1.本发明涉及结构钢技术领域,具体涉及一种精密成形用轿车驱动轴球笼用钢及其制造方法。
背景技术:
2.我国是汽车整车、汽车零配件制造大国,但在技术、质量等方面与德国、美国、日本等汽车制造强国差距还较大。球笼是汽车传动系统中的重要部件,其作用是将汽车动力从变速器传递到驱动轮,驱动轿车高速行驶。目前国内生产汽车球笼用钢主要使用普通55钢,还停留在仅仅满足国标要求的水平上,材料淬透性低,静扭强度偏低,已无法满足汽车升级换代的要求。
3.gb/t699中c:0.52
‑
0.60%,si:0.17
‑
0.37%,mn:0.50
‑
0.80%,cr:≤0.25%,cu:≤0.20%,ni:≤0.30%,p:≤0.035%,s:≤0.035%,n≤0.0080%,力学性能不足,淬透性差。对比专利cn109852872a的c:0.53
‑
0.57%,si:0.22
‑
0.32%,mn:0.80
‑
0.95%,cr:0.20
‑
0.30%,s≤0.010%,p≤0.015%,[o]≤0.0015%,[h]≤0.00015%,其余为fe,材料的淬透性得到明显提高,但韧性不足,存在热处理脆裂的风险。
技术实现要素:
[0004]
本发明的目的在于针对现有技术的不足之处,提供一种精密成形用轿车驱动轴球笼用钢及其制造方法。
[0005]
本发明解决上述问题的技术方案为:一种精密成形用轿车驱动轴球笼用钢及其制造方法,按质量百分含量包括:c:0.54~0.57%、si:0.17~0.37%、mn:0.62~0.68%、p≤0.020%、s≤0.015%、cr:0.10~0.30%、ni≤0.25%、cu≤0.2%、al:0.020~0.035%、n:60~120ppm、2≤al/n≤5、h≤2.0ppm、o≤15ppm、余量为fe及不可避免杂质。
[0006]
上述精密成形用轿车驱动轴球笼用钢的制造方法,包括如下步骤:铁水
→
转炉炼钢
→
lf精炼
→
vd真空处理
→
连铸
→
钢坯坑冷
→
加热
→
除磷
→
轧制
→
冷却
→
分段
→
精整
→
探伤
→
包装入库。
[0007]
进一步的,在转炉炼钢工序中:合金需准备硅铁合金、硅锰合金、低碳锰铁、中碳锰铁、高碳锰铁、低碳铬铁、中碳铬铁、高碳铬铁,目标c含量0.12~0.20%;目标p≤0.015%;出钢目标温度≥1600℃。
[0008]
进一步的,出钢辅料要求:按50t转炉计量,铝酸钙270kg/炉,石灰330kg/炉,铝锭或铝饼0.4~0.8kg/t。
[0009]
进一步的,在lf精炼工序中:在钢包精炼炉上,进行钢液的精炼,去除钢中的有害气体和夹杂物,钢包入座、测温、分析,根据情况调整氩气压力;lf精炼阶段要求白渣时间≥15分钟,吊包前进行前ca处理,按50t转炉计量,喂入30~50米纯钙线或硅钙线。
[0010]
进一步的,vd真空处理阶段要求在真空度≤67pa下保持时间≥10分钟;软吹氩时间≥20分钟。
[0011]
进一步的,在连铸工序中:连铸液相线温度1481℃;钢包内高温钢液通过保护套管,浇进中间包,中间包过热度:开浇炉过热度控制30~45℃,连浇炉20~35℃;中间包内的钢液经连铸结晶器,加电磁搅拌,结晶器电磁搅拌200a/2hz、末端电磁搅拌250a/10hz;以合理的拉速,浇注出220
×
220mm2断面尺寸的合格连铸坯,依据过热度调整拉速0.9~1.1m/min,开浇前向中包吹氩气排空,待加入覆盖剂后再关闭排空氩气。
[0012]
进一步的,加热工序采用加热炉加热工艺:预热段≤800℃,加热i段880~1100℃,加热ii段1080~1220℃均热段1060~1220℃,加热时间≥180min。
[0013]
进一步的,钢坯出炉后,高压水除磷去氧化皮,终轧温度≥850℃。
