每一个制造单元106。在一实施例中,制造单元106的至少一子集位在轨道结构108或位在轨道结构108的区域内。在一实施例中,轨道结构108为包括多组交叉轨道的网格轨道结构,rsrv 306可在所述交叉轨道上沿二个维度导航。
69.制造中心105包括多个全自动制造单元106或机器人制造单元106,制造单元106以间隔开的方式分布在轨道结构108的2d区域,轨道结构108连接至asrs结构101的2d网格轨道布局302。制造中心105的网格轨道结构108形成asrs结构101的网格下部轨道布局302的共面延伸,以允许在asrs结构101导航的同一队rsrv 306将存储单元存放到asrs结构101和从其提取,并将提取的存储单元传送至制造单元106和107,并且在制造中心105不再需要时,将提取的存储单元返回asrs结构101中。在图1至图2示出的实施例中,制造单元106例如以矩形阵列排列,以使每一个制造单元106对齐位于矩形阵列的相应行和相应列中的其他制造单元106。在其他实施例中,制造单元106排列为不同配置的阵列。类似地,尽管图1至图2示出的实施例示出十六个制造单元106,但不论制造单元106是以矩形阵列、另一种均匀分布的图案或阵列、还是以任何其他型式、均匀或其他方式布置,制造单元106的数量都可以改变,且不必是平方数。
70.如图1至图2所示,全自动制造单元106分布在网格轨道结构108的主要内部区上。也就是说,全自动制造单元106位在网格轨道结构108的整个主要内部区的分布位置。在一实施例中,每一个全自动制造单元106包括至少一机器人拾取器109,机器人拾取器109可操作以从配置在相应的制造单元106中的容纳区拾取组件,例如工件、工具件等。在图1至图2示出的实施例中,制造中心105进一步包括一个或多个人工操作、人工辅助或人工参与的制造单元107,制造单元107例如位在网格轨道结构108的外围区108a。在一实施例中,人工参与的制造单元107具体位在网格轨道结构108离asrs结构101最远的一侧;然而,在其他实施例中,人工参与的制造单元107额外地或可替代地位在网格轨道结构108从asrs结构101的周围侧101a向外延伸的二个横向侧108b和108c中的任一个。此外,为了说明,图1至图2示出与单个制造中心105相邻的asrs结构101,其中,整个网格轨道结构108和全部的制造单元106、107位在asrs结构101的单侧101a上。在另一实施例中,本文公开的制造系统100配置以使得单个制造中心105的网格轨道结构108占据asrs结构101的多于一侧。在另一个实施例中,多个制造中心包括与asrs结构101的各个不同侧相邻的各个网格轨道结构,使得通过asrs结构101的网格下部轨道布局302在分开的制造中心的网格轨道结构之间执行rsrv 306的导航。
71.如图18所示,在一实施例中,本文公开的制造系统100进一步包括计算机控制系统(ccs)131,ccs 131与所述一队rsrv 306可操作地通信。在制造系统100执行的工作流程的
各个阶段,ccs 131启动一个或多个rsrv306以执行以下一项或多项:(a)在asrs结构101内导航和/或导航通过制造单元106、107;(b)从asrs结构101的存储位置取出包含在一个或多个存储单元中的一个或多个工件;(c)将包含在一个或多个存储单元中的一个或多个工件传送到至少一备料工作站103、104,以将工件打包备料到一个或多个套件存储单元中;(d)从备料工作站103、104拾取一个或多个套件存储单元;将一个或多个套件存储单元返回并存储至asrs结构101的存储位置;(f)从相同的asrs结构101取出:一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件的至少其中一个、包含在又另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架;(g)将上述一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件的至少其中一个、包含在又另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架传送至制造单元106、107,以制造物品;以及(h)将在最终工件支架上的成品引入asrs结构101中。当产品改变时,制造单元106、107自动升级,以用于新任务。在一实施例中,ccs 131自动升级制造单元106、107,以用于新任务。当工人在特定制造单元上执行测试和维护时,可将任务转移至其他制造单元,以实现不间断制造。在任何制造单元106、107进行不间断制造过程的情况下,制造单元106、107根据需要即时配置。
72.考虑本文公开的制造系统100的一示例工作流程。将工件等材料引入存储单元中,并存储在asrs结构101中。类似地,将工具件等材料引入存储单元中,并存储在asrs结构101中。此外,将工件支架如夹具引入并存储在asrs结构101中。ccs 131接收带有指定的材料或工件套件/工具件套件以及相关的过程指令的数字化生产计划。用于软件的数字指令将制造单元106配置以制造物品或产品。所述生产计划包括制造物品所需的所有过程的细节。所述细节例如包括:涉及制造物品的所有程序的列表,其中将每一个过程分配给一个或多个制造单元106;完成每一个过程所需的材料的列表;完成每一个过程所需的工具件的列表;以及机器人工人完成每一个过程所需的步骤/规格的列表等。包括例如工件套件箱和工具件套件箱的套件存储单元在备料工作站103、104建立,并存储在asrs结构101中。包括工件的工件套件箱循环通过备料工作站103或104的拾取存取口,以允许人类工人或机器人工人拾取每一个制造过程所需的所有工件。包括工具件的工具件套件箱循环通过备料工作站103或104的拾取存取口,以允许人类工人或机器人工人拾取每一个制造过程所需的所有工件。在一实施例中,工件套件箱和/或工具件套件箱包括嵌入件,例如泡沫材料、嵌入物等,以根据机器人工人是否能处理工件或工具件来布置工件和/或工具件。组装后,将工件套件箱和工具件套件箱存储回asrs结构101中。
73.ccs 131接收生产或工作订单,并使用订单优先顺序将一个或多个制造单元106和107分配给制造过程。rsrv 306按路线将一个或多个工件套件箱和工具件套件箱取出并运送至在指定的制造单元106的容纳站。rsrv 306按路线将工件支架或夹具取出并运送至指定的制造单元106的夹具通道。第一机器人工人例如是在指定的制造单元106的机器人拾取器,其从工件套件箱取出工件,并将取出的工件放置在工件支架中或精确地定位工件,以将所述工件组装至已定位在工件支架上的另一个工件。第二机器人工人例如是在指定的制造单元的机器人处理工人,其对工件进行处理。机器人工人对工件套件箱中的所有工件重复动作,以建立组合件和/或子组合件。若需要另一过程,则rsrv 306配置以将包括部分完成的子组合件的工件支架运送至另一个预先配置的人工制造单元106或机器人制造单元107;
并且/或者,若没有制造容量,则将包括部分完成的子组合件的工件支架返回asrs结构101,以供之后进行处理。若完成,则rsrv 306配置以将包括完成的组合件/子组合件的工件支架返回asrs结构101。
74.在一实施例中,rsrv 306如下地于制造系统100行进:一个rsrv 306从asrs结构101取出所需的工件套件箱。所述rsrv 306将所需的工件套件箱运送至位于一个制造单元106的指定的空存储位置。所述rsrv 306行进至指定的制造单元106,并且拾取不需要的工件套件箱,且将不需要的工件套件箱运送至asrs结构101以进行存储。另一个rsrv 306将所需的工具件套件箱运送至位于制造单元106的指定的空存储位置。所述另一个rsrv306行进至指定的制造单元106,并且拾取不需要的工具件套件箱,且将不需要的工具件套件箱运送至asrs结构101以进行存储。在另一实施例中,将所需的工件套件箱传送至指定的制造单元106的同一rsrv 306从指定的制造单元106取走不需要的工件套件箱。类似地,将所需的工具件套件箱传送至指定的制造单元106的同一rsrv 306从指定的制造单元106取走不需要的工具件套件箱。
75.图3为根据本文的一实施例的三维(3d)网格存储结构300的俯视等角视图,3d网格存储结构300界定图1至图2示出的制造系统100的自动仓储系统(asrs)结构101。在一实施例中,制造系统100的界定asrs结构101的3d网格存储结构300以及相关的机器人存储/取出车辆(rsrvs)306和存储单元303为申请人在美国专利申请第15/568,646号、第16/374,123号、第16/374,143号和第16/354,539号案中公开的类型,其中的每一案通过引用整体并入本文。图3中示出3d网格存储结构300的小规模示例。如图3中所示,网格存储结构300包括二维(2d)网格轨道布局301和302,2d网格轨道布局301和302分别位在装配轨道的最高层或顶层及位在装配轨道的最低层或底层。也就是说,网格存储结构300包括网格上部轨道布局301和网格下部轨道布局302,其中,网格上部轨道布局301位在较高水平面中,网格下部轨道布局302位于更接近地面的较低水平面中,网格上部轨道布局301位在匹配且对齐的网格下部轨道布局302的上方。这些对齐的网格上部轨道布局301和网格下部轨道布局302之间的是占据在最高的顶层和最低的底层之间的多个中间存储层的存储位置的3d阵列。3d阵列中的每一个存储位置能在其中容纳相应的存储单元303。在一实施例中,存储单元303为图3示出的类型。在其他实施例中,存储单元303配置为不同种类的支架或能够在其上或其中支撑物品的容器,存储单元303包括箱子、托盘、搬运箱、运货板等。所述存储位置排列为垂直存储列304,其中,具有相等的正方形占用面积的存储位置互相对齐。垂直存储列304中的每一个与垂直的直立轴305相邻,通过垂直的直立轴305可进入垂直存储列304的存储位置。一队rsrv306配置以沿二个维度于网格轨道布局301、302中的每一个水平地行进,并通过开放的直立轴305沿第三维度于两个网格轨道布局301、302之间垂直地行进。
76.网格轨道布局301、302中的每一个包括:一组x方向轨道307,位于相应水平面的x方向上;以及一组y方向轨道308,位于同一水平面的y方向上且与x方向轨道307垂直交叉。交叉的x方向轨道307和y方向轨道308界定3d网格存储结构300的水平基准网格,水平基准网格的每一个水平网格行被界定在一对相邻的x方向轨道307之间,并且,水平基准网格的每一个水平网格列被界定在一对相邻的y方向轨道308之间。在水平网格列中的一个和水平网格行中的一个之间的每一个交叉点表示相应的垂直存储列304或相应的直立轴305的位置。也就是说,每一个垂直存储列304和每一个直立轴305位于在二个x方向轨道307和二个y
方向轨道308之间所界定的相应区域的水平基准网格的相应直角坐标点。在网格轨道布局301或302中的四个轨道307和308之间所界定的每一个这样的区域,在本文中也称为网格轨道布局301或302的相应的“区块”。3d网格存储结构300中的每一个存储位置的3d寻址由相应的垂直存储列304内的给定存储位置所在的给定垂直存储列层完成。也就是说,每一个存储位置的3d地址由3d网格存储结构300中的存储位置的水平网格行、水平网格列和垂直存储列层界定。
77.在x方向轨道307和y方向轨道308之间的每个交叉点处,相应的直立框架构件309垂直横跨在网格上部轨道布局301和网格下部轨道布局302之间,从而与轨道307和308协作,以界定3d网格存储结构300的框架,所述框架用于容纳并组织此框架内的存储单元303的3d阵列。因此,3d网格存储结构300的每一个直立轴305包括四个垂直框架构件309,所述四个垂直框架构件309在直立轴305的四个角落横跨直立轴305的整个高度。每一个框架构件309的在垂直框架构件309的两侧上包括各组齿条齿,所述齿条齿沿3d网格存储结构300的垂直z方向串联排列。因此,每一个直立轴305总共包括八组齿条齿,其中,直立轴305的每一个角落具有两组齿条齿,所述八组齿条齿与图4a至图4b示出的每一个rsrv 306上的八个小齿轮311a、311b协作,使rsrv 306能在网格上部轨道布局301和网格下部轨道布局302之间通过3d网格存储结构300的直立轴305沿上升方向和下降方向行进。
78.图4a为根据本文的一实施例的在图1至图2示出的制造系统100的自动仓储系统(asrs)结构101中采用的机器人存储/取出车辆(rsrv)306和兼容的存储单元303。每一个rsrv 306包括带轮框架或底盘310,所述带轮框架或底盘310包括圆形的传送轮311a和有齿小齿轮311b。传送轮311a配置以在轨道行驶模式下在网格上部轨道布局301和网格下部轨道布局302上传送rsrv 306。有齿小齿轮311b位在传送轮311a的内侧,以使rsrv 306在轴行进模式下通过图3示出的三维(3d)网格存储结构300的装配有齿轮的直立轴305行进。每一个有齿小齿轮311b和相应的传送轮311a是组合的单个轮单元的一部分,所述轮单元整体或至少传送轮311a可从rsrv 306向外侧方向水平伸出,以在网格轨道布局301或302上以轨道行驶模式使用传送轮311a,并且,所述轮单元整体或至少传送轮311a可从rsrv 306向内侧方向水平缩回,以在有齿小齿轮311b与直立轴305的垂直框架构件309的齿条齿接合的情况下,以轴行进模式使用有齿小齿轮311b。
79.一组四个x方向轮单元成对配置在rsrv 306的二个相对侧上,以在3d网格存储结构300的网格轨道布局301或302的x方向轨道307上驱动rsrv306。一组四个y方向轮单元成对配置在rsrv 306的另二个相对侧上,以在网格轨道布局301或302的y方向轨道308上驱动rsrv 306。一组轮单元相对于另一组轮单元可升高/降低,以使rsrv 306在x方向行进模式和y方向行进模式之间切换。当升高的一组轮单元位在网格上部轨道布局301上的外侧位置时,还可操作以降低另一组轮单元,使另一组轮单元与直立轴305的齿条齿接合,之后,升高的轮单元接着也向内侧移动,以适配在直立轴305内,从而完成rsrv 306从轨道行驶模式至轴行进模式的转换,以允许通过有齿小齿轮311b的驱动运作使rsrv 306通过直立轴305下降。类似地,当降低的一组轮单元位在网格下部轨道布局302上的外侧位置时,还可操作以升高另一组轮单元,使另一组轮单元与直立轴305的齿条齿接合,之后,降低的轮单元接着也向内侧移动,从而完成rsrv 306从轨道行驶模式至轴行进模式的转换,以允许通过有齿小齿轮311b的驱动运作使rsrv 306通过直立轴305上升。在一实施例中,位于网格下部轨道
