1.本发明涉及航空飞行器湿度控制装置维修技术领域,具体为一种航空飞行器环境控制系统湿度控制装置维修方法。
背景技术:
2.当前,无论民用航空器还是军用航空飞行器环境控制系统依然是以空气循环系统为主。除水器是此类环境控制系统的主要湿度控制装置,在整个系统运行过程中,除水器主要功能是将已经凝聚成大颗粒的自由态水微团从高速气流中分离出来,保证驾驶舱飞行员的舒适性和电子设备舱冷却对供气湿度的要求。
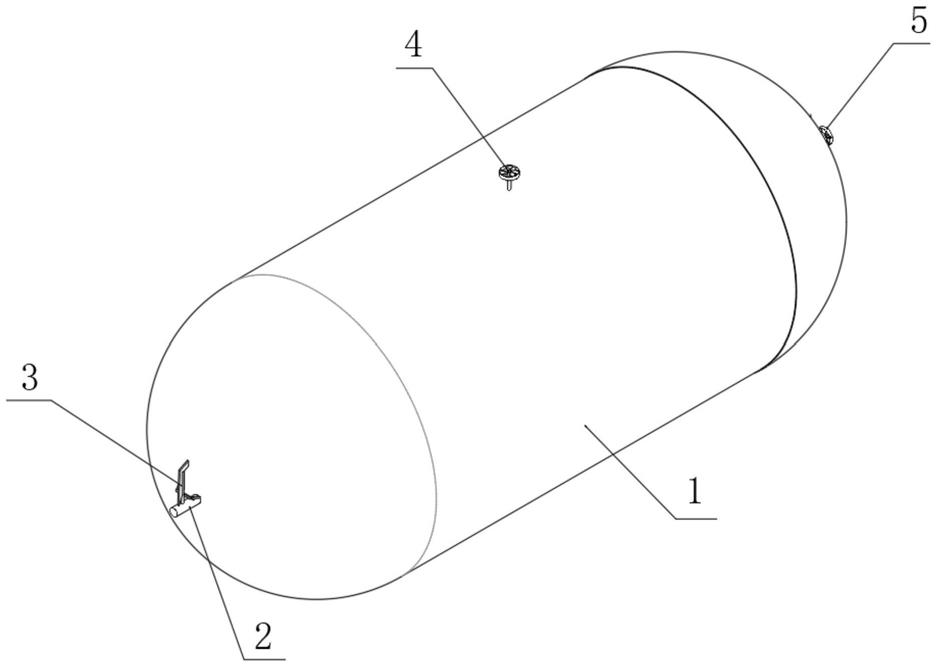
3.目前某军用飞机环境控制系统用除水器(如图1所示),由进口管1、凝聚器2、安全活门3、旋流器4、壳体5、集水腔6、出口管7等组成。凝聚器2由衬垫a21、锥网22、凝聚器骨架23、圆筒网24、衬垫b25组成。锥网22由丝网a221和丝网b222组成,其中丝网a221为单层金属丝网,将多层非金属丝网b222包裹在中间,形成“三明治”结构,保护丝网b222不被破坏。圆筒网24同样由丝网a221和丝网b222组成,其中丝网a221为单层金属丝网,将多层非金属丝网b222包裹在中间,形成“三明治”结构,保护丝网b222不被破坏。凝聚器骨架23由整流罩231、短管232、肋条233、辐条234、环235、法兰236组成。
4.凝聚器骨架23中辐条234和法兰236与整流罩231采用焊接固定,辐条234和环235焊接固定,肋条233两端分别与整流罩231和短管232焊接,将所有零部件固定位一个整体。锥网22和圆筒网24将丝网a221和丝网b222通过电焊连接。焊接工艺难度相当大,焊接温度过高,丝网a221和丝网b222的丝网结构可能被烧断、或严重氧化,使得成品率很低。其次,由于通过除水器的空气流量上限超过2000kg/h,在飞机复杂使用环境条件下,凝聚器经常发生丝网a221脱焊、破洞、进而导致丝网b222破洞等故障。损坏后的凝聚器2返回保障单位维修时,看似简单的结构,却难以实施维修。频发的故障、加工与维修困难造成等多因素对整架飞机维修与保障工作造成严重影响,不利于战训和战斗力生成。
技术实现要素:
5.为了解决上述技术问题,本发明提出了一种航空飞行器环境控制系统湿度控制装置维修方法。
6.本发明所要解决的技术问题采用以下技术方案来实现:
7.一种航空飞行器环境控制系统湿度控制装置维修方法,具体步骤如下:
8.(一)将凝聚器上的衬垫a、衬垫b拆除;
9.(二)用抛光机将锥网和圆筒网取下,并对法兰和整流罩的焊点位置进行打磨抛光;
10.(三)采用与丝网a材质相同、厚度相同的不锈钢带加工成零件a和零件b;
11.(四)采用与丝网a材质相同,厚度为0.71mm的不锈钢带加工成零件c和零件d;
12.(五)采用厚度为0.45mm的不锈钢带加工成宽度为8mm的带材e;
13.(六)将零件a和零件b套在一起,中间放入6层丝网b,两端的缝隙用带材e填充,并将其焊接为一体,形成组件ⅰ;