[0014]
本发明具有有益效果:
[0015]
本发明提供了一种精密成形用轿车驱动轴球笼用钢及其制造方法,得到的精密成形用轿车驱动轴球笼用钢的显微组织由铁素体和珠光体组成,且具备均匀的组织分布;通过控制所述精密成形用轿车驱动轴球笼用钢棒材中al和n的含量及al/n,奥氏体晶粒度细小均匀,为7.0~8.0级;本发明通过cr元素的添加降低了c的活度,减轻了加热和轧制过程中的脱碳,使得圆钢脱碳不高于0.8%,同时由于cr元素是强碳化物形成元素,显著提高了圆钢的力学性能,使得圆钢的抗拉强度达到750mpa以上,屈服强度达到430mpa以上、延伸率达到20%以上、断面收缩率达到40%以上。
附图说明
[0016]
图1为本发明实施例7提供的精密成形用轿车驱动轴球笼用钢成品棒材距外表面1/2处的奥氏体晶粒度图片;
[0017]
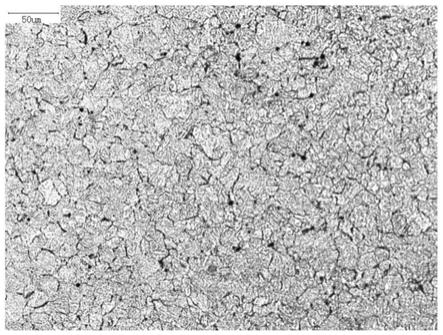
图2为本发明实施例7提供的精密成形用轿车驱动轴球笼用钢棒材1/2处的金相图片;
[0018]
图3为本发明实施例7提供的精密成形用轿车驱动轴球笼用钢棒材1/4处的金相图片。
具体实施方式
[0019]
一种精密成形用轿车驱动轴球笼用钢,具备均匀的铁素体 珠光体组织,奥氏体晶粒度7.0~8.0级,经820℃
±
30℃保温45min空冷后的抗拉强度≥750mpa、屈服强度≥430mpa、延伸率≥20%、断面收缩率≥40%。
[0020]
所述轿车驱动轴球笼用钢按质量百分含量包括:c:0.54~0.57%、si:0.17~0.37%、mn:0.62~0.68%、p≤0.020%、s≤0.015%、cr:0.10~0.30%、ni≤0.25%、cu≤0.2%、al:0.020~0.035%、n:60~120ppm、2≤al/n≤5、h≤2.0ppm、o≤15ppm、余量为fe及不可避免杂质。
[0021]
c和mn是提高精密成形用轿车驱动轴球笼用钢强度的主要元素,但是碳含量高对塑性不利,特别是当mn含量较高时,碳含量大于0.57%的是不利于加工性能的,同样c低于0.54%时强化效果不佳。mn具有使钢形成和稳定奥氏体组织的能力同时降低临界转变温度而起到细化珠光体的作用,但含量过高的话难以达到均匀化所需要的时间,另外过高的mn还能够促进晶粒长大,所以mn含量不易过高,综合以上特点,本发明钢控制0.54
‑
0.57%的c、0.62
‑
0.68%的mn。
[0022]
si能提高钢的强度、硬度、弹性和耐磨性,硅提高钢的ac3温度,对钢的回火稳定性有很大好处,但硅的导热性较差,容易有开裂危险,且脱碳倾向比较严重。因此,硅控制在0.17
‑
0.37%。
[0023]
cr是本发明钢中添加的主要合金元素之一,cr的添加可以显著提高钢的淬透性以及强度、耐磨性等性能,但是cr同时也是容易产生带状偏聚的元素,同时过高的cr会明显降低淬火及回火钢材的韧性。因此,本发明中cr含量为0.10
‑
0.30%。
[0024]
本发明控制齿轮钢中al、n的含量,细化晶粒必须在钢中有一定体积分数的aln粒子,在高温下能够钉扎晶界,抑制奥氏体晶粒长大。但是,如果al过量或者al/n比配合不好,容易在钢材中形成夹杂影响钢材质量。过量的al形成al2o3夹杂难以去除,同时al2o3和cas等容易吸附在中间包水口“结瘤”,造成钢水可浇性差。而且aln粒子的半径增大,会形成针状夹杂物。aln的另一形成元素n采用合金的添加方式,但过量的n会造成气体含量高,易形成皮下气泡,影响钢材质量,所以应具有合适的al、n含量:al:0.020
‑
0.035%、n:0.0060
‑
0.0120%、aln中的al和n结合形成aln粒子,钉扎晶界,形成一个aln粒子需要的al和n的质量比为27/14,2≤al/n≤5。