布局302中的外部抬升装置(图未示出)额外地或替代地用于辅助或执行将rsrv 306从网格下部轨道布局302抬升至上方的直立轴305中。
80.每一个rsrv 306包括上部支撑平台312,任何存储单元303可被接收在上部支撑平台312上,以由rsrv 306承载。上部支撑平台312包括可旋转转台313,可旋转转台313由固定的外甲板表面314围绕。可旋转转台313包括可伸长/可收缩臂315,其在本文称为“转台臂”,并安装在可旋转转台313的直径狭槽中,并且可移动地支撑在直径狭槽中,用于将从可旋转转台313的外圆周向外延伸的部署位置线性移进和移出。
81.图4b示出根据本文的一实施例的图4a的机器人存储/取出车辆(rsrv)306和兼容的存储单元303,其示出rsrv 306的转台臂315伸长以与存储单元303接合,以将存储单元303推离或拉到rsrv 306上。转台臂315在其上承载卡合构件316,例如,在沿转台臂315来回移动的梭子上承载卡合构件316,以与存储单元303的下侧的匹配卡合特征接合。具有卡合构件316的转台臂315,连同转台313的可旋转功能,允许在rsrv 306的所有四个侧边将存储单元303拉到上部支撑平台312上,以及将存储单元303推离上部支撑平台312,从而允许每一个rsrv 306在图3示出的三维(3d)网格存储结构300中的任何直立轴305的任一侧进入存储单元303,3d网格存储结构300包括完全被围绕的直立轴305,每一个直立轴305在直立轴305的所有四个侧边上由垂直存储列304围绕,以最大化3d网格存储结构300中的存储密度。也就是说,每一个rsrv 306可在任何直立轴305内部的四个不同的工作位置中进行操作,以在直立轴305的四个不同的侧边中的任何侧边进入任何存储位置,以将相应的存储单元303存放在选定的存储位置,或从选定的存储位置取出相应的存储单元303。在一实施例中,采用替代机构来替代转台和臂的组合,所述替代机构能够在所述四个不同的工作位置进行存储单元303的四边装载和卸载。
82.在一实施例中,3d网格存储结构300的框架在每一个存储位置包括一组料架支架,以协作地形成用于当前存储在存储位置的存储单元303的料架,由此可通过一个rsrv 306从其存储位置移除任何给定的存储单元303,而不会影响同一存储列304中在给定的存储单元303上方和下方的存储单元303。类似地,在3d网格存储结构300中的存储位置的3d阵列中的任何存储层,由所述一组料架支架限定的料架允许将存储单元303返回至指定存储位置。因此,每一个rsrv 306能通过网格轨道布局301、302的二维水平导航进入任何直立轴305,并且能沿第三维度在上升方向或下降方向垂直行进,以进入任何存储位置,并将存储单元303存放到存储位置或从其取出。在一实施例中,如图2所示,3d网格存储结构300被从外部包覆其外围,其中,3d网格存储结构300的网格下部轨道布局302的选定的部分通过未被包覆的入口/出口可见,所述入口/出口例如图9a至图9f示出的127和128,rsrv 306通过所述入口/出口在图1至图2示出的制造中心105的网格轨道结构108和3d网格存储结构300的网格下部轨道布局302之间转移。
83.图4c为根据本文的一实施例的在图4a中示出的存储单元303的底部平面图。如图4c所示,主要卡合沟槽317位在箱型存储单元303的底侧。主要卡合沟槽317为环形的底部开口沟槽,其遵循图4d示出的围绕存储单元303的底板321的中心点318的360度环形路径,所述环形路径位在底板321的中心点318和外围之间的中间径向距离处。图4d为根据本文的一实施例的在图4a中示出的存储单元303的局部横截面图,其示出在存储单元303的底侧上的接口特征,所述接口特征配置以与图4a至图4b示出的机器人存储/取出车辆(rsrv)306兼
容。如图4d所示,主要卡合沟槽317从存储单元303的最低平面向上凹陷,以形成连续的环形狭槽,图4a至图4b示出的rsrv306的转台臂315的卡合构件316可被容纳在所述环形狭槽中,以允许将存储单元303装载到rsrv 306和从rsrv 306卸载。在底板321的四个侧边中的每一个的外围的刚好内侧处,存储单元303的底侧包括相应的次要卡合凹槽319,次要卡合凹槽319从存储单元303的最低平面向上凹陷,例如在试图通过rsrv 306的伸长的转台臂315接合存储单元303期间,而转台臂315的卡合构件316未能接合主要卡合沟槽317时,用于选择性地通过rsrv 306的转台臂315的卡合构件316接合次要卡合凹槽319。每一个次要卡合凹槽319为相对小的矩形狭槽或腔,其沿着存储单元303的底板321的相应的周围侧位于中间位置。因此,在存储单元303的外围的刚好内侧处,四个次要卡合凹槽319围绕存储单元303的底板321的中心点318彼此成九十度间隔设置。
84.如图4a至图4b所示,rsrv 306的上部支撑平台312的可旋转转台313和周围的外甲板表面314共同界定出正方形着陆区,当存储单元303承载在rsrv 306的上部支撑平台312上时,所述存储单元303位于所述正方形着陆区的顶部。此着陆区的尺寸和形状与每一个存储单元303的底面的尺寸和形状相等或几乎相等。因此,在存储单元303完全且适当地安置在rsrv 306的上部支撑平台312上的位置,存储单元303占据全部或几乎全部的着陆区,而不从rsrv 306的上部支撑平台312的外围突出。因此,在存储单元303适当地安置在着陆区上的位置,存储单元303的整个占用面积位于rsrv 306的上部支撑平台312或着陆区的外围内。
85.为了确保存储单元303被完全容纳并且适当地对齐在rsrv 306的着陆区上,如图4a至图4b所示,在一实施例中,上部支撑平台312包括一组负载状态传感器401,负载状态传感器401在沿上部支撑平台312的外围间隔开的位置处位于贴近上部支撑平台312的外围的位置。在示出的示例中,负载状态传感器401为光学传感器,所述光学传感器凹陷在着陆区的外甲板表面314中,并以四个的数量设置。每一个负载状态传感器401位在着陆区的四个外角落中相应的一个角落的附近。作为装载例程的一部分,使用转台臂315的收缩将存储单元303从图3示出的三维(3d)网格存储结构300中的存储位置拉到rsrv 306上,计算机处理器如rsrv 306上的本地处理器可通信地连接至负载状态传感器401,检查四个负载状态传感器401的状态,以检测出负载状态传感器401上方的存储单元303的底侧的存在。因此,来自四个负载状态传感器401的正检测信号确认了在着陆区的四个角落的存储单元303的存在,从而确认了存储单元303被完全容纳在着陆区上,并且适当地正方形对齐在着陆区上。这项确认工作确认了存储单元303中的主要卡合沟槽317由rsrv 306的卡合构件316适当地接合。无法从所有四个负载状态传感器401获得正检测信号表示主要卡合沟槽317的接合失败,从而导致未能将存储单元303适当地装载到rsrv 306上,回应于此,rsrv 306的转台臂315重新伸长,以将失败或不适当地装载的存储单元303推回至其相应的存储位置,然后再重新尝试提取存储单元303。当将存储单元303适当地装载到rsrv 306上时,主要卡合沟槽317允许可旋转转台313在存储单元303的下方相对于存储单元303旋转,而存储单元303静止地安置在rsrv 306的上部支撑平台312上。在一实施例中,根据存储单元303将要从rsrv 306卸载到的目标目的地,这种相对旋转允许存储单元303在稍后卸载到与存储单元303装载到rsrv 306上时不同的rsrv 306的一侧。
86.在一实施例中,rsrv 306中采用反射式光学传感器来进行负载状态检测,其中,当
存储单元303存在于反射式光学传感器上方时,由反射式光学传感器的光束发射器发射的光能从存储单元303的底侧反射回反射式光学传感器的光接收器,从而成功地确定存储单元303的存在。在一实施例中,将飞行时间计算,即发射光脉冲与检测到反射光脉冲之间的时间差,用于区分从rsrv 306的着陆区上的存储单元303的底侧的反射与从更远离反射式光学传感器的另一个表面的反射。在其他实施例中,采用除了光学传感器之外的不同类型的传感器来进行负载状态检测。例如,采用限位开关或磁传感器来进行负载状态检测,其中,限位开关通过与存储单元303的底侧接触而机械地致动,磁传感器由于在存储单元303的底侧发射可检测磁场的协作磁性元件的存在而致动。光学传感器的使用排除了移动部件或存储单元303的磁性集成或其他特殊配置的需要。
87.除了主要卡合沟槽317和次要卡合凹槽319之外,图4c示出的存储单元303的底侧还包括四个突出元件或凸台320,所述突出元件或凸台320设置在底板321的四个角落处的底板321的外围内。由于底板321的穿孔的骨架或网状结构,凸台320的底端在存储单元303的最低平面处形成扩大的实心表面区,否则所述实心表面区主要是未被占用的开放空间。当存储单元303适当地装载到rsrv 306上的对齐位置时,凸台320的底端的这些扩大的实心表面区被定位,以与在rsrv 306的上部支撑平台312的角落的负载状态传感器401对齐并由所述负载状态传感器401检测。在底板321为实心或穿孔较少的结构的实施例中,底板321的底侧除了环形的主要卡合沟槽317和四个次要卡合凹槽319之外,是从主要卡合沟槽317不间断地横跨至底板321的外部角落的连续实心表面,从而不需要图4c示出的底板321的骨架或网状结构的凸台320。
88.图1至图2示出的制造系统100的存储配置进一步包括一批工件,所述工件被存储在图3示出的3d网格存储结构300的存储位置内,用于由所述工件制造物品。存储单元303用于3d网格存储结构300中,以存储在图1至图2示出的制造系统100的制造单元106、107执行的各种制造过程所需的工件,例如原料、预制的组件、预组装的子组合件等。在一实施例中,存储单元303也用于3d网格存储结构300中,以存储由机器人工人或人类工人在制造单元106和107执行的各种制造过程所需的工具件。包括工件的存储单元在本文称为“工件存储单元”,而包括工具件的存储单元在本文称为“工具件存储单元”。在一实施例中,工件存储单元和工具件存储单元彼此相同。在另一实施例中,工件存储单元和工具件存储单元彼此不同,但是共享一些或全部相同的接口特征,例如图4c至图4d示出的主要卡合沟槽317、次要卡合凹槽319和/或传感器可检测的凸台表面320,存储单元303由于所述接口特征而具有与rsrv 306兼容的功能,以将存储单元303装载到rsrv 306和从rsrv 306卸载。在另一实施例中,3d网格存储结构300还存储一批工件支架,在图5a至图5c中示出一个工件支架。
89.图5a为根据本文的一实施例的工件支架501的俯视立体图,工件支架501可存储在图1至图3中示出的包括三维(3d)网格存储结构300的自动仓储系统(asrs)结构101中。工件支架501配置以在物品或产品的制造过程中提供可重复性、准确性和可互换性。每一个工件支架501为夹具或固定装置,配置以在其上容纳一个或多个工件,所述工件是经在图1至图2示出的在制造中心105的一个或多个制造单元106的制造过程处理的工件。每一个工件支架501配置以将一个或多个工件接收并容纳在特定的预定或固定位置,以允许对工件执行制造过程的一个或多个处理步骤。每一个工件支架501配置以在制造过程期间引导工具件。图5b为根据本文的一实施例的在图5a中示出的工件支架501的俯视平面图。图5c为根据本文
的一实施例的在图5a中示出的工件支架501的侧视图。类似于存储单元303,工件支架501存储在asrs结构101的料架轨道上,因此具有与存储单元303相同的底部接口。
90.在图5a至图5c示出的实施例中,每一个工件支架501包括标准化的基板502,基板502的结构对于所有工件支架都相同,并且具有与图4c至图4d示出的存储单元303的底板321匹配的占用面积以及匹配或类似的底侧配置。每一个工件支架501与存储单元303共享匹配的占用面积,以允许将每一个工件支架501和存储单元303存储在asrs结构101的任何存储位置中。因此,每一个工件支架501的基板502的底侧包括围绕基板502的中心点的主要卡合沟槽,其类似于在图4c至图4d示出的存储单元303的底侧上的主要卡合沟槽317。在另一实施例中,每一个工件支架501的基板502的底侧进一步包括靠近基板502的外围的次要卡合凹槽,其类似于在图4c至图4d示出的存储单元303的底侧上的次要卡合凹槽319。在另一实施例中,每一个工件支架501的基板502的底侧进一步包括靠近基板502的角落的传感器可检测表面,其类似于在图4c至图4d示出的底板321的底侧的骨架结构的凸台320的底端或其光滑连续的底侧表面区,以由图4a至图4b示出的机器人存储/取出车辆(rsrv)306的负载状态传感器401读取这些表面。工件支架501的基板502的占用面积具有与存储单元303相同或大致相似的区域和形状,并且配置以适配在asrs结构101的料架上的每一个存储位置内,并类似地适配在图4a至图4b示出的每一个rsrv 306的指定的着陆区内的上部支撑平台312的顶部。工件支架501的底侧的接口特征类似于存储单元303的底侧的接口特征,并且允许工件支架501与rsrv 306兼容。由于每一个工件支架501与存储单元303共享相同的rsrv接口特征,因此,每一个工件支架501还配置以通过与存储单元303相同的方式装载到每一个rsrv 306和从其卸载。应当理解,工件支架501的基板502和每一个存储单元303共享使用匹配的rsrv接口特征,这允许了使用同一队rsrv 306将工件支架501和存储单元303存放到同一3d网格存储结构300和从其取出,而不论rsrv接口特征是本文特别公开用于基于转台的rsrv 306的特征,还是与rsrv 306的变型兼容的一些其他配置都可以。
91.图6a为在图5a中示出的工件支架501的俯视立体图,其示出容纳在工件支架501内的工件601。在图1至图2示出的制造系统100的制造单元106、107执行的各种制造过程所需的工件601包括例如预制的组件、预组装的子组合件等。图6b为根据本文的一实施例的工件支架501的俯视平面图,其中工件601被容纳在工件支架501中。