14.(七)将零件c和零件d套在一起,中间放入6层丝网b,两端的缝隙用带材e填充,并将其焊接为一体,形成组件ⅱ;
15.(八)将凝聚器骨架、组件ⅰ、组件ⅱ焊接成新的凝聚器;
16.(九)重新组装除水器,并完成测试。
17.优选的,步骤(三)中零件a的加工过程具体如下:
18.(a)采用与丝网a材质相同、厚度相同的不锈钢带裁剪出展角为180
°
、外径为182.32mm、内径为98.32mm的钣金件a;
19.(b)将钣金件a进行360
°
卷曲,并将对口进行焊接,形成零件a;
20.(c)采用激光刻蚀机,刻蚀出0.9mm
×
0.9mm,阵列距离为1.2mm的方孔,布满整个零件a。
21.优选的,步骤(三)中零件b的加工过程具体如下:
22.(a)采用与丝网a材质相同、厚度相同的不锈钢带裁剪出展角为180
°
、外径为180mm、内径为96mm的钣金件b;
23.(b)将钣金件b进行360
°
卷曲,并将对口进行焊接,形成零件b;
24.(c)采用激光刻蚀机,刻蚀出0.9mm
×
0.9mm,阵列距离为1.2mm的方孔,布满整个零件b。
25.优选的,步骤(四)中零件c的加工过程具体如下:
26.(s1)采用与丝网a材质相同、厚度为0.71mm的不锈钢带裁剪出58mm
×
217.55mm的矩形钣金件c;
27.(s2)将钣金件c进行360
°
卷曲,并将对口进行焊接,形成零件c;
28.(s3)采用激光刻蚀机,刻蚀出0.9mm
×
0.9mm,阵列距离为1.2mm的方孔,布满整个零件c。
29.优选的,步骤(四)中零件d的加工过程具体如下:
30.(s1)采用与丝网a材质相同、厚度为0.71mm的不锈钢带裁剪出58mm
×
209.38mm的矩形钣金件d;
31.(s2)将钣金件d进行360
°
卷曲,并将对口进行焊接,形成零件d;
32.(s3)采用激光刻蚀机,刻蚀出0.9mm
×
0.9mm,阵列距离为1.2mm的方孔,布满整个零件d。
33.本发明的有益效果是:
34.本发明解决了丝网焊接工艺差,成品率低的问题;可操作性增强,工艺性变好;整个网为一个整体结构,均布受力很快速分摊到整个网结构上,使用时间更长;通过本发明修理后的网的孔隙率与原丝网结构孔隙率一致,钣金材料厚度与丝网结构保持一致,保证了维修前后产品的流量特性依然满足产品规范要求;此外,本发明即可以用来维修现场丝网结构凝聚器,又可以作为整个除水器产品改型设计思路;本发明中所使用的钣金材料、激光刻蚀机在航空主机、附件制造、维修单位广泛使用,刻蚀深度在激光刻蚀深度范围内,不需要额外投入操作设备,实施成本低;本发明中激光刻蚀效率高、不存在周期性采购工作,产品返厂后能够采用现有设备快速维修,有利于提高装备交付时效性,装备综合保障能力得
到加强。
附图说明
35.下面结合附图和实施例对本发明进一步说明:
36.图1为某军用飞机环境控制系统用除水器的结构示意图;
37.图2为凝聚器的结构示意图;
38.图3为锥网的结构示意图;
39.图4为凝聚器骨架的结构示意图;