[0025]
上述精密成形用轿车驱动轴球笼用钢,采用二步法工艺流程:第一步:铁水
→
转炉炼钢
→
lf精炼
→
vd真空处理
→
连铸
→
钢坯坑冷;第二步:加热
→
除磷
→
轧制
→
冷却
→
分段
→
精整
→
探伤
→
包装入库。
[0026]
第一步:铁水
→
转炉炼钢
→
lf精炼
→
vd真空处理
→
连铸
→
钢坯坑冷,具体为:
[0027]
在50吨的转炉中进行钢液初炼;相应吨位的钢包精炼;连铸浇注;生产出220
×
220mm2断面尺寸的合格连铸坯:
[0028]
所述的精密成形用轿车驱动轴球笼用钢的生产方法,所述转炉炼钢阶段出钢辅料要求:按50t转炉计量,铝酸钙270kg/炉,石灰330kg/炉,铝锭或铝饼0.4~0.8kg/t。
[0029]
1、在转炉炼钢工序中:合金需准备硅铁合金、硅锰合金、低碳锰铁、中碳锰铁、高碳锰铁、低碳铬铁、中碳铬铁、高碳铬铁,目标c含量0.12~0.20%;目标p≤0.015%;出钢目标温度≥1600℃。出钢辅料要求:按50t转炉计量,铝酸钙270kg/炉,石灰330kg/炉,铝锭或铝饼0.4~0.8kg/t。
[0030]
2、在lf精炼工序中:在钢包精炼炉(容量与转炉相匹配)上,进行钢液的精炼,去除钢中的有害气体和夹杂物,钢包入座、测温、分析,根据情况调整氩气压力;lf精炼阶段要求白渣时间≥15分钟,吊包前进行前ca处理,按50t转炉计量,喂入30~50米纯钙线或硅钙线。vd真空处理阶段要求在真空度≤67pa下保持时间≥10分钟;软吹氩时间≥20分钟。
[0031]
3、在连铸工序中:连铸液相线温度1481℃;钢包内高温钢液通过保护套管,浇进中间包,中间包过热度:开浇炉过热度控制30~45℃,连浇炉20~35℃;中间包内的钢液经连铸结晶器,加电磁搅拌,结晶器电磁搅拌200a/2hz、末端电磁搅拌250a/10hz;以合理的拉速,浇注出220
×
220mm2断面尺寸的合格连铸坯,依据过热度调整拉速0.9~1.1m/min,开浇前向中包吹氩气排空,待加入覆盖剂后再关闭排空氩气;拉速每分钟调整幅度不超过0.05m/min,除特殊情况外,连浇炉保持恒拉速浇注;合格连铸坯进缓冷坑缓冷≥36h。
[0032]
第二步:加热
→
除磷
→
轧制
→
冷却
→
分段
→
精整
→
探伤
→
包装入库,具体为:
[0033]
采用轧钢机热加工轧制方法,先将合格的连铸坯表面进行清理,再将其热加工轧制至成品钢棒,工艺要点:
[0034]
1.加热工序采用加热炉加热工艺:预热段≤800℃,加热i段880~1100℃,加热ii段1080~1220℃均热段1060~1220℃,加热时间≥180min;保温后出炉轧制,本技术方案同现有技术相比均热温度提高20℃,以实施钢坯加热的扩散过程,有利于提高连铸坯的成分均匀性和组织均匀度。研究表明aln在此温度下,有着最快的固溶速度,因此,轧制加热温度高将使钢中原始未溶的aln粒子有更多的溶解,使基体中al、n浓度增加,在以后冷却时析出更多更弥散的粒子。此外只有提高加热温度才能使终轧温度提高,使轧后奥氏体回复再结晶更充分,aln分布更均匀。
[0035]
2.轧制工序采用控制轧制工艺:钢坯出炉后,高压水除磷去氧化皮,终轧温度≥850℃。在此种工艺下有利于n从γ固溶体中脱溶并与钢中的al结合成aln。由于氮在α
‑
fe中的溶解度小于在γ
‑
fe中的溶解度,且由于受相变的激发而造成aln析出量的二个峰值,如果终轧温度低,由于aln的峰值析出,会造成aln分布不均匀,以及回复再结晶不充分而产生组织上的各向异性,所以终轧温度>850℃。
[0036]
通过上述组分方案、冶炼和轧制方法制得的精密成形用轿车驱动轴球笼用钢满足以下性能要求:
[0037]