92.图7为根据本文的一实施例的在图1至图2中示出的制造系统100的备料区102的俯视平面图。以满箱数量到达制造设施的新工件可被卸下,并被引入至图3示出的界定自动仓储系统(asrs)结构101的三维(3d)网格存储结构300中作为一般库存,其中,相同类型的多个工件701被转移至共享的工件存储单元,其在本文称为“库存存储单元”,随后,根据在图1至图2示出的制造中心105的制造单元106、107中的一个处执行的制造过程的要求,从所述库存存储单元拉出较少量的工件,以编制成包括单一类型的工件或不同工件的套件的存储单元303b。从不同库存存储单元303a编制而成的不同工件的套件集合被放置到另一个存储单元,其在本文称为“套件存储单元”,以将此存储单元303c与包括一般库存工件701的库存存储单元303a及包含单一类型工件的工件存储单元303b区别开。将一般库存工件701从多个库存存储单元303a转移至工件存储单元303b或套件存储单元303c的备料过程,在配备有一个或多个备料工作站103、104的备料区102执行。备料工作站103、104的数量可在各种实施例中改变。在一实施例中,这些备料工作站103、104与申请人在pct专利申请第pct/
ib2020/054380号案中公开的拣料工作站类型相同或相似,其通过引用整体并入本文。
93.在图7示出的实施例中,备料工作站103和104中的每一个配置有l形构造,所述l形构造包括第一边103a、104a以及第二边103b、104b,其中,第一边103a、104a从asrs结构101的周围侧101a向外突出,第二边103b、104b平行于asrs结构101的周围侧101a延伸。每一个备料工作站103、104的内部是封闭的,因此,每一个备料工作站103、104包括垂直的外壁,如图2所示,相应的备料工作站103、104在其侧面由所述外壁封闭,但其在网格下部轨道布局302向3d网格存储结构300开口的内侧除外。每一个备料工作站103、104进一步包括顶盖板110,顶盖板110的底侧界定每一个备料工作站103、104的内部天花板,并且,顶盖板110的相对顶侧界定外部工作台的工作表面。
94.在第一边103a、104a的内部是相应的备料工作站103、104的下部轨道。每一个备料工作站103、104的下部轨道为3d网格存储结构300的网格下部轨道布局302的延伸。在一实施例中,备料工作站103、104的下部轨道为双向轨道,所述双向轨道为3d网格存储结构300的二个区块宽,并且垂直于3d网格存储结构300的周围侧延伸。类似于3d网格存储结构300的网格下部轨道布局302,每一个备料工作站103、104的下部轨道包括垂直交叉轨道,所述垂直交叉轨道界定下部轨道的正方形区块。沿第一边103a、104a的外侧,即沿第二边103b、104b相对侧延伸的第一列区块界定第一边103a、104a的双向下部轨道的出库半部,在所述出库半部上,机器人存储/取出车辆(rsrv)306在网格下部轨道布局302离开3d网格存储结构300,并在相应的备料工作站103、104的第一边103a、104a内行进远离3d网格存储结构300。沿第一边103a、104a的相对内侧延伸的第二列区块界定第一边103a、104a的双向下部轨道的入库半部,在所述入库半部上,rsrv 306可以行进回到网格下部轨道布局302上的3d网格存储结构300。rsrv 306从3d网格存储结构300离开,经过相应的备料工作站103、104的第一边103a、104a,并返回3d网格存储结构300的循环行进由图7中的箭头702表示。
95.在下部轨道的入库半部上的存取区块上方,拾取存取口111从其工作台的工作表面穿过顶盖板110开口到相应的备料工作站103、104的第一边103a、104a的内部空间中。因此,当行进通过相应的备料工作站103、104的第一边103a、104a的rsrv 306停放在其行进通过的入库半部的存取区块时,站在或安装在l形工作站103、104的拐角附近的相应的备料工作站103、104的人类工人703或机器人工人704可与承载在rsrv 306顶部的库存存储单元303a相互作用,以从中拾取一个或多个库存工件701。然后,库存存储单元303a从相应的备料工作站103、104的下部轨道的存取区块向前前进,回到网格下部轨道布局302上的3d网格存储结构300中。
96.相应的备料工作站103、104的第二边103b、104b类似地包括放置存取口112,在接收初始空的工件存储单元或初始空的套件存储单元的另一个存取区块上方的位置,放置存取口112从其工作台的工作表面穿过相应的备料工作站103、104的顶盖板110。因此,此放置存取口112允许进入空的工件存储单元或空的套件存储单元,以将从循环通过拾取存取口111的一个或多个库存存储单元303a拾取的库存工件701放置在所述空的存储单元中。rsrv306在放置存取口112的长期静态停放可被认为是浪费资源,阻止了在此期间将所述特定rsrv 306分配给其他任务,因此,在一实施例中,相应的备料工作站103、104的第二边103b、104b不包括用于使存储单元由车载行进通过相应的备料工作站103、104的第二边103b、104b的车辆轨道。代替车辆轨道,第二边103b、104b包括内部输送机114a,内部输送机
114a沿第二边103b、104b从距离第一边103a、104a最远的远端运行至位于放置存取口112下方的存取区块。在3d网格存储结构300的网格下部轨道布局302的周围处,rsrv 306将空的工件存储单元或空的套件存储单元从卸载/拾取区块113卸载到内部输送机114a上,并且,备料工作站103、104的内部输送机114a将空的工件存储单元或空的套件存储单元推进至放置存取口112,在放置存取口112处,将从库存存储单元303a拾取的库存工件701放置到工件存储单元303b或套件存储单元303c中。一旦工件存储单元303b或套件存储单元303c完成编制,已填充的工件存储单元303b或已填充的套件存储单元303c从备料工作站103、104移出至一返回输送机114b上,返回输送机114b沿与备料工作站103、104的内部输送机114a相反的方向运行,以将已填充的工件存储单元303b或已填充的套件存储单元303c转移回到卸载/拾取区块113,从而在卸载/拾取区块113由另一个rsrv 306拾取。然后,此rsrv 306将已填充的工件存储单元303b或已填充的套件存储单元303c承载至3d网格存储结构300中,并将已填充的套件存储单元303c放置在可用的存储位置中,用于后续在图1至图2示出的制造单元106或107需要时从所述可用的存储位置取出。
97.因此,每一个备料工作站103、104包括二个行进路径,在所述行进路径上,库存存储单元303a和工件存储单元303b或套件存储单元303c可分别通过备料工作站103、104经过相应的存取口111、112转移,在所述存取口111、112处可进入存储单元303a、303b、303c,以从通过备料工作站103、104转移的相应的存储单元303a、303b、303c拾取工件701和将工件701放置到所述相应的存储单元303a、303b、303c。通过备料工作站103、104的一条行进路径涉及相应的存储单元303a、303b、303c在3d网格存储结构300的延伸轨道上的车载行进,而另一条行进路径是基于输送机的短路径,在所述基于输送机的短路径上,相应的存储单元303a、303b、303c的卸载和拾取也由所述一队rsrv 306执行。
98.图8a至图8d为根据本文的不同实施例的在图1至图2示出的制造系统100的制造中心105的局部俯视平面图,其示出全自动制造单元106和相邻的人工参与的制造单元107,其中,在制造工作流程中采用不同的存储单元303b、303c和303d。图8a和图8c示出在制造工作流程中采用的工件存储单元303b和工具件存储单元303d。图8b和图8d示出在制造工作流程中采用的套件存储单元303c和工具件存储单元303d。
99.如图8a至图8d所示,制造中心105的网格轨道结构108包括多组交叉轨道,图3和图4a至图4b示出的rsrv 306可在所述交叉轨道上沿二个维度导航。在所述两组交叉轨道中,一组交叉轨道为界定图1至图3示出的asrs结构101的三维(3d)网格存储结构300的网格下部轨道布局302的相应的轨道的延伸。在图8a至图8d示出的实施例中,延伸轨道115在二维(2d)基准平面的x方向上延伸,所述2d基准平面由3d网格存储结构300的网格下部轨道布局302和制造中心105的网格轨道结构108共享,因此,延伸轨道115与3d网格存储结构300的网格下部轨道布局302的x方向轨道307连接成直线。网格轨道结构108的延伸轨道115与横向轨道116垂直相交,在示出的示例中,横向轨道116在共享的2d基准平面的y方向上延伸。因此,在从3d网格存储结构300的周围向外间隔开的位置,横向轨道116平行于3d网格存储结构300的网格下部轨道布局302的y方向轨道308。网格轨道结构108包括正方形区块117,每一个正方形区块117被界定在一对相邻的平行延伸轨道115和一对相邻的横向轨道116之间。
100.在图8a至图8b示出的实施例中,网格轨道结构108中的区块117全部为正方形。在
图8c至图8d示出的另一实施例中,网格轨道结构108中的区块117不全部为正方形,因为不是3d网格存储结构300的网格下部轨道布局302中的每一个x方向轨道307都具有与其连接的相应的延伸轨道115。在本实施例中,尽管横向轨道116以规则、一致的间隔定位,但是在一些位置省略了延伸轨道115,否则延伸轨道115会在所述位置处穿过自动化制造单元106。因此,在本实施例中,使用术语列来代表在x方向上横跨网格轨道结构108的条状区域,所述条状区域的内部宽度的尺寸在两个邻近的延伸轨道115之间,所述网格轨道结构108包括:较宽的列,由自动化制造单元106占据并且由较宽的矩形区块119组成;以及较窄的列,成对配置,并在每一个较宽的列的相对侧上与所述较宽的列相邻。如图8a至图8d所示,使用术语行来代表在y方向上横跨网格轨道结构108的条状区域,所述条状区域的内部宽度的尺寸横跨两个相邻的横向轨道116,所述网格轨道结构108包括等宽均匀的行。
101.在图8a至图8b示出的实施例中,网格轨道结构108包括在整个网格轨道结构108上以规则、一致的间隔定位的一整组延伸轨道115,其中,网格轨道结构108中的所有区块均以正方形配置,并且所有列和行都具有均匀、相等的宽度。每一个正方形区块117表示网格轨道结构108的一基准单元,制造单元106及其模块化组件的尺寸由所述基准单元测量。如图8a至图8d例示性示出,每一个自动化制造单元106占据一正方形单元空间,所述正方形单元空间的面积等于网格轨道结构108的九个正方形区块117的面积。因此,在一实施例中,正方形单元空间被分成九个正方形子空间的集合。所述九个正方形空间中的每一个的面积等于网格轨道结构108的一个正方形区块117的面积。
102.如图8a至图8d示例性示出,每一个自动化制造单元106包括:四个模块化容纳站118a、118b、118c和118d;第一机器人工人模块120a;以及第二机器人工人模块120b。所述四个模块化容纳站118a、118b、118c和118d占据制造单元106的四个角落子空间。第一机器人工人模块120a占据第一中间周围子空间,所述第一中间周围子空间位于制造单元106的正方形周围的第一侧的两个角落子空间之间。第二机器人工人模块120b占据第二中间周围子空间,所述第二中间周围子空间位于制造单元106的正方形周围的相对的第二侧的另外两个角落子空间之间。在一实施例中,容纳站模块118a至118d和机器人工人模块120a、120b中的每一个均为正方形占用面积模块,所述正方形占用面积模块的占用面积通常等于制造单元106的单个正方形子空间的占用面积。因此,容纳站模块118a至118d和机器人工人模块120a、120b中的每一个在x方向和y方向上的宽度都不超过正方形区块117在上述相同方向上的宽度,所述在相同方向上的宽度的尺寸在正方形区块117的相对侧的两个平行轨道之间。在图8a至图8d示出的实施例中,容纳站模块118a至118d和机器人工人模块120a、120b中的每一个均为单一单元1
×
1模块,所述单一单元1
×
1模块仅占据网格轨道结构108的单个基准单元或一个正方形区块117。在其他实施例中,额外地或替代地采用多单元或多区块模块,其中,所述多单元或多区块模块中的每一个在网格轨道结构108中占据相应数量的整体单元或区块。例如,双单元2x 1模块在一个维度上的尺寸为两个单元宽,在另一个维度上的尺寸为一个单元宽,并且占据网格轨道结构108的两个单元。在任何情况下,容纳站模块118a至118d和机器人工人模块120a、120b中的每一个在任一方向上的宽度通常等于任何正方形区块117的宽度的整数倍,所述正方形区块117的宽度在本文也称为“单元宽度”。为了说明,图8a至图8d示出3
×
3的正方形区块,其中,二个机器人工人123a和123b构成单个制造单元106;然而,本文公开的制造中心105的范围不限于使每一个制造单元106包括具有二个
机器人工人123a和123b的3x 3正方形区块,而是可扩展为包括在x方向或y方向上具有额外的正方形区块和机器人工人的可扩展的制造单元。例如,制造中心105配置有可扩展的制造单元106,每一个可扩展的制造单元106包括具有四个机器人工人和六个存储单元的3
×
5正方形区块。
