1.本发明涉及包装盒制造技术领域,具体为一种用于新型包装盒的制框工艺。
背景技术:
2.常用的礼品包装盒一般都是纸质结构,采用灰卡纸板或中纤板制成,现有的包装盒制框工艺从浆料到制成品,需要经过很多的环节,生产流程长,自动化程度低,导致生产效率低下,难以实现标准化生产,在开槽定型和组装贴角等工序中,需要耗费大量的人力,提高了人力成本。
技术实现要素:
3.本发明的目的在于提供一种用于新型包装盒的制框工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种用于新型包装盒的制框工艺,包括以下步骤:步骤一,料浆预混;步骤二,制备浆片;步骤三,成型;步骤四,精裁;步骤五,水分干燥;步骤六,表面喷涂;步骤七,二次精切;步骤八,成品检验;步骤九,包装入库;其中在上述步骤一中,取包装厂、印刷厂和木材加工厂等产出的废余料作为原材料,使用粉碎设备将原材料粉碎成颗粒,将颗粒定量输送至打浆机中,加入适量的水和naoh,加热搅拌,制成浆料,再由输送泵输送至洗涤设备进行洗涤,由输送泵输送至高浓除渣器中进行净化处理,经过净化后的浆料输送至高浓度磨浆机中,并加入适量的漂白剂,经过磨浆处理后得到纸浆,最后输送至集浆釜中备用;其中在上述步骤二中,将步骤一中所制备的纸浆经输送泵输送至抄造机,经脱水干燥、整饰冷却后分切成浆片,贮存备用;其中在上述步骤三中,根据产品设计要求,更换热压成型机上对应的组合模具,将步骤二中所制备的浆片输送至碎浆机中,加入适量的水,在45
‑
60℃条件下疏解,然后输送至磨浆机中制成纸料,同时根据产品工艺及物理性能需求添加一定量的助剂,再将纸料输送至贮浆池中调节好浓度备用,然后通过输送泵将纸料输送至热压成型机,合模热压,制成板材备用;其中在上述步骤四中,将步骤三中所制备的板材输送至精裁机,裁切出所需的外形轮廓,得到半成品备用;其中在上述步骤五中,将步骤四中所制备的半成品输送至烘干机进行烘干处理,然后输送至喷涂设备;其中在上述步骤六中,根据产品工艺需求,由喷涂设备对半成品的表面进行喷涂处理,然后输送至精切机;其中在上述步骤七中,由精切机对纸板的边和槽进行二次切割,以除去毛刺,得到成品;其中在上述步骤八中,对步骤七中所制备的成品进行质量检验,不合格品作为原
材料重新利用,合格品流入下道工序;其中在上述步骤九中,将步骤八中所检验的合格品按照产品设计要求包装存储。
5.优选的,所述步骤一中,粉碎后的颗粒大小为10
‑
60目,洗涤设备采用多段逆流洗涤。
6.优选的,所述步骤三中,板材热压时间为8
‑
15min,保持压力时间为2
‑
4min,热压温度为100
‑
110℃。
7.优选的,所述步骤五中,半成品烘干温度为130℃
‑
150℃,半成品停留时间为10
‑
13s。
8.优选的,所述步骤五中,半成品烘干后的水分控制在8
‑
10%。
9.优选的,所述步骤六中,喷涂处理即在半成品的表面喷淋一层厚度在0.01—0.07mm的聚乙烯或聚丙烯。
10.与现有技术相比,本发明的有益效果是:本发明相较于现有的包装盒制框工艺,采用大量自动化设备,通过输送带和输送泵进行物料输送,节约了大量的人力成本,大幅度提高了生产力,本发明所使用的原材料为废余料,不仅节约成本,还保护了环境,本发明所生产的产品可根据销售需求进行调整,只需进行模具转换就可以调整产品结构,实现批量生产。
附图说明
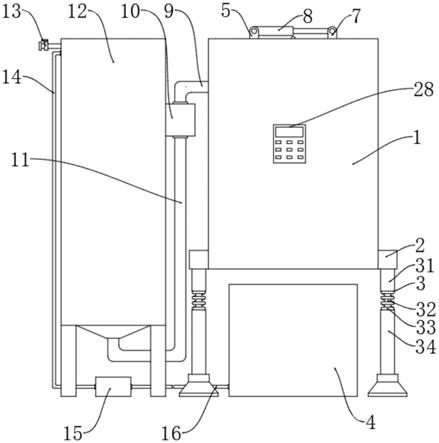
11.图1为本发明的工艺流程图;图2为本发明的工艺生产线示意图。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.请参阅图1
‑
2,本发明提供的一种实施例:一种用于新型包装盒的制框工艺,包括以下步骤:步骤一,料浆预混;步骤二,制备浆片;步骤三,成型;步骤四,精裁;步骤五,水分干燥;步骤六,表面喷涂;步骤七,二次精切;步骤八,成品检验;步骤九,包装入库;其中在上述步骤一中,取包装厂、印刷厂和木材加工厂等产出的废余料作为原材料,使用粉碎设备将原材料粉碎成颗粒,将颗粒定量输送至打浆机中,加入适量的水和naoh,加热搅拌,制成浆料,再由输送泵输送至洗涤设备进行洗涤,由输送泵输送至高浓除渣器中进行净化处理,经过净化后的浆料输送至高浓度磨浆机中,并加入适量的漂白剂,经过磨浆处理后得到纸浆,最后输送至集浆釜中备用,粉碎后的颗粒大小为10
‑
60目,洗涤设备采用多段逆流洗涤;其中在上述步骤二中,将步骤一中所制备的纸浆经输送泵输送至抄造机,经脱水干燥、整饰冷却后分切成浆片,贮存备用;其中在上述步骤三中,根据产品设计要求,更换热压成型机上对应的组合模具,将步骤二中所制备的浆片输送至碎浆机中,加入适量的水,在45
‑
60℃条件下疏解,然后输送
至磨浆机中制成纸料,同时根据产品工艺及物理性能需求添加一定量的助剂,再将纸料输送至贮浆池中调节好浓度备用,然后通过输送泵将纸料输送至热压成型机,合模热压,制成板材备用,板材热压时间为8
‑
15min,保持压力时间为2
‑
4min,热压温度为100
‑
110℃;其中在上述步骤四中,将步骤三中所制备的板材输送至精裁机,裁切出所需的外形轮廓,得到半成品备用;其中在上述步骤五中,将步骤四中所制备的半成品输送至烘干机进行烘干处理,然后输送至喷涂设备,半成品烘干温度为130℃
‑
150℃,半成品停留时间为10
‑
13s,半成品烘干后的水分控制在8
‑
10%;其中在上述步骤六中,根据产品工艺需求,由喷涂设备对半成品的表面进行喷涂处理,然后输送至精切机,喷涂处理即在半成品的表面喷淋一层厚度在0.01—0.07mm的聚乙烯或聚丙烯;其中在上述步骤七中,由精切机对纸板的边和槽进行二次切割,以除去毛刺,得到成品;其中在上述步骤八中,对步骤七中所制备的成品进行质量检验,不合格品作为原材料重新利用,合格品流入下道工序;其中在上述步骤九中,将步骤八中所检验的合格品按照产品设计要求包装存储。
14.基于上述,本发明的优点在于,该发明突破了现有的生产工艺,省去了大量的中间环节,节约了很多的生产成本和物流成本,大幅提高生产力,对包装厂、印刷厂和木材加工厂等的废余料起到了很好的综合利用,原材料可以就地取材二次加工利用,节约成本,保护环境,真正做到绿色环保。
15.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。