抗拉强度:750~780mpa、屈服强度:430~450mpa、延伸率:20~25%、断面收缩:40~50%;
[0038]
棒材低倍组织:一般疏松≤1.0级,中心疏松≤1.0级,偏析≤1.0级;
[0039]
棒材的纯净度:a细≤1.0级、a粗≤0.5级、b细≤1.0级、b粗≤1.0、c细≤0.5级、c粗≤0.5级、d细≤1.0级、d粗≤1.0级、ds≤1.0级;
[0040]
奥氏体晶粒度7.0~8.0级;
[0041]
脱碳层≤0.8%d。
[0042]
实施例1
[0043]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.57%、si:0.18%、mn:0.65%、p:0.012%、s:0.0015%、cr:0.15%、ni:0.011%、cu:0.012%、al:0.02169%、n:0.0068%、al/n:3.2、h:0.00012%、o:0.0011%、余量为fe及不可避免杂质。
[0044]
在第二步加热时,加热炉加热工艺:预热段660
‑
691℃,加热i段950
‑
988℃,加热ii段1135
‑
1168℃,均热段1153
‑
1166℃,加热i段、加热ii段和均热段为高温段,高温段加热时间142
‑
148min,总加热时间284
‑
291min。轧制工艺:开轧1036
‑
1047℃,进精轧969
‑
980℃,终轧818
‑
932℃,上冷床853
‑
862℃。
[0045]
实施例2:
[0046]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.54%、si:0.20%、mn:0.65%、p:0.014%、s:0.0020%、cr:0.16%、ni:0.015%、cu:0.010%、al:0.02315%、n:0.0062%、al/n:3.7、h:0.00015%、o:0.0010%、余量为fe及不可避免杂质。
[0047]
在第二步加热时,加热炉加热工艺:预热段642
‑
674℃,加热i段955
‑
989℃,加热ii段1133
‑
1166℃,均热段1152
‑
1165℃,加热i段、加热ii段和均热段为高温段,高温段加热时间145
‑
146min,总加热时间287
‑
292min。轧制工艺:开轧1036
‑
1047℃,进精轧970
‑
982℃,终轧930
‑
942℃,上冷床860
‑
867℃。
[0048]
实施例3
[0049]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.54%、si:
0.20%、mn:0.65%、p:0.015%、s:0.0012%、cr:0.15%、ni:0.012%、cu:0.011%、al:0.02671%、n:0.0063%、al/n:4.2、h:0.00011%、o:0.0011%、余量为fe及不可避免杂质。
[0050]
在第二步加热时,加热炉加热工艺:预热段634
‑
659℃,加热i段938
‑
986℃,加热ii段1136
‑
1168℃,均热段1151
‑
1170℃,加热i段、加热ii段和均热段为高温段,高温段加热时间145
‑
164min,总加热时间287
‑
305min。轧制工艺:开轧1032
‑
1042℃,进精轧958
‑
976℃,终轧926
‑
929℃,上冷床855
‑
860℃。
[0051]
实施例4:
[0052]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.54%、si:0.19%、mn:0.65%、p:0.016%、s:0.0011%、cr:0.15%、ni:0.012%、cu:0.010%、al:0.02688%、n:0.0060%、al/n:4.5、h:0.00015%、o:0.0008%、余量为fe及不可避免杂质。