103.在一实施例中,模块化容纳站118a、118b、118c、118d中的每一个均为料架组件,所述料架组件的尺寸适于在其上放置存储单元303b、303c和303d中的一个。如图9a所示,所述料架组件包括一对平行的料架轨道129,所述料架轨道129由一组四个结构性支架或直立柱121支撑。每一个直立柱121在制造单元106的正方形子空间的相应的角落处安装在网格轨道结构108的两个垂直的轨道115、116的交叉处。每一个料架轨道129沿正方形子空间的相应侧延伸,并且,两个料架轨道129之间的距离小于底部为正方形的存储单元303b、303c或303d中的每一个的宽度。两个料架轨道129之间的开放空间允许将图4a至图4b示出的rsrv 306的转台臂315插入在两个料架轨道129之间,以在将存储单元303b、303c或303d卸载到制造单元106的期间将存储单元303b、303c或303d从rsrv 306推离到料架轨道129上。类似地,一旦将存储单元303b、303c或303d安置于料架轨道129上,并且通过降低图4a至图4b示出的rsrv 306的上部支撑平台312来降低rsrv 306的转台臂315以使其向下脱离与存储单元303b、303c或303d的底侧的接合,则料架轨道129之间的空间允许rsrv 306的转台臂315收缩,从而将存储单元303b、303c或303d放置在制造单元106,并且使rsrv 306离开以自由地执行其他制造单元106的其他取出和传送任务。在稍后拾取存储单元303b、303c或303d的期间执行反向过程,所述反向过程包括:在料架轨道129之间伸长rsrv 306的转台臂315;抬高rsrv 306的上部支撑平台312,以抬高伸长的转台臂315使其与存储单元303b、303c或303d的底侧接合;然后将转台臂315收缩以将存储单元303b、303c或303d拉到rsrv 306的上部支撑平台312上。由于3d网格存储结构300的垂直存储列304中的料架支架的间隔与容纳站118a至118d的料架轨道129的间隔相等,因此,存储单元303b、303c和303d在容纳站118a至118d的卸载和拾取,与存储单元303b、303c和303d在3d网格存储结构300中装配有料架的存储位置的存放和提取相同。
104.在图8a和图8c中例示性示出的实施例中,将在第一机器人工人模块120a的相对侧上的两个模块化容纳站118a、118b指定为第一工件容纳区和第二工件容纳区,工件存储单元303b由rsrv 306传送至第一工件容纳区和第二工件容纳区,以向制造单元106提供在制造单元106的制造过程所需的两种类型的工件701a、701b。在图8b和图8d中例示性示出的另一实施例中,将在第一机器人工人模块120a的相对侧上的两个模块化容纳站118a、118b指定为第一工件容纳区和第二工件容纳区,套件存储单元303c由rsrv 306传送至第一工件容纳区和第二工件容纳区,以向制造单元106提供在制造单元106的制造过程所需的两种类型的工件的特定组合。将在第二机器人工人模块120b的相对侧上的另外两个模块化容纳站118c、118d指定为第一工具容纳区和第二工具容纳区,工具件存储单元303d由rsrv 306传送至第一工具容纳区和第二工具容纳区,以向制造单元106提供在制造单元106的制造过程所需的特定成组的工具件801。将第一工件容纳区和第一工具容纳区指定为第一组成对容纳区,用于将工件701a、701b和工具件801供应给将在制造单元106执行的第一制造过程,而将第二工件容纳区和第二工具容纳区指定为第二组成对容纳区,用于将工件701a、701b和工具件801供应给将在制造单元106执行的不同的第二制造过程。
105.机器人工人模块120a、120b中的每一个包括正方形或矩形的安装基座122,所述正方形或矩形界定相应的机器人工人模块120a、120b的单区块或多区块占用面积,所述占用面积不超过相应的机器人工人模块120a、120b所安装的制造单元106的指定的子空间的边界。在一实施例中,安装基座122被悬挂在指定的一个或多个子空间的四个角落处的一组四个直立柱121之间。在图8a至图8d示出的实施例中,机器人工人模块120a、120b中的每一个在制造单元106的紧邻的子空间处与两个容纳站118a、118b或两个容纳站118c、118d相邻,机器人工人模块120a、120b中的每一个与两个相邻的容纳站118a、118b中的每一个或两个相邻的容纳站118c、118d中的每一个共享两个直立柱121。多轴铰接机械臂形式的机器人工人123a、123b,例如位于安装基座122的顶部。在一实施例中,第一机器人工人模块120a的机器人工人123a用作机器人拾取器,以从位在与机器人工人模块120a相邻的两个工件容纳区的容纳站118a、118b拾取工件701a、701b。第二机器人工人模块120b的机器人工人123b用作机器人处理工人,以对机器人拾取器123a所拾取的工件701a、701b执行制造过程步骤。机器人处理工人123b是一种其工具支架包括自动工具交换接口的类型,所述自动工具交换接口能够选择性地与不同的工具件801耦接,以允许使用不同的工具件801执行不同的制造过程步骤。因此,机器人处理工人123b可从容纳在工具件存储单元303d中的两组工具件801的任何一组中选择并附接必要的工具件801,用于对一个或多个工件701a、701b执行特定处理步骤,其中,所述工具件存储单元303d放置在与机器人工人模块120b相邻的两个工具容纳区的模块化容纳站118c、118d的顶部。
106.如图8a至图8d所示,容纳站118a至118d以及机器人工人模块120a和120b占据制造单元106的九个子空间中的在制造单元106的相对侧上的六个。在两组被占据的子空间之间的其余三个子空间保持未被占据的状态。在这三个未被占据的子空间中,在两个机器人工人模块120a和120b之间的中央子空间界定制造单元106的工作区,承载工件支架501的rsrv 306可停放在所述工作区,以将工件支架501放置在两个机器人工人123a、123b之间的工作位置中,以供机器人工人123a、123b进入。工件支架501的此工作位置允许来自任一工件容纳区中的一个或多个工件701a、701b由机器人拾取器123a根据一个或多个制造过程步骤以指定的位置和方向放置在工件支架501上,然后由机器人处理工人123b使用合适的工具件801对支架上的工件执行所述一个或多个制造过程步骤,其中,所述合适的工具件801由机器人处理工人123b从容纳在工具容纳站118c、118d的多组工具件中自动选择并附接。制造单元106的另外两个未被占据的子空间为中间周围子空间124a、124b,中间周围子空间124a、124b各自在制造单元106的相应侧的一个工件容纳区和一个工具容纳区之间保持开放。三个未被占据的子空间形成一条贯穿路径,承载工件支架501的rsrv 306通过所述贯穿路径从制造单元106的一侧穿过制造单元106行进到另一侧,中途在所述中央子空间暂停,以适于在工件支架501上放置和处理工件701a、701b。根据本文的一实施例,图8a和图8c示出在制造过程中使用包括两种类型的工件701a和701b的两个工件存储单元303b时的制造单元106。在本实施例中,将多个工件存储单元303b存储、取出并传送至制造单元106。此外,在制造单元106中,对于每一个工件存储单元303b来说,存在有一个工具件存储单元303d。工件存储单元303b从3d网格存储结构300取出、传送,并在制造单元106的一系列组装步骤中使用。根据本文的一实施例,图8b和图8d示出在制造过程中使用包括不同类型的工件的特定组合的两个套件存储单元303c时的制造单元106。在一示例中,图8b和图8d示出的右侧
的套件存储单元303c是当前正用于组装的存储单元,而左侧的套件存储单元303c是在随后的制造过程中使用的存储单元。
107.图9a为根据本文的一实施例的在图1至图2中示出的制造中心105的一个全自动制造单元106的立体图,其示出机器人拾取器123a将第一类型的第一工件701a从第一工件存储单元303b装载至由rsrv承载的工件支架501上。如图9a所示,承载工件支架501的rsrv 306可以在未被包覆的出口127处离开包括三维(3d)网格存储结构300的asrs结构101,rsrv 306通过出口127从3d网格存储结构300的网格下部轨道布局302行进至制造中心105的网格轨道结构108上,然后可沿网格轨道结构108行进至工件支架501的目的地制造单元106。rsrv 306在制造单元106的一侧的中间周围子空间124a进入制造单元106的所述贯穿路径,停放在制造单元106的中央子空间处直到已在工件支架501上放置并处理工件701a、701b为止,然后通过在制造单元106的相对侧的中间周围子空间124b离开制造单元106。rsrv306将工件支架501和在其上的已处理工件通过未被包覆的返回入口128运送回到3d网格存储结构300中,以存储在其3d存储位置,其中,rsrv 306在返回入口128从制造中心105的网格轨道结构108行进至存储结构300的网格下部轨道布局302上。
108.在图10示出的实施例中,在从当前制造单元106离开时,rsrv 306可向前行进至另一个制造单元106,在另一个制造单元106处,可将额外工件添加至工件支架501和在其上的先前已处理的工件。在一实施例中,通过在多个制造单元106执行的一系列制造过程,重复rsrv 306通过多个制造单元106的这种路线直到制造出成品,例如产品成品或子组合件成品,此时,将产品成品或子组合件成品返回至3d网格存储结构300中,并存放在其中相应的存储位置。
109.本文公开的制造单元106的特定尺寸以及图9a至图9f示出的模块化组件及其中的未被占据的空间的数量、类型和布局是作为示例提供的,并且可以改变。制造单元106的组件相对于正方形单元的网格轨道结构108的模块化允许很大程度的灵活性,以根据制造设施的新的或改变的需求来定制和重组任何制造单元106。在一实施例中,如以下的例示性制造情形所公开,在每一个制造单元106中设置两个工件容纳区,以最小化在制造单元106的非生产时间。
110.如图9a所示,第一工件容纳站118a容纳第一类型如类型a的多个工件701a,第二工件容纳站118b容纳不同的第二类型如类型b的多个工件701b。如图9a所示,机器人拾取器123a已将类型a的工件701a和类型b的工件701b从相应的工件存储单元303b放置到停放在制造单元106的中央子空间的由rsrv承载的工件支架501上,并且示出将来自第一组的类型a的另一个工件701a放置到工件支架501上。在图9a示出的示例中,工件支架501配置以沿指定方向容纳类型a的多个工件701a,所述指定方向适合于将类型b的工件701b接合至类型a的相应的工件701a。如图9b所示,一旦将所需数量的类型a的工件701a放置在工件支架501上,空的rsrv 306就可以通过出口127从3d网格存储结构300行进至制造单元106,从第一容纳站118a拾取目前不需要的工件存储单元303b,并且通过返回入口128将工件存储单元303b返回到3d网格存储结构300。
111.图9b为根据本文的一实施例的制造单元106的立体图,其示出机器人拾取器123a将类型b的第二工件701b从第二工件存储单元303b装载至由rsrv承载的工件支架501上,以在由rsrv承载的工件支架501上由机器人处理工人123b将类型b的第二工件701b附接至类
型a的第一工件701a,并且,rsrv 306移除包括剩余的类型a的工件701a的第一工件存储单元303b,以为后续不同的制造过程准备制造单元106。在从第一工件容纳站118a拾取目前不需要的工件存储单元303b的期间,机器人拾取器123a从第二工件容纳站118b拾取类型b的工件701b,将类型b的工件701b转移至放置在制造单元106的中央子空间的工件支架501上,并且将类型b的工件701b以指定的位置和方向放置或容纳到一个已放置好的类型a的工件701a上,以进行接合。同时,机器人处理工人123b从放置在一个工具容纳区的工具容纳站118d上的工具件存储单元303d选择并自行附接指定的工具件801。
112.图9c为根据本文的一实施例的制造单元106的立体图,其示出在机器人处理工人123b正在拾取来自工具件存储单元303d的自动选择的工具件801,以在由rsrv承载的工件支架501上将类型b的第二工件701b接合至类型a的第一工件701a的同时,rsrv 306将包含第三类型如类型c的工件701c的第三工件存储单元303b传送至制造单元106,以取代被移除的工件存储单元303b。机器人处理工人123b使用所附接的工具件801将由机器人拾取器123a夹持的类型b的工件701b接合至先前已放置在工件支架501上的类型a的一个工件701a,同时,另一个rsrv 306将包含类型c的工件701c的第三工件存储单元303b传送至先前由工件存储单元303b占据但目前已移除工件存储单元303b的第一工件容纳站118a。在一实施例中,套件存储单元在图1至图2和图7示出的制造系统100的备料区102处通过备料操作进行组装,并且配置以包含特定制造过程所需的各种类型的工件的特定组合,以免除对于单个制造过程将多个工件存储单元303b取出并传送至制造单元106的操作。
113.图9d为根据本文的一实施例的制造单元106的立体图,其示出:已接合的第一工件701a和第二工件701b的完成的子组合件,所述完成的子组合件在由rsrv承载的工件支架501上离开制造单元106;以及承载第四类型如类型d的工件701d的新的工件支架501,所述新的工件支架501在另一个rsrv 306上传送,以在随后的制造过程期间,将类型d的工件701d与类型c的工件701c组装在一起。图9d示出目前容纳子组合件的工件支架501,每一个所述子组合件包括已通过以上公开的两个机器人工人123a、123b的协作而接合至相应的类型a的工件701a的类型b的工件701b。工件支架501及其上的子组合件由其上承载有所述工件支架501的rsrv 306送离制造单元106,同时,另一个承载有来自3d网格存储结构300的类型d的多个工件701d的rsrv 306到达所述子组合件所离开的制造单元106。在一实施例中,离开的工件支架501及其上的子组合件由rsrv 306承载至3d网格存储结构300中,以进行存储。在另一实施例中,离开的工件支架501及其上的子组合件由rsrv 306承载前往另一个制造单元106,以进行进一步处理。然后,将来自第三工件存储单元303b的类型c的工件701c放置在第一工件容纳站118a,并且由机器人拾取器123a将类型c的工件701c相对于类型d的工件701d适当地放置或容纳,同时,机器人处理工人123b必要时在工具件容纳站118d更换工具件,然后执行接合处理,以将类型d的工件701d接合至类型c的工件701c。
114.图9e为根据本文的一实施例的制造单元106的立体图,其示出在机器人拾取器将123a将类型c的第三工件701c从第三工件存储单元303b装载至新的由rsrv承载的工件支架501上的同时,机器人处理工人123b正在拾取来自工具件存储单元303d的自动选择的工具件801,以在新的由rsrv承载的工件支架501上将类型c的第三工件701c接合至类型d的第四工件701d。
115.图9f为根据本文的一实施例的制造单元106的立体图,其示出机器人拾取器123a