40.图5为圆筒网的结构示意图;
41.图6为钣金件a展开示意图;
42.图7为钣金件b展开示意图;
43.图8为组件ⅰ截面示意图;
44.图9为组件ⅱ截面示意图。
45.图中:1、进口管;2、凝聚器;21、衬垫a;22、锥网;221、丝网a;222、丝网b;23、凝聚器骨架;231、整流罩;232、短管;233、肋条;234、辐条;235、环;236、法兰;24、圆筒网;25、衬垫b;3、安全活门;4、旋流器;5、壳体;6、集水腔;7、出口管。
具体实施方式
46.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
47.如图1至图9所示,一种航空飞行器环境控制系统湿度控制装置维修方法,具体步骤如下:
48.(一)参照图2,将凝聚器2上的衬垫a21、衬垫b25拆除。
49.(二)参照图1和图2,用抛光机将锥网22和圆筒网24取下,并对法兰236和整流罩231的焊点位置进行打磨抛光。以方便维修后重新焊接。
50.(三)采用与丝网a221材质相同、厚度相同的不锈钢带,裁剪出展角为180
°
,外径对应为182.32mm和180mm,内径对应为98.32mm和96mm的钣金件a、钣金件b,如图6和图7所示。
51.本发明中将原产品中的丝网结构制造的锥网22和圆筒网24,改为使用金属孔板;所采用的金属孔板采用厚度与目前产品中使用的丝网厚度保持一致,使得维修后,除水器的凝聚器组件尺寸保持不变。
52.(四)对钣金件a、钣金件b进行360
°
卷曲,并将对口进行焊接,形成零件a、零件b。
53.(五)采用与丝网a221材质相同,厚度为0.71mm的不锈钢带,裁剪出58mm
×
217.55mm、58mm
×
209.38mm的矩形状的钣金件c、钣金件d。
54.(六)对钣金件c、钣金件d进行360
°
卷曲,并将对口进行焊接,形成零件c和零件d。
55.(七)对上述四个零件分别采用激光刻蚀机,刻蚀出0.9mm
×
0.9mm,阵列距离为1.2mm的方孔,并布满整个零件。
56.由于丝网a221的孔隙率特别大,孔十分密集,且丝径只有0.355,采用激光刻蚀技术精密加工0.9mm
×
0.9mm的矩形孔,保证维修前后结构的孔隙率保持不变,进而保证除水器的流量特性;以及除水器的除水效率依然能够满足产品规范。
57.(八)采用厚度为0.45mm的不锈钢带裁剪出宽度为8mm的带材e。
58.(九)将零件a和零件b套在一起,中间放入6层丝网b222,两端的缝隙用带材e填充,并将其焊接为一体,形成组件ⅰ。
59.(十)将零件c和零件d套在一起,中间放入6层丝网b222,两端的缝隙用带材e填充,并将其焊接为一体,形成组件ⅱ。
60.(十一)将凝聚器骨架23、组件ⅰ、组件ⅱ焊接成新的凝聚器2。
61.(十二)参照图1,重新组装除水器,并完成测试。
62.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。