[0053]
在第二步加热时,加热炉加热工艺:预热段701
‑
721℃,加热i段977
‑
1013℃,加热ii段1138
‑
1178℃,均热段1157
‑
1182℃,加热i段、加热ii段和均热段为高温段,高温段加热时间121
‑
125min,总加热时间305
‑
310min。轧制工艺:开轧1044
‑
1050℃,进精轧970
‑
980℃,终轧928
‑
936℃,上冷床857
‑
863℃。
[0054]
实施例5:
[0055]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.55%、si:0.21%、mn:0.64%、p:0.014%、s:0.0013%、cr:0.15%、ni:0.010%、cu:0.011%、al:0.02606%、n:0.0072%、al/n:3.6、h:0.00011%、o:0.0011%、余量为fe及不可避免杂质。
[0056]
在第二步加热时,加热炉加热工艺:预热段685
‑
709℃,加热i段955
‑
1007℃,加热ii段1141
‑
1167℃,均热段1153
‑
1172℃,加热i段、加热ii段和均热段为高温段,高温段加热时间123
‑
130min,总加热时间262
‑
311min。轧制工艺:开轧1041
‑
1046℃,进精轧971
‑
979℃,终轧873
‑
931℃,上冷床858
‑
862℃。
[0057]
实施例6:
[0058]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.56%、si:0.21%、mn:0.65%、p:0.010%、s:0.0013%、cr:0.14%、ni:0.014%、cu:0.011%、al:0.02043%、n:0.0071%、al/n:2.8、h:0.00011%、o:0.0010%、余量为fe及不可避免杂质。
[0059]
在第二步加热时,加热炉加热工艺:预热段632
‑
651℃,加热i段972
‑
1009℃,加热ii段1134
‑
1170℃,均热段1150
‑
1167℃,加热i段、加热ii段和均热段为高温段,高温段加热时间159
‑
161min,总加热时间305
‑
306min。轧制工艺:开轧1042
‑
1053℃,进精轧969
‑
982℃,终轧929
‑
932℃,上冷床859
‑
863℃。
[0060]
实施例7:
[0061]
一种精密成形用轿车驱动轴球笼用钢按质量百分含量包括:c:0.56%、si:0.20%、mn:0.64%、p:0.012%、s:0.0016%、cr:0.15%、ni:0.014%、cu:0.011%、al:0.02169%、n:0.0064%、al/n:3.4、h:0.00012%、o:0.0011%、余量为fe及不可避免杂质。
[0062]
在第二步加热时,加热炉加热工艺:预热段656
‑
663℃,加热i段969
‑
994℃,加热ii段1137
‑
1163℃,均热段1153
‑
1166℃,加热i段、加热ii段和均热段为高温段,高温段加热时间144min,总加热时间291min。轧制工艺:开轧1042
‑
1043℃,进精轧977
‑
980℃,终轧930℃,上冷床860
‑
862℃。
[0063]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任
何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