和机器人处理工人123b之间的协作,以在新的由rsrv承载的工件支架501上将类型c的第三工件701c接合至类型d的第四工件701d。机器人拾取器123a将第三工件701c和第四工件701d以预定的方向容纳在工件支架501上,同时,机器人处理工人123b使用选定的工具件801将第三工件701c接合至第四工件701d。
116.前述示例说明了当制造单元106正在进行来自两个工件容纳区中的一个工件容纳区的工件的放置和处理时,在另一个工件容纳区中的工件存储单元303b如何被交换出,这不论是在如前述示例所考虑地准备用于不同制造过程的制造单元106时,还是在将空的工件存储单元303b换成具有相同类型或套件的工件的装满的存储单元303b或303c,以对用于重复相同的制造过程的制造单元106进行补给时都可以执行。类似地,前述示例说明了在完成对第一工件支架501的工件内容物进行的制造过程之前,承载第二工件支架501的rsrv 306如何在制造单元106处排队。以这种方式,一旦第一工件支架501在其rsrv 306上离开制造单元106,第二工件支架501就前进至在制造单元106的中心的机器人工人123a、123b之间的工作位置中。前述示例还说明了传送至制造单元106的工件支架501如何可为空的工件支架或被占据的工件支架,不论这种预先处理或组装稍早是在相同的制造单元106还是在不同的制造单元执行的都可以,其中,所述被占据的工件支架是指其上已预先处理或组装有已处理的工件或已组装的子组合件的工件支架。在到达的工件支架501为被占据的工件支架的情况下,工件支架501可直接从另一个制造单元到达,或者从工件支架501在制造过程之间暂时存储或暂作缓冲的3d网格存储结构300中的存储位置到达。
117.图10为根据本文的一实施例的在图1至图2中示出的制造中心105的俯视平面图,其示出一个rsrv 306在多站路径上行进,以将图9a至图9b示出的工件支架501移动通过在制造中心105中的各个制造单元106的多个制造阶段的示例。在一实施例中,多个制造单元106被以菊花链的方式连接在一起,以使用网格轨道结构108上的任何制造单元顺序来依序地执行数个制造过程。在另一实施例中,个别的制造过程被分配给每一个制造单元106,并在可用性允许的情况下完成。例如,根据制造单元106的优先顺序和可用性,可以任何组合来执行图10示出的步骤1、2、3和4。如图10所示,在将已完成的子组合件返回asrs结构101之前,承载其上具有工件的工件支架501的rsrv 306在具有多个站,例如,在四个不同的制造单元106的四个站的路径上行进。工件支架501上的工件在每一个制造单元106处经历制造过程的一个或多个过程步骤以制造出成品,例如产品成品或子组合件成品。然后,相同的rsrv 306将成品传送至asrs结构101,以存储在其中。
118.在一实施例中,计算机控制系统(ccs)131随机分配每一个制造单元106的容纳站,以容纳存储单元。例如,ccs 131为当前过程的工件套件箱分配一个容纳站,为当前过程的工具件套件箱分配另一个容纳站,为后续过程的工件套件箱分配再另一个容纳站,且为后续过程的工具件套件箱分配又另一个容纳站。ccs 131进一步如下分配在制造单元106中的其他区块:配置作为用于由rsrv承载的工件支架501的通道的区块;以及用于容纳机器人工人的区块,所述机器人工人例如用于抓取工件支架501上的待处理工件的机器人拾取器,以及用于使用工具件在工件支架501上对工件进行处理的机器人处理工人。若制造过程对于机器人处理而言过于复杂,或者若所述过程所处理的工件比存储单元还大,则使用人工参与的制造单元107。在人工参与的制造单元107处,将工件套件箱和工具件套件箱传送给人类工人。ccs131在位于人工参与的制造单元107处的人机界面(hmi)上显示指令。根据存储
单元的类型而显示的指令呈现在人工参与的制造单元107的端口处。
119.图11为根据本文的一实施例的在图1至图2中示出的制造中心105的俯视平面图,其示出一对rsrv 306在多站路径上行进,以在asrs结构101和制造中心105的制造单元106之间运送工件和工具件的示例。在图9a至图9f示出的两个工具容纳站118c、118d中的一个处将一个工具件存储单元303d换成另一个,同时,在制造单元106中使用来自另一工具容纳站的一个或多个工具件,这对于将制造单元106从一个制造过程切换至另一制造过程而不损失生产时间而言是有用的。图11示出两个工件容纳区和两个工具容纳区的使用,其中,从3d网格存储结构300送出的rsrv 306将工件存储单元303b或套件存储单元303c传送至一个制造单元106的工件容纳区,并且,所述rsrv 306可用于从另一个制造单元106拾取空的或不需要的工件存储单元303b,或拾取空的或不需要的套件存储单元303c,然后将所述空的或不需要的工件存储单元303b或空的或不需要的套件存储单元303c返回至3d网格存储结构300,以存储在其中。类似地,从3d网格存储结构300送出的rsrv306将工具件存储单元303d传送至一个制造单元106的工具容纳区,并且,所述rsrv 306可用于从另一个制造单元106拾取不需要的工具件存储单元303d,然后将所述空的或不需要的工具件存储单元303d返回至3d网格存储结构300中,以存储在其中。同时,在每一个制造单元106具有两个工件容纳区和两个工具容纳区的情况下,通过在仍然被占据的容纳区继续进行制造,同时清空和补给另一个容纳区,可以避免在制造单元106的非生产时间。在一实施例中,相同的rsrv 306配置以在卸载所需的工件存储单元303b之后,拾取空的或不需要的工具件存储单元303d,反之亦然。也就是说,用于将所需的工件存储单元303b或套件存储单元303c卸载至制造单元106的同一rsrv 306可配置以从制造单元106拾取空的或不需要的工具件存储单元303d。类似地,用于将所需的工具件存储单元303d卸载至制造单元106的同一rsrv 306可配置以从制造单元106拾取空的或不需要的工件存储单元303b或套件存储单元303c。在分配双重任务时,即,rsrv 306从3d网格存储结构300出来将所需的存储单元卸载并拾取空的或不需要的存储单元的单次行程提高了制造过程的效率,也可采用rsrv 306的单一任务路线。
120.全自动制造单元106分布在整个网格轨道结构108的主要内部区,并且网格轨道结构108在任何两个相邻的制造单元106之间的至少一行或一列保持开放,以允许rsrv 306在其间行进。在图10至图11例示性示出的实施例中,在每一对相邻的制造单元106之间的两行或两列保持开放,以防止一个rsrv 306与一个制造单元106的相互作用阻碍另一个rsrv 306与相邻的制造单元106的相互作用。
121.在一实施例中,每一个人工参与的制造单元107具有与申请人在美国专利申请第16/374,123号和第16/374,143号案中公开的工作站相同的结构,其中,每一个人工参与的制造单元107包括下部轨道,rsrv 306可在所述下部轨道上行进,以将存储单元传送至下部轨道上的存取区块,在所述存取区块处,人工参与的制造单元107的人类工人可通过位于下部轨道上的工作台126中的存取开口125来进入存储单元。在图1至图2和图10至图12b示出的实施例中,多个人工参与的制造单元107彼此串联排列,使得其下部轨道共同占据制造中心105的网格轨道结构108在邻近网格轨道结构108的外围108a的相应侧的单个行或列。在示出的示例中,四个人工参与的制造单元107占据在制造中心105的远侧的网格轨道结构108的最外面的行。在一实施例中,人工参与的制造单元107额外地或可替代地位于在网格
轨道结构108的横向侧108b和108c中的一个或两个的网格轨道结构108的相应列。人工管理制造单元107的下部轨道占据全自动制造单元106所在的相同网格轨道结构108的一行或一列,因此是3d网格存储结构300的网格下部轨道布局302相同延伸的一部分,其中,全自动制造单元106由rsrv 306通过所述部分提供运作。因此,rsrv 306可操作以将工件存储单元303b或套件存储单元303c传送至人工参与的制造单元107,其中,工件存储单元303b或套件存储单元303c的内容物是从在图1至图2和图7示出的备料区102的库存存储单元303a编制的。在一实施例中,rsrv 306还传送工具件存储单元303d,工具件存储单元303d包括在人工参与的制造单元107处所需的工具件,以执行当前分配给在那些人工参与的制造单元107的制造过程的处理步骤,而不论那些工具件是在人工参与的制造单元107处的人类工人、机器人工人、另一台自动化制造设备如计算机数控(cnc)机器、或是其任意组合所需要和使用的都可以。
122.与包括cnc机器或其他自动化制造设备的人工参与的制造单元107相似,在一实施例中,一个或多个全自动制造单元106包括这样的设备。例如,代替机器人拾取器将工件从自动化制造单元106的一个或多个工件容纳区放置到由rsrv承载的工件支架501上的操作,机器人拾取器将工件放置在cnc机器如铣床、钻床、车床、激光切割机、等离子切割机、水刀切割机等中,或放置在用于在其中进行处理的其他自动化制造设备中,然后,所述机器人拾取器可选地将处理后的工件从所述cnc机器或其他自动化制造设备转移回到rsrv 306上,例如转移到承载在rsrv 306上的工件存储单元中以返回至asrs结构101中,或者转移到由rsrv 306承载的工件支架501上以使其进入asrs结构101中行进,或者向前行进至另一个自动化制造单元106。rsrv 306用于从网格轨道结构108或asrs结构101的其他界定轨道的延伸对一个或多个制造单元106和107提供运作,而不论制造单元106和107中使用的特定设备和布局如何都可以。类似地,尽管示出的实施例在网格结构108的主要内部区中使用全自动制造单元106,并且将人工参与的制造单元107定位在网格轨道结构108的外围区108a,但是在一个实施例中,只要以避免人类工人和在网格轨道结构108中行进的rsrv 306之间的潜在碰撞的方式来建立人类进出这种人工参与的制造单元107的安全通道,则人工参与的制造单元107就可以替代地设置在网格轨道结构108的内部区内。
123.图12a为根据本文的一实施例的制造系统100的侧视立体图,其示出制造中心105包括多个制造单元106,且制造单元106配置为多层结构。在所述多层结构中,制造中心105包括多层的制造单元106。也就是说,制造中心105包括多个轨道导航制造层,例如,图12a和图12b示出的两个轨道导航制造层130a和130b。图12b为根据本文的一实施例的在图12a中示出的制造中心105的局部放大立体图。轨道导航制造层130a和130b中的每一个包括在图8a至图8c的详细描述中公开的类型的二维(2d)网格轨道结构108。如图8a至图8c所示,2d网格轨道结构108包括多组交叉轨道115、116,rsrv 306可在交叉轨道115上沿二个维度导航。轨道导航制造层130a和130b中的每一个的2d网格轨道结构108包括相应的一组制造单元106,所述制造单元106安装在制造层130a和130b中的每一层的网格轨道结构108上。如图12a至图12b所示,在所述两层示例中的轨道导航制造层130a的最低层网格轨道结构108与在图8a至图8c的详细描述中公开的地面层轨道结构相同,并且因此连接至图3示出的界定asrs结构101的三维(3d)网格存储结构300的网格下部轨道布局302。随后设置在地面层轨道结构上方的每一个更高层,例如第二轨道导航制造层130b,缺少与3d网格存储结构300的
相应的网格轨道布局302的直接连接。
124.在一个实施例中,所述多层结构进一步包括直立框架构件309。直立框架构件309使所述多个层130a、130b的交叉轨道115、116互连。在一实施例中,一个或多个直立框架构件309配置用于使rsrv 306在直立框架构件309上沿上升方向和/或下降方向行进,以在所述多个层130a、130b之间转移。在一实施例中,在所述多层结构的多个层中的一层的2d网格轨道结构108连接至asrs结构101中的存储层中相应的一个存储层,rsrv 306在所述相应的一个存储层配置以在asrs结构101和所述多层结构之间转移。为了允许rsrv从地面层轨道结构进入随后的每一个更高层轨道结构,将图3示出的3d网格存储结构300中使用的相同类型的齿条齿直立框架构件309用于使在不同层的轨道115、116互连,以允许以与使rsrv 306通过3d网格存储结构300的直立轴305向上和向下行进相同的方式,使rsrv 306在不同层之间上升和下降行进。在一实施例中,齿条齿框架构件309用于使rsrv 306在网格轨道结构108中未被单元组件占据的任何未被占据的正方形区块的四个角落处上升和下降行进,所述单元组件例如任何制造单元的容纳站、机器人工人等。在一实施例中,所述齿条齿框架构件在整个多层结构中使用,使得在一个层上的任何未被占据的正方形区块与下一个层上的匹配的未被占据的正方形区块之间的垂直空间可用作垂直行进轴,rsrv 306可以通过所述垂直行进轴在这些层之间上升和下降。这保持了灵活性,以确保即使在一层或多层的制造单元布局或设备以阻碍先前可用的行进轴的方式重新配置,其他行进轴仍可用于rsrv 306的层间行进。在另一实施例中,除了齿条齿框架构件309之外,所述多层结构还结合了申请人在2019年6月10日提交的共同审理中的pct申请第pct/ca2019/050815号案中公开的类型的抬升机构,或以所述抬升机构替代齿条齿框架构件309,所述pct申请第pct/ca2019/050815号案整体通过引用并入本文。在一实施例中,在rsrv306必须从其向上爬升到多层结构中的更高层的每一个网格轨道布局处,抬升机构位在相应轴的下方的网格轨道布局的出发区块中,其中,所述相应轴是rsrv 306通过其上升到上方的更高层的轴。
125.在图12a至图12b例示性示出的实施例中,制造中心105的多层结构为高度低于asrs结构101的高度的两层结构,由此,所述多层结构的最高层130b处于比图3示出的界定asrs结构101的3d网格存储结构300的网格上部轨道布局301更低的高度。在其他实施例中,制造中心105的多层结构的高度等于或高于asrs结构101的高度,在这种情况下,所述多层结构的最高层或中间层可使其网格轨道结构108连接至3d网格存储结构300的网格上部轨道布局301,在这种情况下,在asrs结构101和制造中心105的多个层处,rsrv 306可在asrs结构101和制造中心105之间转移。在另一实施例中,3d网格存储结构300在其网格上部轨道布局301和网格下部轨道布局302之间的中间层处,可选地装配有出口和返回口,所述出口和返回口在制造中心105的多层结构的一个或多个相应层处朝向网格轨道结构108开口。3d网格存储结构300的这种中间层装配有完整的网格轨道布局,其类似于3d网格存储结构300的顶部和底部的网格轨道布局。在另一实施例中,为了避免降低存储密度,3d网格存储结构300在其网格上部轨道布局301和网格下部轨道布局302之间的中间层处,可选地在3d网格轨道结构300的外侧轴装配有出口,使得通过所述外侧轴爬升或下降的rsrv 306可转移至制造中心105的多层结构中。为此,在一实施例中,所述外侧轴包括一对转移轨道,所述转移轨道悬挂在所述外侧轴的框架构件309之间,并且与在制造中心105的多层结构中的相应层的网格轨道结构108的相应一对轨道对齐。在本实施例中,在3d网格存储结构300和制造中
心105之间的转移不必在3d网格存储结构300的界定有网格轨道布局的一层进行。
126.此外,在其他实施例中,使用来自asrs结构101的rsrv 306直接向一个或多个制造单元106提供运作,以避免在asrs结构101和制造单元106之间需要中间输送机或其他设备,这不一定要通过连接至asrs结构101的2d网格轨道结构108来达成。在一实施例中,从asrs结构101的网格轨道布局向外延伸并返回的轨道网络,用于允许rsrv 306从asrs结构101出来并行进至沿所述轨道网络分布的一个或多个制造单元106。如图1至图2所示,在一实施例中,所述轨道网络包括一个或多个2d网格轨道结构108,2d网格轨道结构108具有分布在其中的制造单元106的阵列,但是,每一个这样的2d网格轨道结构108离散地位在与asrs结构101间隔开一定距离处,并通过所述网络的其他轨道连接至asrs结构101。在一实施例中,所述网络的其他轨道包括:至少一传送轨道,专用于rsrv 306从asrs结构101至网格轨道结构108的出库行进;以及至少一返回轨道,专用于rsrv 306从网格轨道结构108返回至asrs结构101的入库行进。
127.尽管在示出的实施例中,rsrv 306经由网格下部轨道布局302的延伸离开界定asrs结构101的3d网格存储结构300,但是其他实施例可替代地采用3d网格存储结构300的上部网格轨道布局301的延伸,以使rsrv 306从3d上部网格轨道布局301离开至外部的制造单元106。在一实施例中,所述轨道网络包括一个或多个高架轨道,所述高架轨道连接至3d网格存储结构300的网格上部轨道布局301,或连接至在网格上部轨道布局301和网格下部轨道布局302之间的3d网格存储结构300的中间层,并且从其向外延伸至位于制造设施的其他区域中的远离3d网格存储结构300的位置的一个或多个制造单元106。在一实施例中,若制造单元106位在地面层或比高架轨道上的网格上部轨道布局301低的任何高度,则由连接至所述高架轨道的下降轴来对制造单元106提供运作,其中,所述下降轴由与3d网格存储结构300相同的齿条齿框架构件309构成,并沿所述高架轨道以适当的间隔安装,以允许rsrv 306从高架轨道下降,并在制造单元106处卸载由rsrv承载的存储单元。在一实施例中,每一个下降轴为一个单独的制造单元提供运作,或在较低高度处分布在2d网格轨道结构内或沿一维轨道分布的多个制造单元。通过扩展2d网格轨道结构或在制造中心105的结构中增加更多层来提高制造中心105的制造容量。
128.图13为根据本文的一实施例的用于执行制造系统中的工作流程的方法的流程图。如图1至图12b的详细说明中所公开,本文公开的制造系统包括:存储配置,具有自动仓储系统(asrs)结构和一队机器人存储/取出车辆(rsrvs);以及多个制造单元,位于asrs结构的外侧。在一实施例中,存储配置包括一批工件。所述一批工件存储在asrs结构的存储位置内,用于由所述工件制造物品。可在asrs结构内沿三个维度导航的同一队rsrv可操作以将工件传送至制造单元。在一实施例中,工件可以任何顺序在每一个制造单元之间运送。本文公开的制造系统允许在每一个制造单元之间以任何顺序和次序运送工件,而不是用输送机线性地运送。在另一实施例中,在制造单元中的第一个制造单元接收工件,以执行制造过程的多个处理步骤中的一个或多个,接着将工件存储在asrs结构的存储位置中,再从asrs结构的存储位置取出工件,以将工件转移至制造单元中的第二个制造单元。在另一实施例中,每一个制造单元配置以多次接收工件,以执行制造过程的一个或多个处理步骤。
129.在一实施例中,本文公开的制造系统的存储配置进一步包括一批工具件,用于制造物品。工具件存储在与工件相同的asrs结构中。工具件可由同一队rsrv从相同的asrs结
构取出并传送至制造单元。
130.在一实施例中,本文公开的制造系统的存储配置进一步包括尺寸和形状兼容的一批存储单元,用于存储在asrs结构的存储位置中。所述存储单元配置以由rsrv承载,以将所述存储单元转移到存储位置和从其转移出来,以及将所述存储单元转移到制造单元和从其转移出来。本文公开的制造系统允许对在不同制造单元执行的每一个过程之间的asrs结构中的存储单元进行缓冲。在一实施例中,存储单元包括工件存储单元或工具件存储单元或其任意组合。每一个工件存储单元配置以容纳一个或多个工件。每一个工具件存储单元配置以容纳一个或多个工具件。在一实施例中,制造单元在asrs结构的外侧配置为连续排列。在一实施例中,由于制造单元的连续排列,存储单元配置以被转移到asrs结构的存储位置和从其转移出来,以及在制造单元间来回转移,而不需要识别存储单元。asrs结构与在asrs结构外侧的每一个不同的制造单元之间的连续性允许存储单元直接实体转移,而无需识别或扫描存储单元。
131.在一实施例中,工件存储单元包括库存存储单元和套件存储单元。每一个库存存储单元配置以包括库存工件的集合。每一个套件存储单元配置以包括混合工件的套件,其中,所述混合工件是根据混合工件一旦被传送至一个制造单元时将对混合工件执行的制造过程,从一个或多个库存存储单元拾取的。如图7的详细说明所公开,在另一实施例中,本文公开的制造系统进一步包括至少一备料工作站,所述备料工作站配置以接收由rsrv从asrs传送的库存存储单元,以允许在备料工作站从库存存储单元拾取库存工件。在一实施例中,备料工作站配置以接收由同一队rsrv进行的工件存储单元的卸载,和/或工件存储单元通过备料工作站的行进。
132.如图5a至图5c和图6a至图6b的详细说明所公开,在一实施例中,本文公开的制造系统的存储配置进一步包括一批工件支架。每一个工件支架配置以在制造物品期间,将一个或多个工件容纳在预定位置。工件支架存储在与工件相同的asrs结构中。工件支架可由同一队rsrv从相同的asrs结构取出并传送至制造单元。在一实施例中,每一个工件支架具有尺寸和形状标准化的通用占用面积,所述通用占用面积的尺寸和形状与一批存储单元中的每一个的兼容的尺寸和形状相同,配置以适配在asrs结构的存储位置内。每一个工件支架包括底座,所述底座具有标准化的形状与尺寸,配置以适配在asrs结构的存储位置内。在一实施例中,每一个工件支架和每一个存储单元配置以具有接口特征的匹配布局,rsrv通过所述匹配布局与工件支架和存储单元相互作用,以允许将工件支架和存储单元装载到rsrv和从其卸载。
133.在一实施例中,除了存储在asrs结构的存储位置内的所述一批工件之外,存储配置还包括存储在asrs结构中的一批工具件或一批工件支架。每一个工具件对于在制造物品期间对一个或多个工件执行制造过程的一个或多个处理步骤是有用的。每一个工件支架配置以在制造物品期间,将一个或多个工件容纳在预定位置。在本实施例中,所述一队rsrv可操作以从存储位置提取工具件和工件支架中的至少一个以及工件。可在asrs结构内沿三个维度导航的同一队rsrv,可操作以在制造单元之间传送物资或组件,例如工件和工具件和/或工件支架。在一实施例中,所述组件可以任何顺序在每一个制造单元之间运送。在另一实施例中,每一个制造单元配置以多次接收所述组件,以执行制造过程的一个或多个处理步骤。
134.在一实施例中,每一个制造单元包括至少一工件容纳区,所述工件容纳区配置以在相应的制造单元容纳待处理的工件。工件容纳区配置以接收一个工件存储单元放置在其上。在一实施例中,工件容纳区包括二个工件容纳区。所述二个工件容纳区中的每一个配置以在相应的制造单元容纳各自所需的一组工件。
135.在一实施例中,制造单元的至少一子集位在轨道结构或位在轨道结构的区域内。如图8a至图8c和图9a至图9f的详细说明所公开,在一实施例中,所述轨道结构为包含多组交叉轨道的网格轨道结构,rsrv可在所述交叉轨道上沿二个维度导航。在一实施例中,工件容纳区在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离的整数倍。在另一实施例中,工件容纳区在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。
136.在一实施例中,网格轨道结构包括正方形区块。每一个正方形区块由位于第一方向的第一对平行轨道和位于第二方向的第二对平行轨道界定,其中,第二方向垂直于第一方向。每一个制造单元占据一单元空间,所述单元空间的面积等于预定数量的正方形区块的面积。在一实施例中,至少一单元空间为正方形空间,所述正方形空间的面积可划分为九个正方形子空间。所述九个正方形子空间中的每一个的面积等于网格轨道结构的一个正方形区块的面积。所述九个正方形子空间中的四个角落子空间配置为容纳区,所述容纳区用于容纳相应的制造单元所需的物资。在一实施例中,位在所述单元空间的第一对相对周围侧的所述四个角落子空间之间的第一对中间周围子空间,由机器人工人占据。在一实施例中,位在所述机器人工人之间的中央子空间配置为工作区,工件被转移至所述工作区,且在所述工作区由机器人工人处理工件。在一实施例中,位在所述单元空间的第二对相对周围侧的所述四个角落子空间之间的第二对中间周围子空间,与所述工作区相邻。在一实施例中,第二对中间周围子空间中的至少一个为未被占据的开放区域,rsrv配置以通过所述开放区域进出工作区。在另一实施例中,第二对中间周围子空间中的每一个为未被占据的开放区域,由此,rsrv配置以完全行进通过相应的制造单元。
137.在一实施例中,每一个制造单元包括至少一机器人拾取器,所述机器人拾取器可操作以从工件容纳区拾取工件。在另一实施例中,每一个制造单元进一步包括工作区,所拾取的工件由机器人拾取器从工件容纳区转移至所述工作区。
138.在一实施例中,所述子集中的每一个制造单元包括至少一工具容纳区,所述工具容纳区配置以容纳在相应的制造单元所需的工具件。在一实施例中,工具容纳区在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离。在另一实施例中,工具容纳区在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。在一实施例中,所述子集中的每一个制造单元包括至少一机器人工人,所述机器人工人安装在安装基座的顶部,所述安装基座安装在网格轨道结构上或网格轨道结构内。在一实施例中,安装基座在二个维度的每一个中的宽度通常等于在网格轨道结构的两个相邻的平行轨道之间的距离的整数倍。在另一实施例中,安装基座在二个维度的每一个中的宽度不超过在网格轨道结构的两个相邻的平行轨道之间的距离。
139.在图13示出的本文公开的方法中,将工件和工件支架存储1301在asrs结构的相应的存储位置中。将工件存储在存储位置的工件存储单元中。在一实施例中,根据制造过程的要求,用不同工件的套件填充每一个工件存储单元。在一实施例中,在连接至asrs结构的备
料工作站填充每一个工件存储单元。在备料工作站处,所述一队rsrv配置以传送从asrs结构中相应的存储位置取出的库存存储单元,所述库存存储单元包括库存工件;从在库存存储单元中的库存工件拾取所述套件的不同工件,并编制至工件存储单元中;并且,每一个工件存储单元的由一个rsrv从备料工作站运走,并存放在asrs结构中相应一个的存储位置,用于随后从asrs结构取出。
140.在一实施例中,将配置以容纳制造过程中使用的工具件的工具件存储单元存储在asrs结构中。在本文公开的方法中,使用可在asrs结构内导航的所述一队rsrv,根据将在asrs结构的外侧的制造单元执行的制造过程的要求,从asrs结构中提取1302一个或多个工件存储单元和选定的工件支架,并分别传送1303至制造单元。在一实施例中,相同类型的rsrv配置以单独执行工件存储单元和选定的工件支架从asrs结构至制造单元的提取和传送。在制造单元处,将选定的工件支架定位1304在制造单元的一个或多个工人可进入的工作位置。在制造单元处,在将选定的工件支架固定在工作位置1305中的情况下,(i)将一个或多个工件从工件存储单元转移1305a至选定的工件支架上;并且(ii)对固定在选定的工件支架上的工件执行1305b制造过程的处理步骤。在一实施例中,在执行制造过程的处理步骤之前,使用一个rsrv从asrs结构提取工具件存储单元的子集,并传送至制造单元。在一实施例中,在执行制造过程的处理步骤之前,根据将由机器人工人对工件执行的制造过程的要求,将从工具件存储单元的子集中选取的一个工具件附接至制造单元的机器人工人。
141.在一实施例中,工件存储单元包括二个工件存储单元。在一实施例中,将所述二个工件存储单元传送至制造单元的二个相应的容纳区。分别从放置在所述二个相应的容纳区的二个工件存储单元将二个工件转移至选定的工件支架上。
142.在一实施例中,在将工件从工件存储单元转移至选定的工件支架上之后,从制造单元移除不需要的或空的工件存储单元,其中,在所述不需要的或空的工件存储单元中,已移除选定的工件,并且已没有更多在制造单元的制造过程中所需的工件。在本实施例中,使用一个rsrv将额外工件存储单元传送至制造单元,所述额外工件存储单元包括在制造单元所需的一个或多个额外工件。在一实施例中,所述额外工件用于将要在相同的制造单元执行的不同的制造过程。在一实施例中,使用与将额外工件存储单元传送至制造单元的rsrv不同的rsrv,来移除不需要的或空的工件存储单元。在一实施例中,所述不同的rsrv配置以在已将不同的工件存储单元卸载在不同的制造单元,以将所述不同的工件存储单元的内容物供应至不同的制造单元之后,移除所述不需要的或空的工件存储单元。在对固定在选定的工件支架上的工件执行制造过程的处理步骤之后,从制造单元移除选定的工件支架和在其上的工件;使用一个rsrv将另一个工件支架传送至制造单元,以用于不同的制造过程;将所述工件支架支撑在工作位置中;将额外工件从额外工件存储单元转移至工件支架上;并且,对所述额外工件执行所述不同的制造过程的一个或多个处理步骤。
143.在本文公开的方法中,在通过对在一个或多个制造单元的工件进行处理而完成成品之后,在所述一个rsrv上将成品引入asrs结构中。在一实施例中,在最终工件支架上执行一个或多个最终处理步骤以完成成品,并且将在最终支架上的成品引入asrs结构中。在一实施例中,最终工件支架与工件被转移至其上的选定的工件支架相同。
144.图14为根据本文的一实施例的用于执行制造系统中的工作流程的备料操作的方法的流程图。考虑一个示例,其中接收用于套件存储单元的工作订单,所述套件存储单元在
本文称为“套件箱”。在步骤1401,在接收到工作订单时,备料操作开始。在步骤1402,制造系统的计算机控制系统(ccs)接收所需套件箱的工作订单。在步骤1403,ccs指示第一机器人存储/取出车辆(rsrv)取出空的存储单元,所述空的存储单元在本文称为“空箱”。在步骤1404,第一rsrv从自动仓储系统(asrs)结构取出空箱,并且将空箱提供给制造系统的备料区中的备料工作站的放置口或放置存取口。在步骤1405,ccs指示第二rsrv取出所需的工件存储单元,例如所需的单个库存单元(sku)箱。在步骤1406,第二rsrv从asrs结构取出单个sku箱,并将所述单个sku箱提供给备料工作站的拾取口或拾取存取口。在步骤1407,工人,即人类工人或机器人工人,从所述单个sku箱拾取所需数量的工件,并将所拾取的工件放置在正在备料工作站的放置口进行打包备料的空箱中。在步骤1408,ccs指示第二rsrv存储所述单个sku箱。在步骤1409,第二rsrv将所述单个sku箱存储在asrs结构中。在步骤1410,ccs基于工作订单确定在套件箱中是否需要更多的工件。若在套件箱中需要更多的工件,则重复本文公开的方法的步骤1405至1409,直到在套件箱中不再需要任何工件为止。若在套件箱中不再需要任何工件,则在步骤1411,ccs指示第一rsrv存储所述套件sku箱。在步骤1412,第一rsrv将所述套件sku箱存储在asrs结构中。当已处理并存储所述套件sku箱时,备料操作结束1413。在一实施例中,也对工具件执行上述备料操作,以建立工具件套件箱或工具件套件存储单元。
145.图15a至图15c为根据本文的一实施例的在制造系统中使用工件存储单元执行制造操作以完成工作订单的方法的流程图。在步骤1501,当制造系统接收到组装的工作订单时,制造操作开始。在步骤1502,制造系统的计算机控制系统(ccs)接收带有软件指令的所需组合件的工作订单。在步骤1503,在执行软件指令时,ccs指示第一机器人存储/取出车辆(rsrv)取出与待执行的制造操作相关的工作支架。在步骤1504,第一rsrv从自动仓储系统(asrs)结构取出所述相关的工件支架,并且将所述工件支架提供给在制造系统的制造中心的指定的全自动制造单元或机器人制造单元。在步骤1505,ccs指示第二rsrv取出所需的工件存储单元。在步骤1506,第二rsrv从asrs结构取出所需的工件存储单元,并将所述工件存储箱放置在指定的机器人制造单元的工件容纳站上。在步骤1507,ccs指示第三rsrv取出所需的工具件存储单元。在步骤1508,第三rsrv从asrs结构取出所需的工具件存储单元,并将所述工具件存储单元放置在指定的机器人制造单元的工具件容纳站上。
146.在步骤1509,ccs指示机器人工人拾取指定的工件,其中,所述机器人工人即可操作地耦接至在指定的机器人制造单元的另一个安装基座的机器人拾取器。在步骤1510,机器人拾取器从工件存储单元拾取指定的工件。在步骤1511,ccs指示机器人拾取器将指定的工件放置在工作位置中。在步骤1512,ccs基于工作订单确定是否将指定的工件紧固至位于工件支架上的子组合件上。若不需要紧固,则制造操作继续进行到以下公开的步骤1516。若指定的工件需被紧固至位于工件支架上的子组合件上,则在步骤1513,ccs指示另一个机器人工人从工具件存储单元获取或拾取指定的工具件,其中,所述另一个机器人工人即可操作地耦接至在指定的机器人制造单元的安装基座的机器人处理工人。在步骤1514,机器人处理工人从工具件存储单元获取指定的工具件。在步骤1515,ccs指示机器人处理工人使用所获取的工具件将工件紧固至子组合件上。在步骤1516,ccs确定在子组合件中是否需要更多的工件。若在子组合件中需要更多的工件,则重复本文公开的方法的步骤1509至1515,直到不再需要任何工件为止。若在子组合件中不再需要任何工件,则在步骤1517,ccs指示第
二rsrv或第四rsrv来存储工件存储单元。在一实施例中,ccs指示将工件存储单元传送至制造单元的同一个第二rsrv来存储工件存储单元。在另一实施例中,ccs指示另一个rsrv,即第四rsrv,来存储工件存储单元。在步骤1518,第二rsrv或第四rsrv将工件存储单元存储在asrs结构中。在步骤1519,ccs指示第三rsrv或第五rsrv来存储工具件存储单元。在一实施例中,ccs指示将工具件存储单元传送至制造单元的同一个第三rsrv来存储工具件存储单元。在另一实施例中,ccs指示另一个rsrv,即第五rsrv,来存储工具件存储单元。在步骤1520,第三rsrv或第五rsrv将工具件存储单元存储在asrs结构中。在步骤1521,ccs确定在子组合件中是否需要不同的工件。若在子组合件中需要不同的工件,则重复本文公开的方法的步骤1505至1520,直到在子组合件中不再需要不同的工件为止。在步骤1522,ccs确定在制造中心的另一个制造单元是否需要工件支架。若在另一个制造单元需要工件支架,则在步骤1523,ccs指示第一rsrv将带有子组合件的工件支架运送至下一个制造单元。在步骤1524,第一rsrv将带有子组合件的工件支架运送至下一个制造单元,在此执行与步骤1505至1522类似的步骤。若在另一个制造单元不需要工件支架,则在步骤1525,ccs指示第一rsrv存储带有完成的子组合件的工件支架。在步骤1526,第一rsrv将用于工作订单的带有完成的子组合件的工件支架存储在asrs结构中。当工作订单完成时,制造操作结束1527。
147.图16a至图16c为根据本文的一实施例的在制造系统中使用套件存储单元执行制造操作以完成工作订单的方法的流程图。在步骤1601,当制造系统接收到组合件的工作订单时,制造操作开始。在步骤1602,制造系统的计算机控制系统(ccs)接收带有软件指令的所需组合件的工作订单。在步骤1603,在执行软件指令时,ccs指示第一机器人存储/取出车辆(rsrv)取出与待执行的制造操作相关的工作支架。在步骤1604,第一rsrv从自动仓储系统(asrs)结构取出所述相关的工件支架,并且将所述工件支架提供给在制造系统的制造中心的指定的全自动制造单元或机器人制造单元。在步骤1605,ccs指示第二rsrv取出所需的工件套件存储单元,所述工件套件存储单元也称为“工件套件箱”。在步骤1606,第二rsrv从asrs结构取出所需的工件套件箱,并将所述工件套件箱放置在指定的机器人制造单元的工件容纳站上。在步骤1607,ccs指示第三rsrv取出所需的工具件套件存储单元,所述工具件套件存储单元也称为“工具件套件箱”。在步骤1608,第三rsrv从asrs结构取出所需的工具件套件箱,并将所述工具件套件箱放置在指定的机器人制造单元的工具件容纳站上。
148.在步骤1609,ccs指示机器人工人拾取指定的工件,其中,所述机器人工人即可操作地耦接至在指定的机器人制造单元的另一个安装基座的机器人拾取器。在步骤1610,机器人拾取器从工件套件箱拾取指定的工件。在步骤1611,ccs指示机器人拾取器将指定的工件放置在工作位置中。在步骤1612,ccs基于工作订单确定是否将指定的工件紧固至位于工件支架上的子组合件上。若不需要紧固,则制造操作继续进行到以下公开的步骤1616。若指定的工件需被紧固至位于工件支架上的子组合件上,则在步骤1613,ccs指示另一个机器人工人从工具件套件箱获取或拾取指定的工具件,其中,所述另一个机器人工人即可操作地耦接至在指定的机器人制造单元的安装基座的机器人处理工人。在步骤1614,机器人处理工人从工具件套件箱获取指定的工具件。在步骤1615,ccs指示机器人处理工人使用所获取的工具件将工件紧固至子组合件上。在步骤1616,ccs确定在子组合件中是否需要更多的工件。若在子组合件中需要更多的工件,则重复本文公开的方法的步骤1609至1615,直到不再需要任何工件为止。若在子组合件中不再需要任何工件,则在步骤1617,ccs指示第二rsrv
或第四rsrv存储工件套件箱。在一实施例中,ccs指示将工件套件箱传送至制造单元的同一个第二rsrv来存储工件套件箱。在另一实施例中,ccs指示另一个rsrv,即第四rsrv,来存储工件套件箱。在步骤1618,第二rsrv或第四rsrv将工件套件箱存储在asrs结构中。在步骤1619,ccs指示第三rsrv或第五rsrv存储工具件套件箱。在一实施例中,ccs指示将工具件套件箱传送至制造单元的同一个第三rsrv来存储工具件套件箱。在另一实施例中,ccs指示另一个rsrv,即第五rsrv,来存储工具件套件箱。在步骤1620,第三rsrv或第五rsrv将工具件套件箱存储在asrs结构中。在步骤1621,ccs确定在制造中心的另一个制造单元是否需要工件支架。若在另一个制造单元需要工件支架,则在步骤1622,ccs指示第一rsrv将带有子组合件的工件支架运送至下一个制造单元。在步骤1623,第一rsrv将带有子组合件的工件支架运送至下一个制造单元,在此执行与步骤1605至1621类似的步骤。若在另一个制造单元不需要工件支架,则在步骤1624,ccs指示第一rsrv存储带有完成的子组合件的工件支架。在步骤1625,第一rsrv将用于工作订单的带有完成的子组合件的工件支架存储在asrs结构中。当工作订单完成时,制造操作结束1626。
149.图17为根据本文的一实施例的在制造系统中制造产品的方法的流程图。考虑一个示例,其中,制造系统接收1701预定数量的产品,即产品_x的采购订单,然后着手购买1702用于制造预定数量的产品_x所需的原料。当在制造系统接收用于制造产品_x的原料时,在步骤1703,将所述原料引入自动仓储系统(asrs)结构中的工件存储单元中。在步骤1704,如图14的详细描述中所公开,制造系统的计算机控制系统(ccs)触发在制造系统的备料区的备料操作,以建立包含一种或多种类型的工件的套件或套件存储单元,所述一种或多种类型的工件用于制造一定数量的构成产品_x的多个子组合件中的每一个。在步骤1705,ccs确定制造中心是否有可用的容量来制造一定数量的产品_x的子组合件中的每一个。若有可用的容量,则在步骤1706,ccs配置制造中心的全自动制造单元或机器人制造单元中的一个,以制造一定数量的产品_x的子组合件中的每一个。在步骤1707,ccs指示机器人制造单元制造一定数量的产品_x的子组合件中的每一个。机器人制造单元通过执行在图16a至图16c的详细描述中公开的制造操作来制造一定数量的产品_x的子组合件中的每一个。在制造产品_x的子组合件中的每一个之后,在步骤1708,ccs确定是否需要制造更多的产品_x的子组合件以达到所需数量。若需要制造更多子组合件以达到所需数量,则重复步骤1705至1707,直到达到所需数量为止。若已达到所需数量,则在步骤1709,ccs确定制造中心是否有可用的容量来制造预定数量的产品_x。若有可用的容量,则在步骤1710,ccs配置制造中心的全自动制造单元或机器人制造单元中的一个,以制造预定数量的产品_x的最终组合件。在步骤1711,ccs指示机器人制造单元使用产品_x的子组合件制造预定数量的产品_x的最终组合件。当制造一定数量的产品_x时,制造操作结束1712。本文公开的制造系统允许以可变数量制造产品的大量变体和模型。
150.图18为根据本文的一实施例的制造系统100的架构框图,其示出计算机控制系统(ccs)131与制造系统100的组件之间的通信。如图1和图2所示,制造系统100的构成要素包括:自动仓储系统(asrs)结构101;一队机器人存储/取出车辆(rsrvs)306;备料工作站103、104;以及制造中心105的制造单元106、107。ccs 131与所述一队rsrv 306、备料工作站103、104的人机界面(hmi)138和灯光引导系统139、在全自动制造单元106或机器人制造单元106的机器人工人123a、123b以及在人工参与的制造单元107的hmi 140可操作地通信。如图1至
图2和图7所示,备料工作站103、104的hmi 138包括显示屏,用于向人类工人703显示用于在制造系统100的备料区102执行备料操作的指令。灯光引导系统139包括例如按灯放置引导系统和按灯拾取引导系统。ccs 131包括:网络接口134,连接至通信网络,以及至少一处理器132,连接至网络接口134。如本文使用的“通信网络”是指例如互联网、无线网络、实施蓝牙技术联盟的的通信网络、实施wi
‑
fi联盟的的网络、超宽带(uwb)通信网络、无线通用串行总线(usb)通信网络、实施zigbee联盟的的通信网络、通用分组无线业务(gprs)网络、移动电信网络,如全球移动通信系统(gsm)通信网络、码分多址(cdma)网络、第三代(3g)移动通信网络、第四代(4g)移动通信网络、第五代(5g)移动通信网络、长期演进技术(lte)移动通信网络、公用电话网络等、局域网、广域网、互联网连接网络、红外线通信网络等中的一个,或由这些网络的任意组合形成的网络。网络接口134使ccs 131能连接至通信网络。在一实施例中,网络接口134设置为接口卡,所述接口卡也称为线路卡。网络接口134例如为红外线接口、实施wi
‑
fi联盟的的接口、通用串行总线接口、苹果公司的接口、以太网接口、帧中继接口、电缆接口、数字用户线接口、令牌环接口、外围控制器互连接口、局域网接口、广域网接口、使用串行协议的接口、使用并行协议的接口、以太网通信接口、异步传输模式接口、高速串行接口、光纤分布式数据接口、基于传输控制协议/互联网协议的接口、基于无线通信技术的接口等中的一个或多个,其中,无线通信技术如卫星技术、射频技术、近场通信。
151.在一实施例中,ccs 131是使用高级计算机编程语言的可编程的计算机系统。ccs 131使用编程且专用的硬件来实施。在本文公开的制造系统100中,ccs 131与asrs结构101、rsrv 306、备料工作站103、104及制造单元106、107连接,因此,使用多于一个的专门编程的计算系统来执行制造系统100中的工作流程。ccs 131进一步包括通信连接至处理器132的非暂时性计算机可读存储介质,例如存储器单元137。本文使用的“非暂时性计算机可读存储介质”是指包括并存储计算机程序和数据的所有计算机可读介质。计算机可读介质的示例包括硬盘驱动器、固态驱动器、光盘或磁盘、存储芯片、唯读存储器(rom)、暂存器存储器、处理器高速缓存、随机存取存储器(ram)等。处理器132是指能够执行计算机程序或一系列命令、指令或状态转换的微处理器、中央处理器(cpu)装置、有限状态机、计算机、微控制器、数字信号处理器、逻辑、逻辑装置、专用集成电路(asic)、现场可编程门阵列(fpga)、芯片等中的任何一个或多个或其任意组合。在一实施例中,处理器132实施为包括例如编程的微处理器以及数学或图形的协同处理器的处理器集。ccs 131不限于采用处理器132。在一实施例中,ccs 131采用控制器或微控制器。处理器132执行ccs 131的模块,例如137a至137d。
152.存储器单元137用于存储程序指令、应用程序和数据。存储器单元137存储由ccs 131的模块如137a至137d所定义的计算机程序指令。存储器单元137可操作地且通信地连接至处理器132,以执行由ccs 131的模块如137a至137d所定义的计算机程序指令,从而执行制造系统100中的工作流程。存储器单元137例如为随机存取存储器(ram)或另一种类型的动态存储装置,其存储信息和指令以供处理器132执行。存储器单元137还存储在处理器132执行指令期间使用的暂时变量和其他中间信息。在一实施例中,ccs 131进一步包括唯读存储器(rom)或其他类型的静态存储装置,其存储静态信息和指令以供处理器132执行。在一实施例中,ccs 131的模块如137a至137e存储在存储器单元137中。
153.存储器单元137配置以存储计算机程序指令,当计算机程序指令由处理器132执行时,使处理器132启动一个或多个rsrv 306以执行以下一项或多项:(a)在asrs结构101内导航和/或导航通过制造单元106、107;(b)从asrs结构101的存储位置取出包含在一个或多个存储单元中的一个或多个工件;(c)将包含在一个或多个存储单元中的一个或多个工件传送到至少一备料工作站103、104,以将工件打包备料到一个或多个套件存储单元中;(d)从备料工作站103、104拾取一个或多个套件存储单元;将一个或多个套件存储单元返回并存储至asrs结构101的存储位置;(f)从相同的asrs结构101取出:一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件的至少其中一个、包含在又另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架;(g)将上述一个或多个套件存储单元及包含在另一个或多个存储单元中的一个或多个工件的至少其中一个、包含在又另一个或多个存储单元中的一个或多个工具件、以及一个或多个工件支架传送至制造单元106、107,以制造物品;以及(h)将在最终工件支架上的物品引入asrs结构101中。
154.如图18所示,ccs 131进一步包括数据总线136、显示单元133和通用模块135。数据总线136允许ccs 131的模块如132、133、134、135和137之间的通信。显示单元133经由图形化用户界面(gui)133a来显示信息、显示界面、用户界面元素如复选框、文字输入区等,以例如允许系统管理员等的用户触发对工作订单的数字记录的更新、输入库存信息、更新数据库表等,以执行制造系统100中的工作流程。ccs 131在显示单元133上呈现gui133a,以接收来自系统管理员的输入。gui 133a包括例如:在线网络界面、基于网络的可下载应用程序界面、基于移动装置的可下载应用程序界面等。显示单元133显示gui 133a。ccs 131的通用模块135包括例如:输入/输出(i/o)控制器、输入装置、输出装置、固定介质驱动器如硬盘驱动器、用于接收可移动介质的可移动介质驱动器等。计算机应用程序和程序用于操作ccs 131。所述程序经由可移动介质驱动器加载到固定介质驱动器上,以及加载到存储器单元137中。在一实施例中,计算机应用程序和程序直接经由通信网络加载到存储器单元137中。
155.在图18示出的例示性实施方式中,ccs 131包括订单管理模块137a、备料管理模块137b、存储单元分配模块137c、机器人启动模块137d和设施数据库137e。订单管理模块137a定义用于接收工作订单的计算机程序指令,所述计算机程序指令带有用于执行制造系统100中的工作流程的软件指令。订单管理模块137a配置以更新设施数据库137e中的工作订单的数字记录。备料管理模块137b基于工作订单和制造要求定义用于在制造系统100的备料区102执行备料操作的计算机程序指令。备料管理模块137b将指令和通知发送至备料区102的hmi 138,以供参与至少一备料工作站103的人类工人703查看。在一实施例中,备料管理模块137b还控制灯光引导系统139,灯光引导系统139引导在备料区102的拾取和放置操作。存储单元分配模块137c定义用于分配存储单元的计算机程序指令,所述存储单元用于将工件、工件的特定组合、工件支架、工具件、工具件的特定组合等存储在asrs结构101中的已定址存储位置。机器人启动模块137d启动一个或多个rsrv 306,以如上述公开地在备料区102的备料操作期间以及在制造中心105的制造单元106和107的制造工作流程期间执行各种存储、取出、传送和返回操作。
156.ccs 131的处理器132获取由订单管理模块137a、备料管理模块137b、存储单元分配模块137c和机器人启动模块137d定义的指令,以执行上述公开的各个功能。处理器132从存储器单元137获取用于执行如137a至137d的模块的指令。由处理器132从存储器单元137
获取的指令经处理后被解码。经处理和解码之后,处理器132执行其各自的指令,从而执行由那些指令定义的一个或多个过程。ccs 131的操作系统执行多个例程,以执行指定输入装置、输出装置以及用于执行如137a至137e的模块的存储器单元137所需的多个任务。所述操作系统执行的任务包括,例如:将存储器分配给如137a至137e等的模块和ccs 131所使用的数据;在存储器单元137和磁盘单元之间移动数据;以及处理输入/输出操作。所述操作系统根据操作的请求来执行任务,并且在执行任务之后,所述操作系统将执行控制传回处理器132。处理器132继续执行以获得一个或多个输出。
157.为了说明,详细描述涉及在单个计算机系统上本地运行的模块如137a至137e;然而,本文公开的制造系统100和方法的范围不限于通过操作系统和处理器132在单个计算机系统上本地运行的模块如137a至137e,而是可扩展为通过采用网络浏览器和远程服务器、手机或其他电子装置在通信网络上远程运行。在一实施例中,本文公开的制造系统100的一个或多个计算部分分布在连接至通信网络的一个或多个计算机系统(图未示出)上。
158.本文公开的非暂时性计算机可读存储介质存储可由处理器132执行的计算机程序指令,以执行制造系统100中的工作流程。所述计算机程序指令实施上述公开的各种实施例的过程,并且执行制造系统100中的工作流程可能需要和预期的额外步骤。当计算机程序指令由处理器132执行时,所述计算机程序指令使处理器132执行上述公开的用于执行制造系统100中的工作流程的方法的步骤。在一实施例中,包含计算机程序指令的单段计算机程序编码执行上述公开的方法的一个或多个步骤。处理器132取出并执行这些计算机程序指令。
159.本文使用的模块、工具或单元是指硬件、软件和/或固件的任何组合。作为示例,所述模块、工具或单元可包括硬件如微控制器,其与非暂时性计算机可读存储介质相关联,以存储适于由微控制器执行的计算机程序编码。因此,在一实施例中提到的模块、工具或单元,指的是专门配置以识别和/或执行将要存储在非暂时性计算机可读存储器上的计算机程序编码的硬件。所述计算机程序编码包括计算机可读和可执行的指令,并且可以用任何编程语言实施,例如c、c 、c#、fortran、ruby、fortran、ruby、hypertext preprocessor(php)、net、等。也可使用其他面向对象是、函数式、脚本和/或逻辑的编程语言。在一实施例中,计算机程序编码或软件程序作为目标编码存储在一个或多个介质上或一个或多个介质中。在另一实施例中,术语“模块”或“工具”或“单元”是指微控制器和非暂时性计算机可读存储介质的组合。通常,示出为独立的模块或工具或单元的边界通常会发生变化并可能重迭。例如,模块或工具或单元可共享硬件、软件、固件或其组合,同时可能保留一些独立的硬件、软件或固件。在各种实施例中,模块或工具或单元包括任何合适的逻辑。
160.在本文公开的制造系统100中,将分布在网格轨道结构上的可扩展的制造单元连接至asrs结构101的二维(2d)网格下部轨道布局,允许了每一个制造单元存取大量的工件和工件套件以及相关的工具件、工具件套件和工件支架。这允许了每一个制造单元可只使用ccs软件针对各种各样的按需制造过程进行即时配置。由rsrv 306将工件、工具件和工件支架准时传送至制造单元,允许了在制造过程的任何阶段准时制造子组合件。在制造过程之间将每一个子组合件存储在asrs结构101中的能力允许最大的灵活性,因为随着容量变得可用而可以完成任何制造步骤。
161.此外,在本文公开的制造系统100中,传送到制造单元的所有组件或部件都使用标准化的存储单元占用面积。在所有制造工作流程的单个自动化解决方案中使用标准化的存储单元占用面积,允许了由作为具有任何数量的制造过程的单个协作系统的单个实体,对所有制造过程的所有物品和材料进行密集存储及可预测管理。本文公开的制造系统100允许由不需要输送机或地面运输的一个自动化材料处理系统来完成包括接收、备料、组装子组合件和最终组装等的所有制造过程,并且制造单元可根据需要进行软件配置。本公开的发明允许由不需要输送机或地面运输的一个自动化材料处理系统来完成所有的制造过程,并且制造单元可根据需要进行软件配置。
162.由于下部2d网格将所有制造单元互连,因此本文公开的制造系统100允许以任何顺序在所有制造单元之间配置按需制造操作和运输物品。这允许了如果需要的话以任何顺序且多次完成任意数量的过程,例如,将子组合件重新加工成新的规格等。这一点再加上利用软件命令配置制造单元的能力,允许了能随着工厂制造要求的改变,容易且灵活地添加流程新的制造过程。随着客户对定制产品的期望迅速提高,制造商旨在通过关注客户体验来脱颖而出。本文公开的制造系统100适于容易且灵活地改变条件和产品类型,而不需要等待时间,也没有损失生产或制造的时间。
163.此外,在本文公开的制造系统100中,相同的存储介质,即asrs结构101,可以由在备料区102和所有制造单元106的所有相互连接的过程使用,以对过程流程中的任何差异进行缓冲。因为可无限地存储材料,这为制造商提供最大的灵活性,并将对外部环境的操作敏感性降至最低。此外,由于所有制造单元106由同一队rsrv 306互连和管理,并且还连接至同一队rsrv306所导航的asrs结构101,因此简化系统逻辑,而不需要将组件从一个工作区实体转移至另一个工作区。因此,不必由每一个过程例如使用条形码扫描、射频识别(rfid)扫描等来接收和识别库存,从而完成实体之间的保管的逻辑转移,其中,所述实体即asrs结构101、备料区102和制造中心105的制造单元106。
164.此外,通过在用于工作区之间的输送的下部2d网格上方集成垂直存储,本文公开的制造系统100解决了传统的自动化解决方案设置相对较大的占用面积的问题,这最大化了存储密度并且大大地减少浪费的垂直空间。因此,端到端的制造解决方案的尺寸仅为传统解决方案的一小部分,并且大大地减少达到相同的传送效果所需要的实际空间。这允许制造商在其现有的设施中整合存储,以扩展其业务量。
165.上述公开的制造系统100和方法的实施例在实现制造的方式上形成很大的转变,并提供自动化系统的“虚拟输送机”和分类能力。所述技术的2d网格轨道结构允许rsrv 306在连接至2d网格轨道结构的任何制造单元之间运送物品。rsrv 306在2d网格轨道结构上的移动由ccs 131协调,这允许了存储单元被准时提供、按工作订单分组,甚至可按特定顺序传送至制造单元。若没有这种能力,将无法使用单个集成自动化解决方案来解决复杂的过程,因为传统的asrs设备依赖下游分类解决方案,以在正确的时间和以正确的顺序将物品传送至工作区。随后,ccs 131利用软件命令配置制造单元并进行制造操作。本文公开的制造系统100增加总容量的可扩展性,其中制造系统100的尺寸可被模块化地扩大。本文公开的制造系统100在支持以可重复的方式传送标准化制造设备和组件方面提供灵活性。
166.本文公开的实施例不限于特定的计算机系统平台、处理器、操作系统或通信网络。本文公开的一个或多个实施例分布在一个或多个计算机系统如服务器中,所述计算机系统
配置以向一个或多个客户端计算机提供一个或多个服务,或在所分布的系统中执行完整任务。例如,本文公开的一个或多个实施例是在客户
‑
服务器系统上执行,所述客户
‑
服务器系统包括分布在根据各种实施例执行多个功能的一个或多个服务器系统之间的组件。这些组件包括例如使用通信协议通过网络进行通信的可执行编码、中间编码或解释编码。本文公开的实施例不限于可在任何特定的系统或系统群组上执行,并且不限于任何特定的分布式架构、网络或通信协议。
167.前述的各种实施例的示例和说明性实施方式仅用于解释,且绝不能解释为对本文公开的实施例的限制。尽管已经参照各种说明性实施方式、附图和技术来描述实施例,但应当理解,本文使用的词语是描述性和说明性的词语,而不是限制性的词语。此外,尽管本文已参照特定的手段、材料、技术和实施方式来描述实施例,但本文的实施例不旨在被局限于本文公开的细节;相反地,所述实施例扩展到如在所附的权利要求的范围内的所有功能上等效的结构、方法和用途。受益于本说明书的教示,本领域技术人员将理解,在不脱离本文公开的实施例的范围和精神的情况下,本文公开的实施例能做修改,并且可实现和改变其他实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。